
- Jaký stroj je tedy vhodný pro svařování trubek?
- HAMER MULTIARC-250 Evolution
- Potřebné vybavení a nástroje
- 4 Regulační rámec pro svařování na tupo
- Výrobci elektrotvarovek
- Jaké vybavení je k dispozici?
- Mechanická svařovací jednotka
- Ruční svářečka (železa)
- Funkce
- Typy
- Kritéria pro výběr svařovacích nástrojů
- 5 ELITECH SPT 800
- Výrobci svařovacích strojů pro polypropylenové trubky, stručný přehled modelů.
- Metoda svařování na tupo
- Typy strojů
- Manuální
- Mechanické
- Hydraulika
- Elektrofúzní zařízení
- Jaký stroj je pro mě vhodný?
- Ruční stroj
- Mechanické
- Užitečná videa a závěr
Který stroj je tedy ten pravý pro svařování trubek?
Shrneme-li to, zde je seznam požadavků na zařízení pro svařování trubek:
- Režimy svařování: MIG/MAG; MMA; TIG
- Svařovací proud: 20 až 250 A (MMA); 20 až 250 A (MIG); 20 až 200 A (TIG).
- Průměr drátu: 0,6 až 1,2 mm
- Průměr elektrod: do 1,5 až 5 mm;
- Napětí: 220V/380V;
- ÚČINNOST: 70-90 %;
- Hmotnost: 15-20 kg.
Tyto požadavky plně splňuje svářecí stroj HAMER MULTIARC-250 Evolution.
HAMER MULTIARC-250 Evolution
-
- Svařovací proud 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Typ svařování MMA/CUT/TIG;
- Napětí 220 V / 50 Hz;
- Doba trvání zátěže pro režim MMA 250 A/35 %; 118,5 A/100 %;
- Doba trvání zátěže pro režim CUT 60 A/35 %; 29,6 A/100 %;
- Doba trvání zatížení pro režim TIG 200 A/35 %; 118,5 A/100 %;
- 85% ÚČINNOST;
- Hmotnost 15 kg;
- Vhodné pro práci s nestabilním napětím (garáže, farmy, venkovské oblasti atd.).
HAMER MULTIARC-250 Evolution je multifunkční svařovací stroj, který pracuje v režimech MMA, TIG a CUT. Kombinace několika režimů výrazně rozšiřuje seznam svařovacích postupů a umožňuje pracovat s různými typy kovů. Díky tomu je HAMER MULTIARC-250 Evolution nepostradatelným pomocníkem na pracovišti, zejména při opravách svařování, přípravě na instalaci a montáži potrubí.
Obdržte 90 rublů jako dárek!

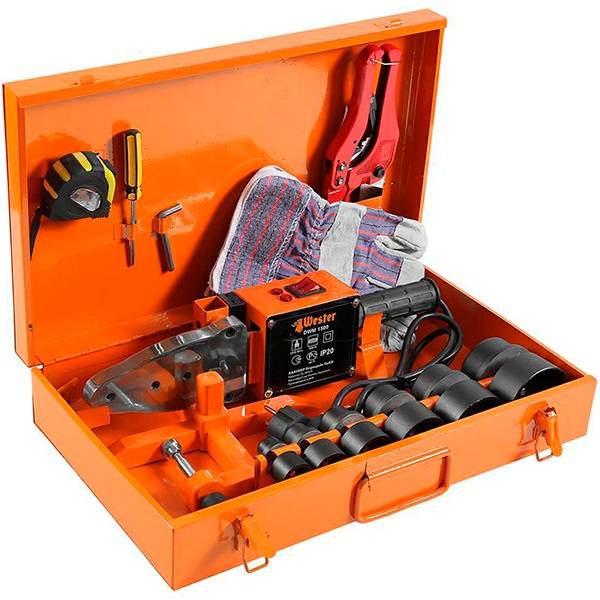
Potřebné vybavení a nástroje
Pro svařování plastových trubek se hodí páječka s odnímatelnou tryskou. Topným prvkem pro svařování trubek je plochá plošina, tzv. žehlička, s otvory pro připojení topných trysek.
Svářečka pro svařování plastových trubek musí mít regulátor teploty a kontrolku ohřevu. Kromě svářecího zařízení jsou zapotřebí také nástroje na řezání kusů a odstraňování vrstvy fólie. Plastové válcované výrobky lze řezat libovolným vhodným způsobem:
- pomocí řezačky na trubky podobné řezačce na dráty;
- kovové nůžky;
- pilku na železo s úzkou čepelí.
Jemnými pilníky nebo brusným papírem se řezy otřou a odstraní nánosy. Před svařováním je třeba si připravit pravítko, úhelník, fix nebo značku pro vyříznutí trubkových prvků.
4 Regulační rámec pro svařování na tupo
Jak je patrné z , v Rusku panoval donedávna značný zmatek ohledně technologie svařování na tupo, protože několik existujících normativních dokumentů mělo vlastní výklad, a proto většina svářečů raději důvěřovala štíhlé německé technologii DVS. Požadavky na zařízení pro svařování na tupo v Rusku nejsou definovány žádným předpisem.
Od začátku roku 2013 platí v Ruské federaci současně dva normativní dokumenty:
- GOST R 55276 - pro technologii svařování PE trubek na tupo pro instalaci vodovodních a plynových potrubí, na základě překladu mezinárodní normy ISO 21307;
- GOST R ISO 12176-1 - pro zařízení pro svařování na tupo, na základě překladu mezinárodní normy ISO 12176-1.
Přijetí normy GOST pro vybavení bylo jistě užitečné. Bohužel to neznamená, že by byla okamžitě odstraněna nejnižší kvalita dováženého vybavení. Ale alespoň těch několik ruských výrobců zařízení nyní musí pracovat na kvalitě a spotřebitelé mají nápovědu, jak posoudit kvalitu zakoupeného zařízení.
GOST pro technologii svařování na tupo přinesl relativní pořádek. V každém případě se tím technologie svařování PE trubek na tupo v Rusku sjednotila. Problémy však přetrvávají.
DŮLEŽITÉ: GOST R 55276 spolu s tradičním postupem nízkotlakého svařování (podobně jako DVS 2207-1 a staré ruské předpisy) legalizoval vysokotlaké svařování PE trubek, které se dříve používalo pouze v USA. Tento postup svařování klade vyšší nároky na zařízení a umožňuje výrazně zkrátit dobu svařovacího cyklu.
DŮLEŽITÉ: Norma GOST R 55276 je stěží vhodná pro přímé použití na stavbě, protože není zaměřena na svářeče, ale na zpracovatele technologické mapy pro svařování PE trubek. DŮLEŽITÉ! GOST R 55276 nevyřešil problém omezení, kterým trpěly staré ruské normy a kterým dodnes trpí všechny zahraniční normy.
Zaprvé, přípustné rozmezí teplot je od +5 °C do +45 °C, zatímco velká část ruského území je nucena začít svařovat, když jsou bažiny zamrzlé. Za druhé, maximální tloušťka stěny trubek je 70 mm, zatímco tloušťka stěny skutečně vyráběných trubek již dávno přesáhla 90 mm. A za třetí, materiálem trubek je pouze konvenční nízkotlaký polyethylen (LDPE) s MFR ne nižší než 0,2 g/10 min (při 190/5), zatímco pro velké průměry byly použity netěsnící středotlaké polyethylenové třídy s MFR nižší než 0,1 g/10 min (při 190/5). Pro podmínky mimo vyzkoušené limity teploty vzduchu a tloušťky stěn někteří výrobci vypočítali technologii svařování PE trubek extrapolací současných norem, ale tato teoretická technologie nebyla dosud ověřena dlouhodobými zkouškami. Pro nevodivé druhy polyethylenu neexistuje žádná technologie svařování ani teoreticky. Výsledkem je, že přibližně 80 % všech svarů v Rusku se provádí v podmínkách, které jsou za hranicemi osvědčené technologie!
DŮLEŽITÉ! GOST R 55276 nevyřešil problém omezení, kterým trpěly staré ruské předpisy a kterým dodnes trpí všechny zahraniční předpisy. Za prvé, přípustné rozmezí teplot vzduchu je od +5 do +45 °C, zatímco velká část Ruské federace musí začít svařovat, když jsou bažiny zamrzlé.
Za druhé, maximální tloušťka stěny trubek je 70 mm, zatímco tloušťka stěny skutečně vyráběných trubek již dávno přesáhla 90 mm. A za třetí, materiál trubek je pouze tradiční nízkotlaký polyethylen (LDPE) s indexem tekutosti ne nižším než 0,2 g/10 min (při 190/5), zatímco pro výrobu trubek velkých průměrů se již dlouhou dobu používají netěsnící středotlaké třídy polyethylenu s indexem tekutosti ne nižším než 0,1 g/10 min (při 190/5). Pro podmínky mimo testované limity teploty vzduchu a tloušťky stěn někteří výrobci vypočítali technologii svařování PE trubek extrapolací platných předpisů, ale tato teoretická technologie nebyla dosud ověřena dlouhodobými zkouškami. Pro nevodivé druhy polyethylenu neexistuje technologie svařování trubek ani teoreticky. Podstatné je, že přibližně 80 % všech svárů v Rusku se provádí v podmínkách, které se vymykají osvědčeným technologiím!









Předchozí.
2
Sleduje
Výrobci ručních elektrofúzních svářeček
Trh s elektrotvarovkami stroje na trhu HDPE trubky následujících výrobců jsou velmi žádané:
- Rothenberger. Společnost byla založena v Německu v roce 1949. V průběhu let byla společnost velmi úspěšná a stala se jedním z předních výrobců svařovacích strojů. Výrobky značky Rothenberger se vyznačují nejvyšší možnou kvalitou a mimořádnou spolehlivostí.
- Ritmo. Italská společnost Ritmo byla založena v roce 1979. Dnes je jednou z předních společností zabývajících se zpracováním plastů a plastových výrobků. Společnost Ritmo se při své činnosti neustále řídí nejmodernějšími a nejpřísnějšími normami. Obchodní činnost společnosti je nastavena na velmi vysokou úroveň a totéž lze říci i o výrobcích - produkty Ritmo jsou rozmanité, všestranné a vysoce kvalitní.
- DYTRON. V porovnání se staršími kolegy se zdá, že výrobky české společnosti DYTRON, založené v roce 1992, nepostrádají kvalitu - na tom není nic špatného. Sortiment výrobků je neobyčejně široký - společnost vyrábí jak ruční, tak automatická zařízení pro spojování HDPE trubek. Kromě toho se modelové řady neustále rozšiřují a doplňují, takže najít dobré vybavení na stáncích značky není žádný problém. Za zmínku stojí také soulad vyráběných zařízení s nejnovějšími požadavky.
Závěr
Při výběru zařízení pro pájení HDPE trubek je nutné vycházet z požadavků vyplývajících z konkrétní situace. Správná volba zařízení vytvoří spolehlivé a vzduchotěsné spojení, které vydrží stejně dlouho jako pevné trubky.
Jaké vybavení je k dispozici?
Svářečka je zařízení, které zahřívá části potrubí a vytváří tak trvalé spojení. Není třeba vysvětlovat, že zařízení pro svařování plastových trubek má jinou konstrukci než svářečka kovových trubek.
Na trhu jsou dnes k dispozici dva typy zařízení. Na trhu jsou k dispozici dva typy zařízení, která se používají ke svařování polypropylenových trubek:
- mechanický svařovací stroj;
- Ruční svářečka.
První stojí za to přemýšlet, když potřebujete kombinovat spoje, což je velké úsilí, nebo je problém s instalací trubek, které mají poměrně velký průměr.
Ruční jednotka pro svařování plastových trubek bude nejlepší volbou, pokud plánujete montáž potrubí svépomocí a při práci plánujete použít trubky různých průměrů.
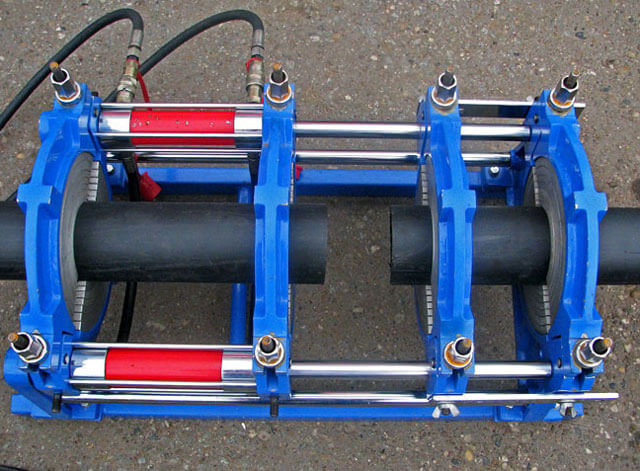
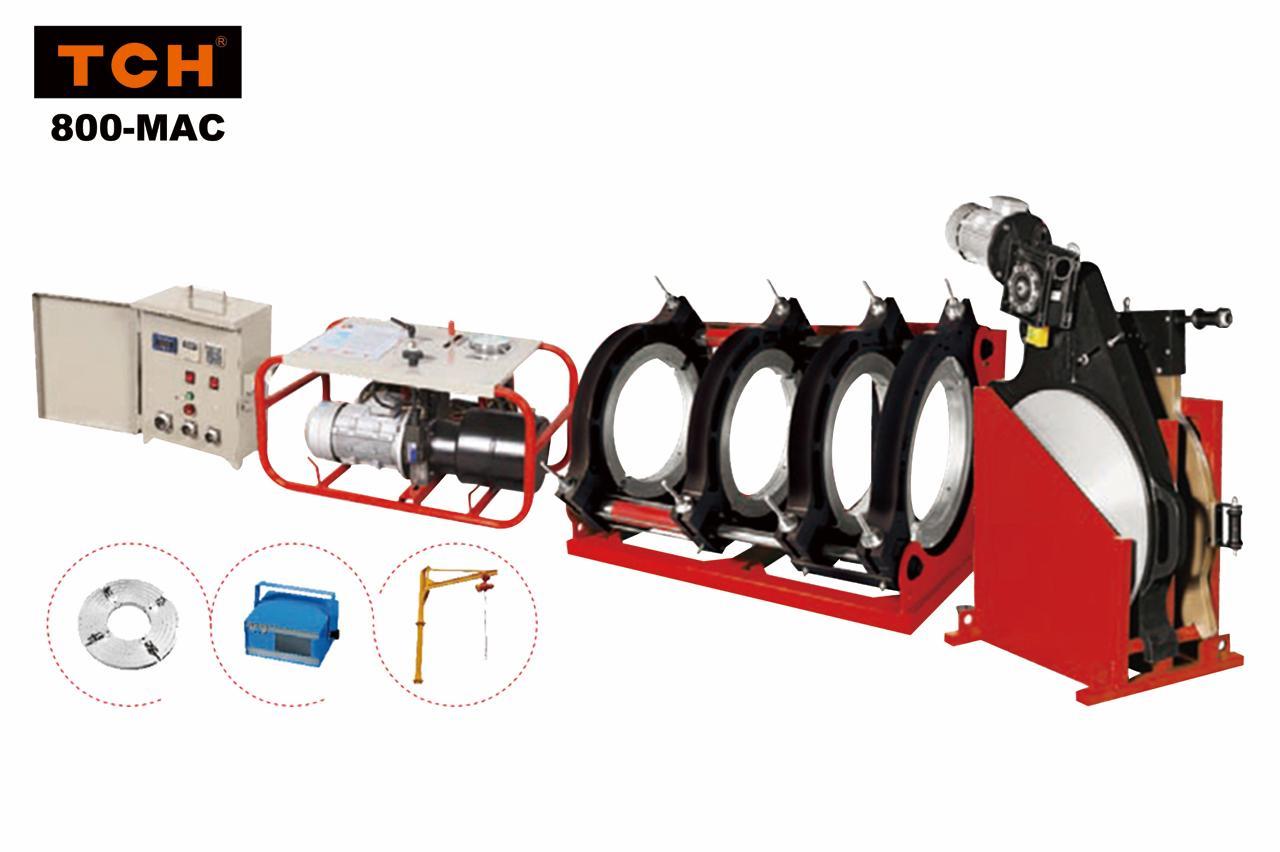
Mechanický svařovací stroj
 Mechanická svářečka polypropylenových trubek je konstrukčně řešena jako nosný rám, na kterém je umístěna jednotka přístroje a hydraulická pohonná jednotka. Na levé a pravé straně jsou úchyty, každý s dvojicí půlkruhů. Čelisti jsou odděleny vložkami, které pomáhají vyrovnávat tlak a zarovnání. Jejich vnitřní průměr se neliší od trubek, se kterými se manipuluje.
Mechanická svářečka polypropylenových trubek je konstrukčně řešena jako nosný rám, na kterém je umístěna jednotka přístroje a hydraulická pohonná jednotka. Na levé a pravé straně jsou úchyty, každý s dvojicí půlkruhů. Čelisti jsou odděleny vložkami, které pomáhají vyrovnávat tlak a zarovnání. Jejich vnitřní průměr se neliší od trubek, se kterými se manipuluje.
Přístroj je vybaven elektrickou svorkou, jejímž hlavním účelem je vyrovnání konců trubek. Toto zařízení vypadá jako rotující kotouč s oboustrannými čepelemi, který je navíc vybaven blokovacím mechanismem pro zajištění bezpečného provozu. Hlavním pracovním topným tělesem je ocelový disk s nepřilnavým povrchem, který obsahuje topná tělesa. Mnoho modelů má často ve své konstrukci regulátory teploty a teplotní čidla.
Ruční svářečka (železa)
Běžný uživatel se pravděpodobně nebude potýkat s instalací dlouhých sítí, takže se nevyplatí kupovat objemnou svářečku.
Většina spotřebitelů obvykle používá k montáži trubek zařízení, jako je svářečka. Pokud se hodnotí podle konstrukce a funkcí v provozu, příliš se neliší od tradičního domácího spotřebiče. Jedinou zvláštností je jiný design.
Hlavními prvky jeho konstrukce jsou topná deska, regulátor teploty a ergonomická rukojeť. Pokud se podíváte pozorněji, najdete v ohřívací desce dva otvory, které jsou nutné pro upevnění párových svařovacích prvků různých průměrů. Vynikají teflonovým povrchem, který zabraňuje přilnutí plastu k horkým povrchům.
Funkce
Při výběru svářečky PE trubek si musíte ujasnit, jaký druh práce s ní budete provádět. Vlastnosti požadovaného zařízení budou do značné míry záviset na metodě svařování, kterou plánujete nejčastěji používat.
Existují čtyři základní metody pájení polyethylenových výrobků.
- Svařování na tupo - tato metoda je nejběžnější a spočívá ve spojování zahřátých konců trubek k sobě nebo s tvarovkami pomocí speciálního svařovacího zrcadla. Svařování na tupo však poskytuje kvalitní spoj za přijatelnou cenu zařízení, ale není vhodné pro spojování výrobků s tloušťkou stěny menší než 4,5 mm. Svařování na tupo vyžaduje pečlivé očištění spojovaných ploch, maximální přesnost při lícování výrobků a správný tlak na trubky během procesu spojování.
- Spojování nástrčnými spojkami (nebo nástrčné spojování) je spolehlivá, ale méně obvyklá a dražší metoda, která je založena na spojování výrobků pomocí speciální nástrčné spojky. Alternativně lze dvě trubky různých průměrů spojit přímo k sobě. Tato metoda není vhodná pro venkovní instalace.
- Elektrotavné (nebo termistorové) svařování trubek - tato metoda je podobná tavnému svařování, ale patice obsahuje kovové topné těleso, které umožňuje rovnoměrnější ohřev spojovaných výrobků a elektrotavné patice. Každá spojka má speciální čárový kód, který kóduje parametry elektrického proudu požadované pro danou spojku, proto je tento typ stroje často vybaven snímačem čárových kódů. Metoda odporových termistorů je ještě spolehlivější (a dražší) než metoda spojů, takže se používá hlavně v případech, kdy je vyžadováno velmi stabilní spojení (např. u potrubí položeného v oblastech s častými zemětřeseními). Tato metoda se používá ke spojování trubek od průměru 20 mm a libovolné tloušťky stěny a má výrazně nižší požadavky na tolerance než svařování na tupo.
- Extruzní svařování je proces podobný elektrickému svařování, při kterém se zahřátý polyethylen přivádí speciálním extrudérem do svařovacího prostoru a vytváří spoj mezi trubkami. Pevnost výsledného spoje obvykle nepřesahuje 80 % pevnosti polyethylenu, takže se metoda vytlačování obecně používá hlavně pro spojování trubek s jinými plastovými výrobky a pro instalaci trubek o průměru 630 mm a více v místech, která pravděpodobně nebudou vystavena vysokému zatížení.


Typy
Všechny svářečky polyethylenu se skládají ze čtyř základních modulů - generátoru (obvykle napájený transformátorem nebo pulzním zdrojem), modulu řízení výkonu, modulu řízení teploty a procesní jednotky, ve které probíhá samotný proces spojování. Každý ze čtyř výše uvedených způsobů svařování se provádí pomocí odpovídajícího nástroje.











Stroje dostupné pro každou ze čtyř technik lze dále rozdělit do tří kategorií podle stupně automatizace.

Poloautomaty se dělí podle typu použitého pohonu na mechanické a hydraulické. U mechanicky poháněných jednotek vynakládá sílu potřebnou k vyrovnání a udržení trubek během svařování obsluha, takže se používají pouze pro trubky o průměru menším než 160 mm. Hydraulický pohon nevyžaduje žádnou sílu od obsluhy a lze jej použít pro jakýkoli průměr, dokonce i pro průměry větší než 160 mm.


Další důležitou vlastností svářečky je průměr trubek, které může svařovat, protože standardní rozměry PE trubek se pohybují v rozmezí 16 až 1600 mm. Například pro vodovodní potrubí v bytech se obvykle používají trubky o průměru 20 až 32 mm, ale pro instalaci potrubí může být zapotřebí stroj schopný pájet trubky o průměru 90/315 mm nebo více.
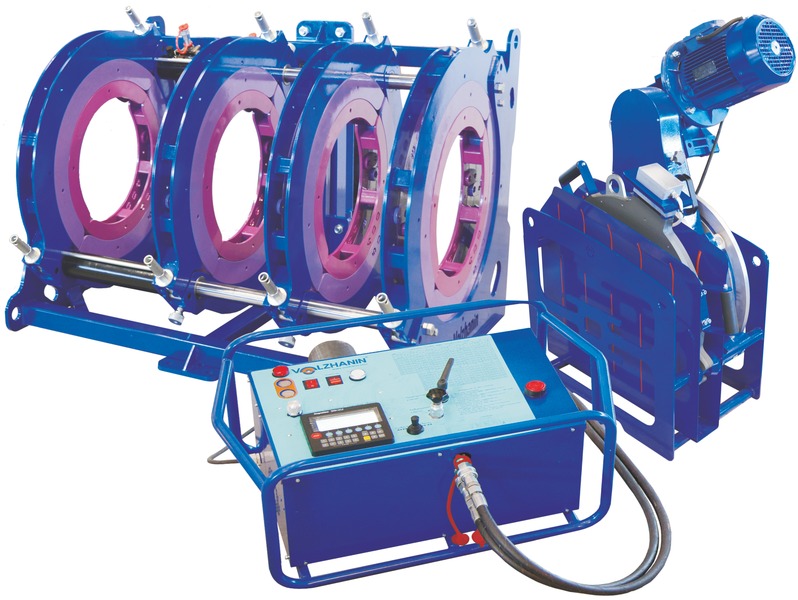
Nejoblíbenější jsou dnes přístroje firem Georg Fischer (Švýcarsko), Rothenberger (Německo), Advance Welding (Velká Británie), Eurostandard, Technodue a Ritmo (Itálie), Dytron (Česká republika), KamiTech a Nowatech (Polsko). Existují také ruští výrobci zařízení pro svařování polyethylenu, například závod Volzhanin, který vyrábí zařízení pro svařování výrobků na tupo o průměru od 40 do 1600 mm a elektrotvarovky schopné spojovat trubky o průměru až 1200 mm.
Kritéria pro výběr svařovacích nástrojů
Při rozhodování o preferované třídě svářecího zařízení byste měli v první řadě věnovat pozornost množství práce, kterou je třeba vykonat. Velmi důležité jsou následující parametry:
- Rozsah průměrů trubek, se kterými se pracuje.
- Spotřeba energie.
- Cena přístroje.
Je pozoruhodné, že mezi výše uvedenými parametry existuje jasná korelace. S rostoucím vnějším průměrem potrubí je tedy třeba zvážit modely s vyšším příkonem. Obecně se uznává, že jednotka výkonu by měla být desetinásobkem milimetrového průměru. Jinými slovy, pokud se má svařovat trubka o vnějším průměru 30 mm, lze použít model s výkonem 300 W. Je třeba poznamenat, že uvedené údaje nejsou konečné a přesné, a proto se připouští chyby až do výše 30 %.
Pokud má tedy model svařovacího zařízení vyšší spotřebu energie, umožňuje majiteli svařovat trubky o větším průměru. Nákup takového vybavení je však velmi nákladný.
5 ELITECH SPT 800

Bohaté vybavení Země: Rusko (made in China) Průměrná cena: 1 638 RUB. Hodnocení (2019): 4.5









Tuto cenově výhodnou pájku na trubky z polypropylenu můžete vidět nejen v rukou začátečníků, ale i profesionálů. Model zvládne 6 velikostí trubek od 20 mm do 63 mm. Odborníky zaujaly vysoce kvalitní trysky s teflonovým povrchem. S výkonem topného tělesa 800 W se spotřebič dokáže rychle zahřát až na 300 °C. Chlazení ohřívače je také dostatečně rychlé. Výrobce vybavil svůj výrobek 6 tryskami, stojanem, bezpečným kovovým pouzdrem a sadou nářadí (šroubovák, imbusový klíč).
Při analýze spotřebitelských recenzí lze poukázat na několik výhod a nevýhod stroje. Na jedné straně je tento model chválen pro svůj výkon, rychlé zahřívání a ochlazování, hladké švy a přijatelnou cenu. Stížnosti se týkají nepohodlného stojanu, chatrného pouzdra a nekvalitního teflonového povlaku.
Výrobci svářeček polypropylenových trubek, stručný přehled modelů.
Při výběru jakéhokoli zařízení je jedním z rozhodujících kritérií pověst výrobní společnosti. Přestože ruční svářečky polypropylenových trubek nelze označit za příliš sofistikovaná a technologicky vyspělá zařízení, existují i v této oblasti určité autority.
Za "trendsettery" ve výrobě těchto zařízení jsou tak považovány společnosti "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Stejně spolehlivé a oblíbené jsou i společnosti Elitech, Sturm, Kalibr, Enkor, PATRIOT, Energomash, DeFort. Hlavní je, aby zakoupené vybavení bylo skutečně originální, nikoliv padělané, a aby na něj byla poskytnuta záruka výrobce.
Na závěr tradičně malý přehled oblíbených modelů a jejich průměrné cenové úrovně.
| Název modelu, vyobrazení | Stručný popis modelu | Průměrná cenová hladina, rubly (duben 2016) |
|---|---|---|
"BRIMA TG-171", Německo - Čína  | Příkon 750 W, svařovací průměr až 63 mm, elektromechanický termostat, teplota ohřevu až 300 °C. Maximální doba ohřevu 15 min. Sada obsahuje šest párů trysek od 20 do 63 mm. | 3900 |
"ENCOR ASP-800", Rusko - Čína.  | Výkon 800 W, průměr až 63 mm, elektromechanický termostat, teplota ohřevu - až 300 °C. Stabilní typ stojanové plošiny. Obsahuje šest párů trysek s teflonovým povrchem, od 20 do 63 mm. | 2200 |
"Elitech SPT 1000, Rusko - Čína.  | Zařízení s válcovým topným tělesem. Výkon - 1000 W. Svařovací průměr od 16 do 32 mm. Sada trysek (4 průměry) s teflonovým povrchem - v kompletní dodávce. Ergonomicky tvarované tělo a rukojeť pro snadný přístup do těžko přístupných míst. Elektromechanický termostat. | 2700 |
"Sturm TW7219", Německo - Čína  | Model s vysokým výkonem 1900 W s plným a polovičním výkonem (jedno nebo dvě topná tělesa). Šest párů trysek s teflonovým povrchem. Maximální průměr svařování 62 mm. Doba ohřevu cca 12 min. Rozšířený dodací balíček, který nevyžaduje další příslušenství. | 3300 |
"Dytron Polys P-1a, Česká republika.  | Vysoce kvalitní spotřebič profesionální třídy. Výkon je 650 W. Vysoce přesné válcové topné těleso s kapilárním termostatem. Průměr fúze až 32 mm. Patentované polštářkové trysky do 3 průměrů, potažené vysoce kvalitním modrým teflonem. Šest nastavení teploty. Automatická ochrana proti přehřátí. Hmotnost pouhých 1,3 kg pro snadnou práci v těžko přístupných místech. | 11200 v minimální kompletní sadě - zařízení, stojan a tři trysky. |
"Rothenberger ROWELD P 40T, Německo.  | Výkon - 650 W. Maximální průměr svaru 40 mm. Ohřívač Sword s možností dvou párů spojovacích dvířek. Kompletní se 4 páry trysek od 20 do 40 mm a vysoce kvalitním teflonovým povrchem. Vlastnosti tohoto spotřebiče - vestavěný termostat je navržen speciálně pro polypropylenové trubky a je naprogramován tak, aby udržoval vysoce přesnou a stabilní teplotu 260 °C. Hmotnost jednotky je 2,8 kg. | 14500 |
"Svářečka KERN R63E, Německo.  | Model profesionální třídy. Relativně nízký výkon 800 W a možnost svařovat trubky o průměru až 63 mm. Dodává se se šesti páry trysek s teflonovým povrchem. Vysoce přesné elektronické nastavení teploty s mikroprocesorovou řídicí jednotkou, digitální displej. | 13500 |
Videoklip končí další svařovací jednotkou pro polypropylenové trubky.
Metoda svařování na tupo
Tato metoda umožňuje spojovat PE trubky svarem na tupo pomocí speciálního zařízení pro svařování na tupo. Svar (nebo "spoj") má stejnou pevnost v tahu jako samotná PE trubka. PE trubky o průměru od 50 mm do 1600 mm včetně se spojují svařováním pomocí vyhřívaného nástroje. Standardní technologické režimy svařování jsou určeny pro práce při teplotě vzduchu od -10oC do +30oC. Pokud je venkovní teplota vzduchu mimo normované teplotní intervaly, musí se svařování polyetylénových trubek provádět v přístřešku, aby byly dodrženy technologické parametry. Svařování HDPE tlakových trubek na tupo se dělí na dvě hlavní fáze: přípravné práce a vlastní svařování. Přípravná fáze zahrnuje:
- kontrola správné funkce svařovacího zařízení a jeho příprava k použití,
- Příprava prostoru pro svařovací zařízení,
- výběr parametrů svařování,
- zajištění PE trubek a vyrovnání ve svářečských svorkách,
- opracování čelních ploch svařovaných trubek nebo dílů.
Při přípravě zařízení vyberte vložky a svorky vhodné pro průměr svařované trubky. Pracovní plochy ohřívače a nástrojů na obrábění PE trubek je třeba očistit od nečistot a prachu. Funkčnost zařízení se kontroluje vizuální kontrolou částí a příslušenství svářečky a zkušebním zapnutím. Svařovací stroj se zkontroluje, zda se vyrovnávací svorka pohybuje hladce a zda funguje lícování. Svařovací zařízení musí být umístěno na předem připravené a vyčištěné místo nebo trasu potrubí poté, co jsou na něm uloženy PE trubky. V případě potřeby se svařovací prostor chrání stany před atmosférickými srážkami, pískem a prachem. Za vlhkého počasí je vhodné svářecí zařízení namontovat na dřevěné desky. Volný konec PE trubky se doporučuje uzavřít inventárními zátkami, aby se zabránilo průvanu uvnitř trubky během svařování.
Montáž svařovaných HDPE tlakových trubek a dílů, včetně instalace, vyrovnání a upevnění svařovaných konců, se provádí v centračních svorkách svařovacího stroje. Svorky svařovacího stroje pro PE trubky musí být utaženy tak, aby se zabránilo prokluzování trubek a aby se pokud možno vyloučilo ovalování na koncích. Při svařování PE trubek velkých průměrů je třeba pod otevřené konce umístit podpěry, aby se trubka vyrovnala a konec trubky nesklouzl. Pořadí svařovacího procesu
- Nejprve změřte sílu potřebnou k pohybu pohyblivé svorky se sevřenou trubkou,
- Mezi konce trubek umístěte topné těleso zahřáté na požadovanou teplotu,
- Proces tavení se provádí přitlačením konců PE trubek k ohřívači, čímž se vytvoří požadovaný tlak,
- konce chvíli mačkejte (podle postupu svařování pro danou PE trubku), dokud se neobjeví první otřep o výšce 0,5 až 2,0 mm,
- po objevení prvního otřepu snižte tlak a nechte jej působit po dobu potřebnou k zahřátí konců trubek,
- po skončení ohřevu posuňte vyrovnávací svorku o 5-6 cm dozadu a odstraňte ohřívač ze svařovacího prostoru,
- po vyjmutí topného tělesa přibližte konce PE trubek k sobě, dokud se nedotknou, čímž vytvoříte potřebný tlak pro rozrušení,
- Prodlužte usazovací tlak na dobu potřebnou k vychladnutí svarového spoje a poté proveďte vizuální kontrolu získaného svaru změřením a nastavením vnějšího otřepu,
- Poté označte získaný svar.
Typy strojů
Svařovací stroje se dělí na 2 typy podle principu spojování obrobků:
- pro elektrolýzu;
- pro nástrčné a tupé svařování.
Všechny stroje se podle principu činnosti dělí na ruční a mechanické. Všechny svářečky bez ohledu na typ jsou vybaveny 4 základními jednotkami: generátorem, regulátorem teploty, výkonovým modulem a procesní jednotkou, ve které se vytváří spoj. Poslední z nich má odlišnou strukturu v závislosti na typu svařování.
Manuální
Ruční malé svařovací jednotky vypadají jako desky s hroty pro upevnění konců HDPE dílů. Ke spojení připravených povrchů je zapotřebí lidské síly, proto by průměr trubky neměl přesáhnout 125 mm. Pro domácí použití je zvolen manuální přístroj, který je nejsnadněji zvládnutelný a má nízkou cenu.
Mechanické
Tato zařízení jsou určena pro profesionály. Patří mezi ně:
- centrátor s úchyty pro upnutí dílů;
- čelní nástroj s naostřenými břity pro obrábění trubek;
- topné těleso (svařovací zrcadlo);
- upínací jednotka.
Stlačení spojovaných trubek je zajištěno mechanicky, takže jejich průměr není omezen. Mechanicky podporované svařování je progresivnější metoda: usnadňuje práci obsluhy a zvyšuje bezpečnost spoje.
Hydraulika
U hydraulických přístrojů se výrobky lisují pomocí hydraulického pohonu. Tyto stroje jsou určeny pro svařování na tupo a vyrábějí se ve třech typech:
- Příručka. Všechny operace se provádějí ručně. Používají se pro svařování pod středním a nízkým tlakem.
- Poloautomatický. Ruční obsluha zahrnuje pouze vložení trubek. Připojení je automatické.
- Automaticky. Pohyby všech jednotek od začátku do konce procesu řídí počítač, obsluha pouze zadává požadované parametry.
Moderní stroje pracují s vysokou přesností. Dokáží přečíst požadované informace z čárového kódu na HDPE nebo elektrotvarovkách a na konci procesu poskytnou protokol a uvedou chyby.
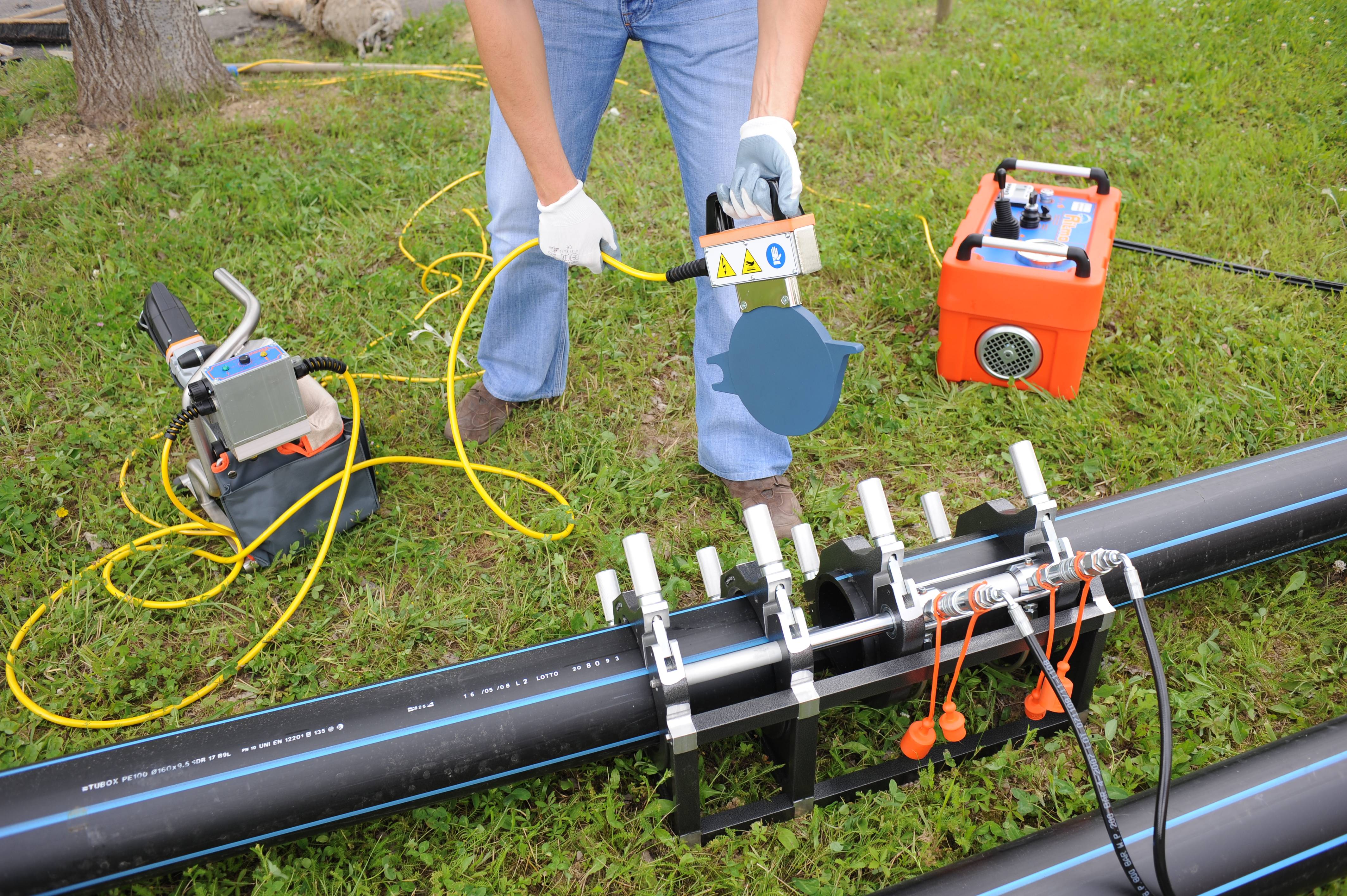
Elektrofúzní zařízení
 Postup při elektrotvarovém svařování je následující. Každá zásuvka je při výrobě vybavena topným tělesem na vnitřní straně a dvěma vodiči na vnější straně zásuvky.
Postup při elektrotvarovém svařování je následující. Každá zásuvka je při výrobě vybavena topným tělesem na vnitřní straně a dvěma vodiči na vnější straně zásuvky.
Spojované trubky se zasunou do objímky. Speciální kabel spojuje zásuvkové vodiče se svářečkou. Prvek uvnitř zásuvky se zahřívá.










Tím se roztaví část polypropylenové trubky a objímky v oblasti topného tělesa. Po vypnutí jednotky se polymerace spojovaných dílů vrátí zpět. Výsledkem je monolitické spojení.
může pracovat s téměř jakýmkoli průměrem výrobku. Mohou svařovat polypropylenové trubky i výrobky z nízkotlakého polyethylenu (HDPE).
Základním prvkem je mikroprocesor. mikroprocesorová jednotka s regulovaným napájením.. Ukládá svařovací protokol pro sledování provozu a generuje potřebný proud pro dosažení požadované teploty ohřevu.
V závislosti na průměru obrobku a dalších podmínkách vypne jednotku v předem nastaveném čase. Stroj lze používat ve venkovním prostředí v teplotním rozsahu -20...+60 °C.
Například ROWELD ROFUSE PRINT od společnosti Rothenberger může díky své nízké hmotnosti a rozměrům (malá krabička váží přibližně 20 kg) spojovat HDPE a polypropylenové trubky až do průměru 1200 mm.
Údaje lze zadat ručně nebo je lze načíst z čárového kódu, který výrobce nainstaloval na potrubí. Stroj se snadno používá a je dodáván s podrobným návodem.
Jak vybrat správný stroj?
Svářečky plastů pracují podobně jako pájky a dělí se na 2 typy - ruční a mechanické.
Ruční stroj
Ruční svářečka je topná deska s koncovkou trubky a rukojetí. Princip je podobný jako u žehličky a elektrické pájky.

Stlačení spojovaných dílů vyžaduje lidské úsilí. Vhodné pro polyethylenové trubky do průměru 12,5 cm. Není vhodný pro větší průměry a měl by být zvolen pro domácí použití.
Mechanické
Mechanická pájecí jednotka se skládá z nosného rámu s upínacími kotouči na trubky a řídicí jednotky. Topné těleso s topnými články uvnitř ohřívá konce spojovaných trubek a mechanika zajišťuje, aby tato místa byla silně stlačena.
Používá se pro svařování výrobků, které jsou vystaveny vysokému namáhání. Průměr obrobků je neomezený.
Tuto možnost by měli zvolit odborníci.
Užitečné tipy pro správný výběr:
Věnujte pozornost příslušenství
Stroj s klíčem na trysky - vhodný pro práci s jedním, maximálně dvěma průměry. Pokud potřebujete pracovat ve větších průměrech, vyberte si zařízení s tryskami různých průměrů;
Výkon stroje
Profesionálové mají tajemství. Minimální výkon zařízení se vypočítá podle jednoduchého vzorce - největší průměr trubek, se kterými musíte pracovat, se vynásobí 10.







Pokud například budete doma svařovat trubky o průměru 50 mm, minimální výkon stroje = 50 × 10 = 500 W;
Kterého výrobce si mám vybrat?
Nejvyšší hodnocení pan u výrobků českých firem (například TM "Daytron"). Ale cena výrobků - kousnutí. Proto - jako alternativa - turečtí výrobci. Existují dobré modely domácí výroby.
Závěry a užitečná videa k tématu
Srovnání a užitečné tipy pro výběr svářečky:
Toto video ukazuje postup montáže svářečky PE trubek krok za krokem vlastníma rukama:
Výběr správné svářečky trubek z polyethylenu není obtížný. Je lepší dávat přednost výrobkům od renomovaných výrobců v přijatelném cenovém rozpětí. Při přesném dodržení postupu svařování lze dosáhnout spolehlivého spojení.
Řekněte nám, jaký svařovací stroj jste si vybrali pro montáž polymerových trubek ve svém domě nebo letním sídle. Podělte se prosím o argumenty, které ovlivnily vaši volbu. Zanechte prosím své komentáře v níže uvedeném poli, zveřejněte obrázky nebo položte otázky.



