- Vlastnosti a specifikace vodovodních a plynových potrubí
- Normy a rozměry ocelových trubek
- Parametry pro výrobky svařované přímým švem
- Předpisy pro elektricky svařované spirálově svařované trubky
- Požadavky na výrobky bezešvé za tepla
- Normy pro bezešvé trubky deformované za studena
- Vlastnosti a charakteristiky výrobků pro vodu a plyn
- Schéma horkých bezešvých trubek
- Technické specifikace
- Proč zvolit kov pro topné systémy
- Typy trubek podle způsobu výroby
- Bezešvé ocelové trubky deformované za tepla GOST 8732
- Bezešvé ocelové trubky deformované za studena GOST 8734
- Elektricky svařované ocelové trubky podle GOST 10704
- Výhody a nevýhody kovových trubek
- Jaké jsou normy GOST pro ocelové trubky
- Výroba ocelových trubek: základní metody
- Jak se vyrábějí elektricky svařované podélně svařované výrobky?
- Výroba elektricky svařovaných spirálových svařovaných typů
- Výroba bezešvých výrobků tvářených za tepla
- Vlastnosti trubek deformovaných za studena
- Přehled výrobků předních výrobců
- Výrobce č. 1 - značka HOBAS
- Výrobce #2 - Steklokompozit
- Výrobce č. 3 - značka Amiantit
- Výrobce č. 4 - Poliek
- Obdélníkové potrubí
Vlastnosti a specifikace vodovodních a plynových potrubí
Obdélníkové trubky jsou výrobky se svařovaným švem. Jejich výroba je podstatně levnější než výroba plně válcovaných trubek. Přísné normy umožňují vyrábět svařované trubky se stejnou trvanlivostí jako plné válcované trubky. Pro ochranu je uvnitř i vně trubky nanesen zinkový povlak.

Pozinkované trubky VGP se vyznačují:
- odolnost proti korozi;
- dlouhý bezproblémový provoz;
- univerzálnost použití;
- relativně nízká cena.
Elektricky svařované trubky se rozlišují na černé (bez antikorozního povlaku) trubky VGP a pozinkované trubky. Oficiální požadavky na tyto materiály jsou uvedeny v GOST 3262-75. Kulaté trubky VGP se vyrábějí hladké, se závitem nebo s nátrubkem. Závity se liší podle umístění (vnější nebo vnitřní) a podle způsobu použití (vroubkované, řezané).
Válcovaný závit nesmí zmenšit vnitřní průměr trubky o více než 10 %. Na velikost závitu nejsou kladeny žádné přísné požadavky - může být dlouhý nebo krátký.
Pro profilované a svařované kruhové ocelové trubky je společné jejich použití v městské infrastruktuře, která nesouvisí s dopravními komunikacemi. Patří sem návrh billboardů, úprava městského uličního prostoru, přilehlých ploch, výstavba dětských hřišť. "Neprůmyslové" použití pozinkovaných trubek dosahuje značných rozměrů.
Doporučujeme se seznámit s: Které vytápění je lepší a jak ho instalovat v soukromém domě.
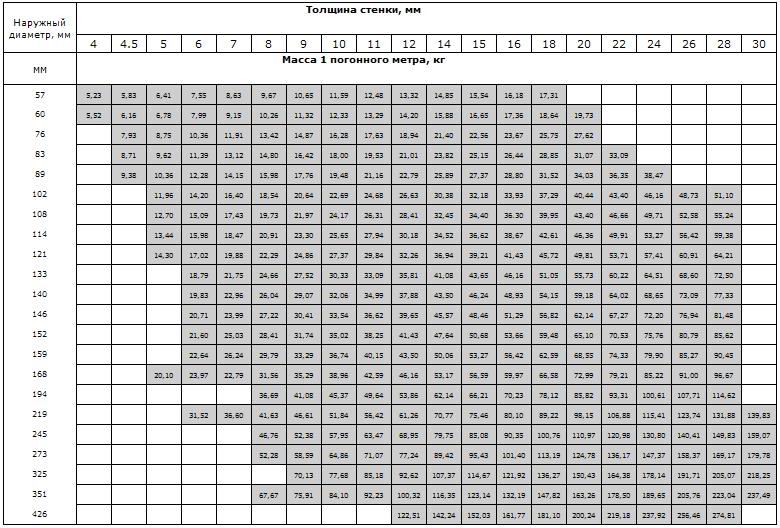
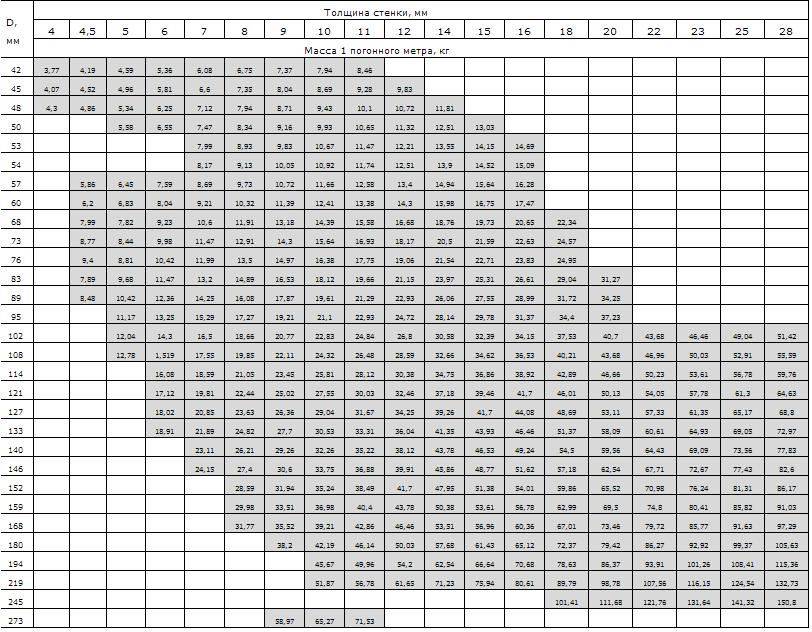
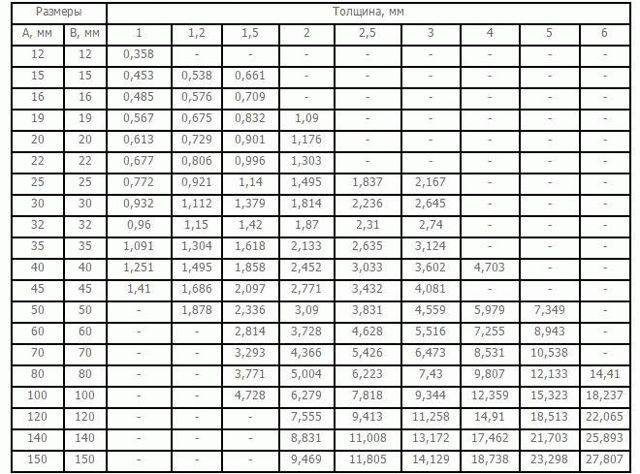
Důležitou vlastností pozinkovaných trubek je tloušťka jejich stěny. Nejdelší životnost mají silnostěnné pozinkované trubky.
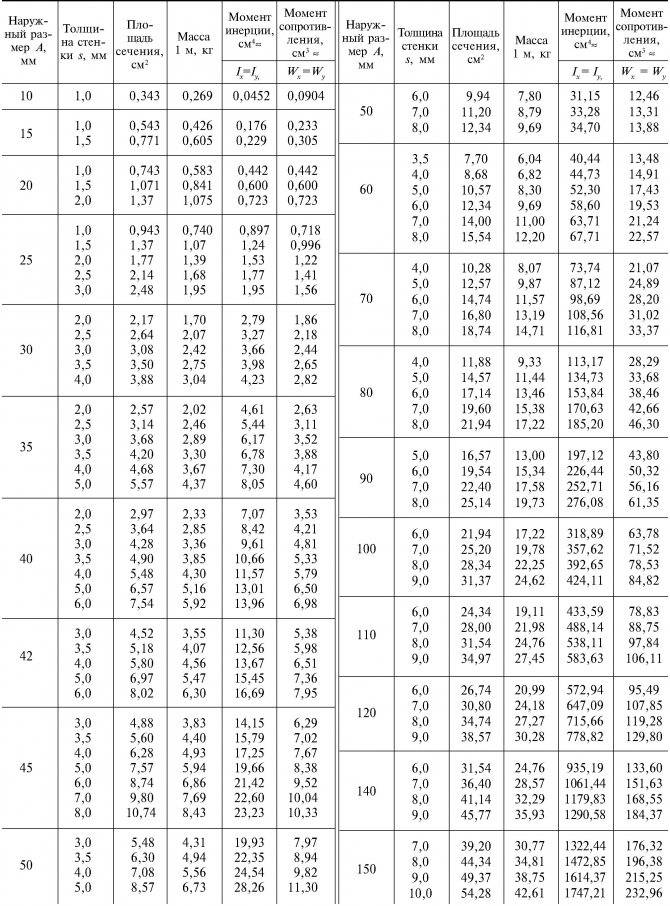
Je třeba vzít v úvahu, že tloušťka stěny trubky ovlivňuje její průměr a hmotnost. Vnější rozměr pozinkované ocelové trubky VGP zůstává stejný bez ohledu na tloušťku stěny. Nejlepší průtočnou kapacitu tak při zachování všech ostatních podmínek vykazuje tenkostěnná trubka. Trubky se vyrábějí podle rozměrů a hmotností uvedených v tabulce, rozměry jsou uvedeny v mm.
Existuje nepřímá úměra s provozním tlakem. Tenkostěnné potrubí vydrží až 25 atm, silnostěnné až 35 atm.
Trubky se střední tloušťkou stěny se nazývají normální trubky. Tyto typy trubek se nakupují podle hmotnosti, což znamená, že kupující neplatí za běžný metr, ale cena se odvíjí od hmotnosti výrobku.
Normy a rozměry ocelových trubek
Pro válcované ocelové trubky existují specifické normy a GOST. Ty popisují způsob výroby výrobku, jeho základní rozměry, průřez a tloušťku stěny. Na základě těchto informací se určí oblast použití konkrétního dílu.
Parametry pro výrobky svařované přímým švem
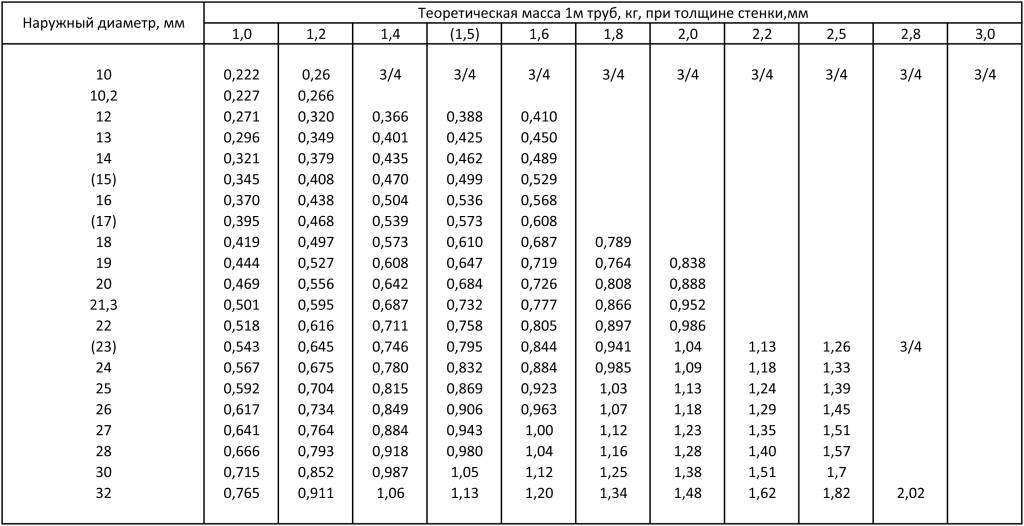
Výrobu elektricky svařovaných trubek s přímým švem upravuje GOST 10704-91. Podle těchto informací je vnější průměr výrobku 10-1420 mm a tloušťka stěny se pohybuje od 1 do 32 mm.
Tvarovky o průměru nepřesahujícím 426 mm mají měřenou a neměřenou délku. Ve zvláštních případech se vyrábějí trubky s pevnějším, zesíleným švem, pro které však existuje samostatná speciální norma - GOST 10706.

Elektricky svařované ocelové trubky s rovným švem jsou univerzálním materiálem s nejširším spektrem použití. Díky jejich slušné kvalitě a nízké ceně jsou vhodné pro použití jak ve velkých zařízeních, tak v soukromém životě.
Trubky tohoto typu se nejčastěji používají pro pokládku technologických komunikačních systémů s mírným tlakem a pro vytváření praktických, pohodlných a lehkých kovových konstrukcí různého určení.
Předpisy pro elektricky svařované spirálově svařované trubky
Elektricky svařované trubky se spirálovým švem jsou vyráběny v souladu s GOST 8696-74. Vnější průměr těchto výrobků je 159-2520 milimetrů, tloušťka stěny se pohybuje od 3,5 do 25 milimetrů a jejich délka je 10-12 metrů.

Elektricky svařované trubky se spirálovým švem jsou dražší než jejich rovně svařované protějšky. Náklady se však vyplatí, zejména pokud systém vyžaduje bezchybný a dokonalý spoj.
Takto vyrobené trubky jsou robustnější a odolávají vyššímu tlaku. Norma umožňuje jejich použití v domácích i průmyslových aplikacích k vytvoření spolehlivých, hermetických a provozně stabilních komunikačních systémů.
Požadavky na výrobky bezešvé za tepla
Normy pro bezešvé trubky zpracované za tepla jsou popsány v GOST 8732-78. Jejich tloušťka stěny se pohybuje od 2,5 do 75 milimetrů a průměr od 20 do 550 milimetrů. Trubky jsou k dispozici v délkách od 4 do 12,5 metru, měřené i neměřené.





Bezešvé trubky, které se vyrábějí tvářením za tepla, se v běžném životě prakticky nepoužívají. Nejčastěji se používají pro průmyslové systémy s vysokými nároky na spolehlivost a těsnost.
Trubky tohoto typu se používají pro přepravu vysoce toxických látek v chemických výrobních procesech. Absence švu zajišťuje, že nemůže dojít k úniku a že se do země nebo atmosféry nedostanou žádné škodlivé látky.
Díky své schopnosti odolávat trvalému vysokému tlaku jsou bezešvé trubky vhodné zejména pro rafinérský a plynárenský průmysl.
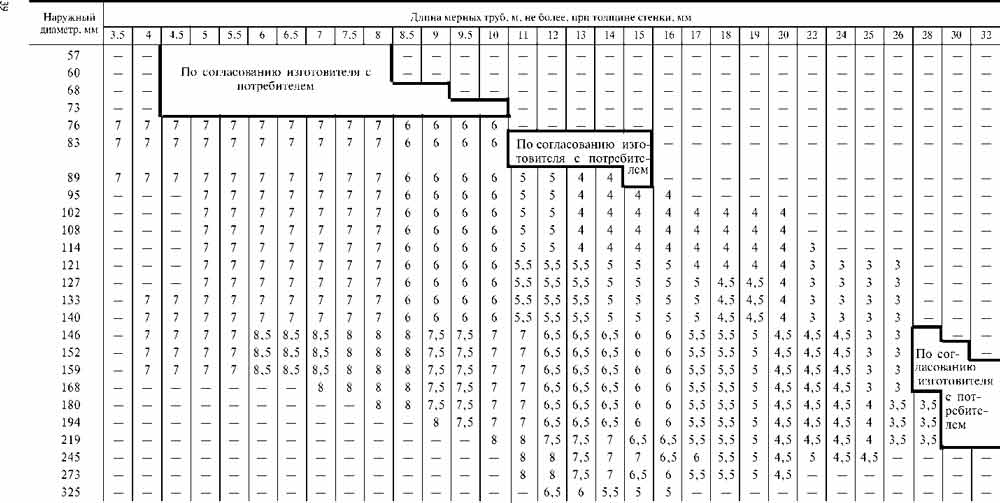
Normy pro bezešvé trubky za studena
Ocelové trubky tvářené za studena jsou vyráběny v souladu s GOST 8734-75. Vnější průměr se pohybuje od 5 do 250 milimetrů a tloušťka stěny od 0,3 do 24 milimetrů. Výrobky se vyrábějí ve jmenovitých délkách od 1,5 do 11,5 metru a v měřených délkách od 4,5 do 9 metrů.

Silnostěnné bezešvé ocelové trubky válcované za studena se používají stejně jako trubky válcované za tepla. A tenkostěnné trubky se nejčastěji používají tam, kde je požadována kombinace dokonalé pevnosti a nízké hmotnosti (letecký průmysl, stavba lodí atd.).
Bezešvé ocelové trubky tvářené za studena mají vysokou pevnost, provozní stabilitu a spolehlivost po celou dobu používání.
Vlastnosti a charakteristiky vodovodních a plynových potrubí
Trubky pro plynovody a vodovody se vyrábějí v souladu s předpisem GOST 3262-75. Tento typ válcovaných kovových výrobků je vyčleněn jako samostatná norma pouze z důvodu užší oblasti použití.
Vnější průměr výrobku je 10,2-165 milimetrů a tloušťka stěny se pohybuje od 1,8 do 5,5 milimetrů. Rozsah velikostí je stejný pro měřené i neměřené délky, od 4 do 12 metrů.

Vodovodní a plynové potrubí slouží především ke svému účelu: k organizaci vodovodních a plynových komunikací. Někdy se používají k vytváření lehkých konstrukcí nebo v nábytkářském průmyslu k výrobě stylových interiérových dekorací.
Norma stanoví výrobu pozinkovaných vodovodních a plynových trubek i běžných trubek.
Schéma trubek HFI
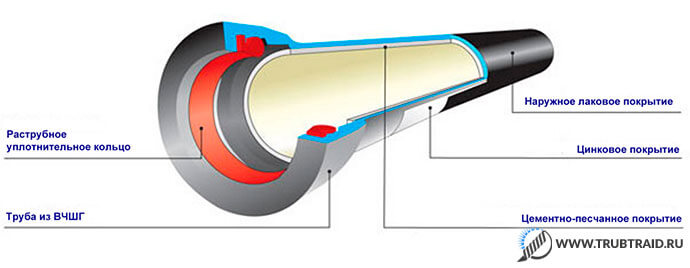 Přehledné kreslení trubek z vysokopevnostní litiny s kuličkovým grafitem
Přehledné kreslení trubek z vysokopevnostní litiny s kuličkovým grafitem
Jak vidíte, konstrukce se skládá z několika vnějších a vnitřních prvků:
- O-kroužek: tato ochranná vrstva je nutná k posílení pevnosti konstrukce. Slouží také jako bezpečnostní pojistka pro případ, že se trubka zlomí nebo zdeformuje.
- Zinkování: je nezbytné pro výrazné snížení účinků koroze na vnějším povrchu konstrukce.
- Cementovo-pískový povlak: slouží jako druh uzemňovacího prostředku proti působení elektřiny na povrch potrubí. V případě úrazu elektrickým proudem je to právě tato ochranná vrstva, která odnese hlavní náraz elektrického proudu.
- BSTF: Jedná se o hlavní materiál, ze kterého je konstrukce vyrobena.
- Konečná vrstva: Obsahuje nejméně nečistot a slitin, protože je nejméně namáhána.
Tento diagram zobrazuje fyzikální a matematické hodnoty, ze kterých se odvozují konstrukční výpočty a dimenzování.
Popis:
- Hnízdo, D: fyzikální veličina popisující základní parametr na začátku výroby, nulový cyklus. Představuje základ pro montáž trubkových konstrukcí.
- Jmenovitý otvor, DN: jmenovitá hodnota charakterizující průchod látky vnitřními kanály potrubí.
- Průměrný průměr, DE: jmenovitá hodnota použitá pro výpočet mezery mezi vnitřním, vnějším a průměrným průměrem.
- Plocha stěny potrubí, S: základní parametr při výpočtu hlavních částí potrubí.
- L a L1: délky jednotlivých částí konstrukce.
TECHNICKÉ VLASTNOSTI
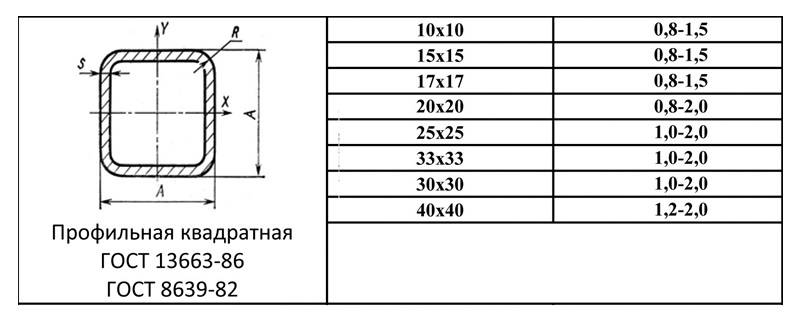
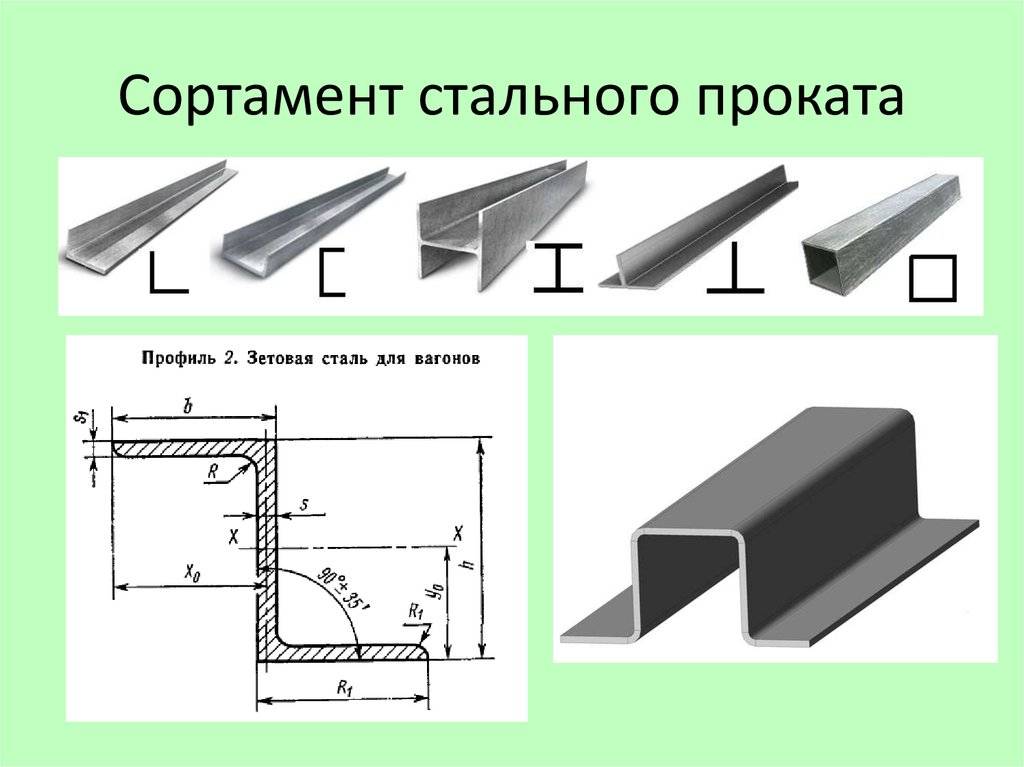
Podívejme se na hlavní technické specifikace ocelových profilových trubek:
- Typ profilu. Hlavní typy jsou čtvercové, obdélníkové a oválné. Toto kritérium určuje rozdělení profilu potrubí v obecném rozsahu.
- Geometrické rozměry. U obdélníkových tvarů jsou to šířka a výška. A také délku jednotlivých úseků.
- Tloušťka stěny. Je to poměrně důležitý detail, protože určuje oblast dalšího využití.
- Hmotnost. Neméně důležité hodnocení, které určuje úroveň kvality zboží. Z vážení a geometrických rozměrů si můžete udělat představu o tloušťce stěny. To je velmi užitečné v situacích, kdy není přístup k měření.
Při popisu ocelových profilovaných trubek je třeba poznamenat, že jejich sortiment je definován normou GOST 8639-82. Uvedený dokument identifikuje tři hlavní typy profilů:
- Ohýbání za studena.
- Válcované za tepla.
- Elektricky svařované.
 První dva jsou bezešvé a třetí je vyroben z plechového materiálu svařovací technikou.
První dva jsou bezešvé a třetí je vyroben z plechového materiálu svařovací technikou.
Je třeba si uvědomit, že každá vlastnost trubky je závislá na řadě dalších faktorů. Z těchto důvodů lze vyvodit závěr - přítomnost tabulky příslušných vypočtených hodnot GOST usnadňuje zjištění, jak vysoká je úroveň kvality toho či onoho výrobce.
Proč zvolit kov pro topné systémy
Před více než dvaceti lety prakticky neexistovala alternativa k trubkám z oceli - uhlíkové (v běžné řeči černý kov), pozinkované, nerezové. O použití mědi k vytápění se neslyšelo a o plastových trubkách se nepsalo ani v pokrokových vědeckých časopisech. Situace se nyní dramaticky změnila: kov v topných systémech nahradilo několik druhů levných a technologicky vyspělých plastů.

Přesto jsou kovové trubky v mnoha situacích stále nepostradatelné: v systémech provozovaných při velmi vysokých provozních tlacích, na horkých pracovištích, kde je od trubek vyžadována vysoká pevnost.
Typy trubek podle způsobu výroby
Rozlišují se trubky dokončené za tepla, za studena a elektricky svařované. Rozměry a tolerance výrobků a materiály použité při jejich výrobě jsou uvedeny v sortimentu výrobků pro kruhové ocelové trubky, přičemž pro každý výrobní proces jsou určeny jiné třídy:
Bezešvé ocelové trubky deformované za tepla GOST 8732.
Výroba trubek probíhá ve třech fázích. Na začátku se kulatý polotovar zahřeje na 900-1200 stupňů na speciálních strojích a prorazí se otvor, čímž vznikne pouzdro. Dalším krokem je válcování rukávu do hrubé trubky a poslední fází je kalibrace, válcování s konečnými rozměry v tloušťce a průměru.





Rozměry hotových kusů při této výrobní metodě jsou: vnější průměr 16-630 mm a tloušťka stěny 1,5-50 mm. Polotovary se dělí do několika skupin podle materiálu použitého k výrobě:
- A - mechanické vlastnosti výrobku jsou regulovány.
- B - chemické složení je regulováno během výroby.
- C - mechanické vlastnosti a chemické složení jsou regulovány současně;
- D - chemické složení je regulováno a mechanické vlastnosti jsou zkoušeny na zkušebních kusech;
- E - hodnota zkušebního tlaku při kontrole je regulována.
Výroba trubek tvarovaných za tepla
Bezešvé ocelové trubky deformované za studena vyrobené v souladu s GOST 8734.
K válcování se používají kulaté ocelové předvalky. Polotovar se zahřívá ve speciálních pecích na teplotu krystalizace, aby se dosáhlo požadované plasticity. Poté se propíchne a převeze do válcovny, kde se pomocí válců vytvoří hrubé rozměry výrobku. Poslední operací je kalibrace a řezání na délku.
Na rozdíl od trubek tvarovaných za tepla se trubky tvarované za studena během kalibrace dodatečně tepelně upravují, díky čemuž jsou tyto výrobky stabilní a odolné.
Výrobky tvářené za studena se dělí do následujících kategorií, přičemž hlavním kritériem je poměr průměru D k velikosti stěny S:
- Zejména tenkostěnné, s poměrem D/S větším než 40. Je-li D=20 mm nebo méně, rozměr S=0,5 mm nebo méně.
- Tenkostěnné, s poměrem D/S 12,5 a nižším než 40. Kromě toho trubky o průměru D=20 mm a menším, o průměru S=1,5 mm a menším.
- Těžké stěny s poměrem D/S mezi 6 a 12,5.
- Silnostěnné při poměru D/S menším než 6.
Tenkostěnné a velmi tenkostěnné trubky se používají v různých hydraulických systémech, automobilových motorech, průmyslových chladicích systémech a také ve zdravotnictví a potravinářství. Hlavní využití silnostěnných trubek je v ropném a plynárenském průmyslu.
Tenkostěnné výrobky z oceli válcované za studena
Elektricky svařované ocelové trubky podle GOST 10704
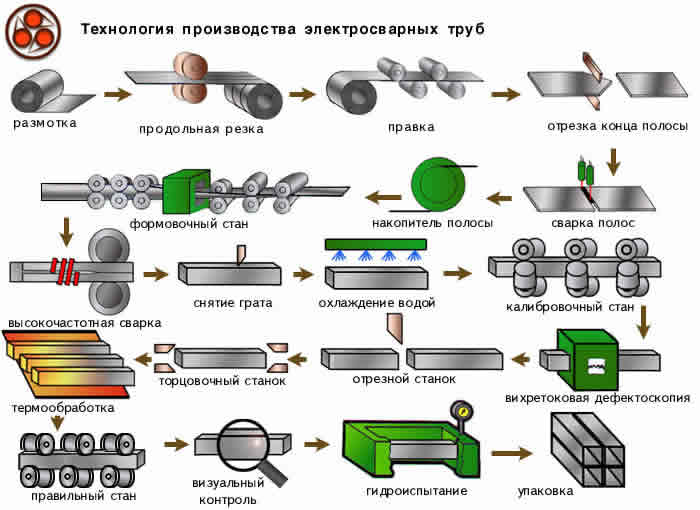
Výrobní technologie zahrnuje několik fází, které jsou integrovány do jednoho kontinuálního procesu:
- Řezání plechového polotovaru. Provádí se na vysoce přesných strojích a vyrábí se polotovary stejných rozměrů.
- Pro výrobu nekonečného pásu se pásy svařují dohromady, přičemž se nejprve proženou soustavou válečků, které odstraní povrchové vady.
- Výsledný polotovar prochází systémem horizontálních a vertikálních válců, které formují výrobek.
- Okraje jsou svařeny vysokofrekvenčním svařováním. Okraje obrobku se zahřejí induktorem na teplotu tání a poté se lisovacími válci lisují. Další metoda, při níž se hrany zahřívají pomocí vysokofrekvenčního generátoru, proud se na hrany přivádí pomocí kontaktů.
- Kalibrace a odstraňování otřepů. Obrobek se ochladí a poté se projede kalibračními válci, aby se odstranila ovalita a dosáhlo se požadovaných rozměrů.
- Řezání obrobku. Obrobky se řežou na požadované rozměry.
- Kontrola kvality vyrobených dílů se provádí třemi způsoby: kontrolou svarů, zkouškou zvýšeným tlakem vody a rovnáním. Ultrazvuková metoda je hlavní metodou používanou pro kontrolu svarů. Detektor vad je umístěn přímo na lince za svařovací operací. Přibližně 100 % produkce bude zkontrolováno. Hydrostatická zkouška se provádí na 15 % každé výrobní dávky. Testy zploštění se provádějí u dvou kusů z každé výrobní dávky.
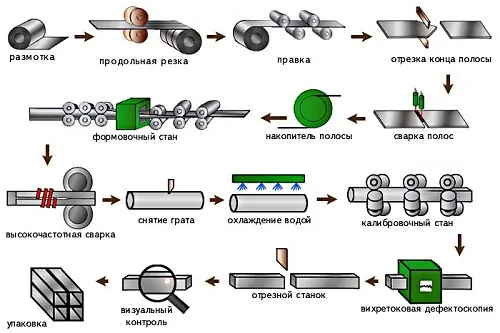 Schéma výroby elektricky svařovaných trubek
Schéma výroby elektricky svařovaných trubek
Elektricky svařovaná potrubí se hojně používají v inženýrských sítích, které odolávají vysokým zatížením a tlakům. Výrobky o průměru 1200 mm se používají při instalaci téměř všech hlavních plynovodů a ropovodů.
Výhody a nevýhody kovových trubek.
Výhody kovových výrobků:
- trvanlivost. Ocel, měď a litina vydrží mnohem vyšší tlak než plast a jsou mnohem odolnější vůči hydraulickým rázům;
- robustnost jako záruka nezničení trubek v dílnách - v průmyslovém prostředí není neobvyklé, že je poškodí zdvihací stroje, strojní zařízení, havarijní situace v horkých dílnách. U otevřených topných zařízení mezi budovami je také vyžadována dostatečná pevnost konstrukce - kov při zahřívání méně mění svou geometrii a je odolnější proti vandalismu;
- požární odolnost;
- odolnost vůči teplotním výkyvům;
- neškodnost pro člověka;
- odolnost vůči UV záření;
- svařovaný systém je v každém případě vzduchotěsnější než prefabrikovaná konstrukce, což může být při instalaci plynových systémů rozhodující;
- nízká tepelná roztažnost - kov se při zahřátí neprohýbá ani nemění konfiguraci jako plast;
- dlouhá životnost.
- tepelná vodivost. Vytápěcí systém z kovu slouží jako dodatečný zdroj tepla v místnosti; pokud jsou trubky položeny po obvodu budovy, můžete vyhřívat rohy místností, zvýšit v nich pohyb vzduchu a chránit je před vlhkostí, houbami a plísněmi.
Běžné nevýhody kovových trubek:
- Pro ocel a litinu - náchylnost ke korozi;
- těžká váha;
- U oceli a litiny - přemnožení vápenatých a hořečnatých solí na vnitřním povrchu;
- Obtížná montáž svařováním nebo pomocí závitových spojů.
Jaké jsou normy GOST pro ocelové trubky
Seznam technických specifikací pro jakýkoli typ ocelové trubky přímo závisí na tom, jaká výrobní metoda byla použita. To vše je určeno pomocí GOST, jejichž znalost umožní alespoň zohlednit doporučení pro provoz určitého typu potrubí.
V současné době se nejčastěji používají následující kódy ocelových trubek:
GOST 30732-2006. Byla přijata v roce 2006 a její ustanovení se týkají ocelových trubek a tvarových výrobků s tepelně izolačním povlakem.
Ocelové výrobky, u nichž se v případech, kdy je třeba položit podzemní topné sítě, používá tepelná izolace z polyuretanové pěny a polyethylenový plášť nebo ochranný ocelový povlak. Teplota chladicí kapaliny nesmí překročit 140 stupňů (zvýšení na 150 stupňů je povoleno pouze krátkodobě). Tlak v systému nesmí překročit 1,6 MPa.
GOST určený pro ocel válcovanou za tepla byl přijat v roce 2006, i když některé zdroje připouštějí starý GOST - 2591-81. Dokument obsahuje informace týkající se válcovaných výrobků ze čtyřhranné oceli, pro jejichž výrobu byla použita metoda "za tepla". Tento GOST se vztahuje na všechny výrobky se stranami od 6 mm do 200 mm.
Menší čtvercové trubky se vyrábějí, pokud výrobce a zákazník uzavřou samostatnou smlouvu. GOST 9567-75. Stanovuje přesné ocelové trubky, u nichž je vyžadována vysoká přesnost. Rozlišují se přesné trubky válcované za studena a za tepla, pozinkované nebo chromované.
Strojírenský průmysl potřebuje zejména výrobky této vysoké přesnosti GOST. GOST 52079-2003. Tento dokument specifikuje normy pro podélně a spirálovitě svařované ocelové trubky o průměru 114 až 1420 mm. Tyto rozsáhlé výrobky se používají k výstavbě hlavních plynovodů, potrubí pro přepravu ropy a ropných produktů.
GOST 52079-2003 uvádí, že těmito trubkami mohou procházet pouze produkty, které nemají korozivní aktivitu. Pomocí ocelových trubek s velkými průměry můžete přepravovat látky s tlakem až 9,8 MPa. Okolní teplota je nastavena na minimálně -60 stupňů.



Je důležité vědět, že oficiálně již neplatí GOST 52079-2003: od 1. ledna 2015 platí nový GOST 31447-2012.GOST 12336-66. Její ustanovení se týkají uzavřených výrobků profilového typu se čtvercovým nebo obdélníkovým průřezem. Od 1. ledna 1981 přešla působnost GOST 12336-66 na TU 14-2-361-79, nicméně jeho ustanovení neztratila na významu dodnes.GOST 10705-91 (80)
Od 1. ledna 1981 přešla pravomoc GOST 12336-66 na TU 14-2-361-79, ale jeho ustanovení jsou stále aktuální. GOST 10705-91 (80).
Obsahuje seznam technických podmínek, za kterých se vyrábějí elektricky svařované ocelové podélné trubky o průměru 10 až 630 mm. Trubky vyrobené podle tohoto GOSTu jsou vyrobeny z uhlíkové nebo nízkolegované oceli. Tyto výrobky se používají ve velkém množství aplikací, ale prioritou jsou vodovodní sítě.
Ustanovení normy se nevztahují na ocelové trubky, z nichž jsou vyrobeny elektrické ohřívače. GOST 10706 76 (91). Vztahuje se na podélně svařované ocelové trubky stejného označení. Jak vyplývá z tohoto dokumentu, průměr tohoto výrobku se pohybuje od 426 do 1620 mm.GOST 10707 80.
Tento dokument specifikuje normy, podle kterých se vyrábějí elektricky svařované trubky deformované za studena s různými stupni přesnosti: normální, zvýšené a přesné. Průměr výrobků vyráběných podle tohoto dokumentu se může pohybovat od 5 do 110 mm: v tomto případě se používá nelegovaná uhlíková ocel. Někdy se u elektricky svařovaných přímých svařovaných výrobků v průvodní dokumentaci objevují odkazy na GOST 10707 80: vysvětluje se to tím, že v roce 1991 bylo rozhodnuto o prodloužení platnosti tohoto dokumentu.
Výroba ocelových trubek: hlavní metody
Ocelové trubky se vyrábějí několika způsoby.
Nejběžnější možnosti výroby jsou:
- svařeny elektricky s rovným švem;
- Elektricky svařované se spirálovým švem;
- tvarované za tepla beze švu;
- Válcované za studena beze švu.
Volba vhodné metody zpracování kovů závisí na kvalitě surovin a vybavení, které má výrobce k dispozici.
Vodovodní a plynové potrubí se řídí samostatnou normou. Není to však proto, že by pro tento materiál existoval speciální výrobní postup, ale pouze na základě aplikace.
Tento typ trubek je v podstatě univerzální, elektricky svařovaný výrobek s rovným švem. Tento typ se obvykle používá v komunikačních systémech s mírným tlakem.
Jak se vyrábí elektricky svařované výrobky s rovným švem?
Válcovaný ocelový plech (pásy) se odvíjí a řeže na podélné pásy požadované délky a šířky. Vzniklé kusy se svařují do nekonečného pásu, čímž je zajištěna kontinuita výroby.
Pás se poté deformuje ve válcích a z obrobku se vytvoří výrobek s kruhovým průřezem a otevřenými hranami. Spoj se svařuje pomocí oblouku, indukčního proudu, plazmy, laseru nebo elektronových paprsků.
Svar na ocelové trubce provedený v inertním plynu wolframovou elektrodou (aktivní prvek elektrického obloukového svařování) je poměrně pevný a odolný. Zpracování však trvá dlouho. Svařování trubek vysokofrekvenčními indukčními proudy je téměř 20krát rychlejší a cena takových výrobků je vždy výrazně nižší.
Po všech manipulacích se kruhové ocelové trubky kalibrují ve válcích a pevnost a celistvost svaru se podrobí šetrné nedestruktivní zkoušce pomocí ultrazvuku nebo vířivých proudů. Pokud nejsou během testování zjištěny žádné chyby, je polotovar rozřezán na kusy plánované délky a odeslán do skladu.
Výroba elektricky svařovaných spirálových svařovaných typů
Výroba spirálově svařovaných ocelových trubek je založena na stejném principu jako výroba podélně svařovaných trubek, pouze se při výrobě používá jednodušší mechanismus. Hlavní rozdíl spočívá v tom, že řezaný ocelový pás není válcován do trubky, ale do spirály pomocí válců. Tím je zajištěna vysoká přesnost ve všech fázích spojování.
Na potrubí se spirálovým švem se v případě havarijní situace nevytvoří podélná trhlina, která je odborníky považována za nejnebezpečnější deformaci jakéhokoli komunikačního systému.
Spirálový šev je považován za spolehlivější a poskytuje trubce zvýšenou odolnost proti prasknutí. Mezi nevýhody patří větší délka švu, která vyžaduje další náklady na svařovací materiály a delší čas na spojování.
Výroba bezešvých výrobků za tepla
Válcový monolitický polotovar se používá jako polotovar pro vytvoření bezešvé (celokovové) ocelové trubky pomocí procesu tváření za tepla.
Zahřívá se v průmyslové peci při vysoké teplotě a prochází propichovacím lisem. Stroj přemění výrobek na pouzdro (dutý válec) a následným opracováním několika válci získá prvek požadovanou tloušťku stěny a vhodný průměr.






Tloušťka stěny ocelových trubek vyrobených tvářením za tepla je až 75 mm. Trubky této kvality se používají v náročných provozních podmínkách a v komunikačních systémech, kde je hlavní prioritou pevnost a spolehlivost.
V posledním kroku se ocelová trubka tvarovaná za tepla ochladí, rozřeže na požadovaný rozměr a přemístí do skladu hotových trubek.
Vlastnosti výroby trubek tažených za studena
Počáteční fáze výrobního procesu bezešvých ocelových trubek deformovaných za studena je totožná s "horkou" variantou. Po průchodu propichovací frézou se však rukáv okamžitě ochladí a všechny další operace se provádějí v chladném prostředí.
Po úplném vytvarování se trubka vždy žíhá, nejprve zahřátím na teplotu rekrystalizace oceli a poté opětovným ochlazením. Po těchto opatřeních se zvýší tažnost konstrukce a kov sám opustí vnitřní pnutí, která nevyhnutelně vznikají při deformaci za studena.
Pomocí ocelových trubek tvarovaných za studena je možné vybudovat vysoce spolehlivý komunikační systém, u kterého je minimalizováno riziko úniku.
V současné době jsou na trhu bezešvé ocelové trubky válcované za studena s tloušťkou stěny od 0,3 do 24 mm a průměrem od 5 do 250 mm. Mezi jejich výhody patří vysoká vodotěsnost a schopnost odolávat vysokému tlaku.
Přehled výrobků předních výrobců
V rozmanitosti dostupných produktů jsou renomované značky s dlouhodobě pozitivní pověstí. Patří mezi ně výrobky společností Hobas (Švýcarsko), Steklokompozit (Rusko), Amiantit (saúdskoarabský koncern s výrobními závody v Německu, Španělsku a Polsku) a Ameron International (USA).
Mladí a perspektivní výrobci kompozitních sklolaminátových trubek: Polyek (Rusko), Arpipe (Rusko) a GRP Pipe Plant (Rusko).
Výrobce č. 1 - značka HOBAS
Továrny této značky se nacházejí v USA a mnoha evropských zemích. Výrobky skupiny Hobas jsou celosvětově uznávány pro svou vynikající kvalitu. Trubky GRT s polyesterovou pryskyřicí se vyrábějí technikou odstředivého lití ze skleněných vláken a nenasycených polyesterových pryskyřic.

Potrubní systémy Hobas se široce používají v kanalizačních, odvodňovacích a vodovodních sítích, průmyslových potrubích a vodních elektrárnách. Mohou být položeny nad zemí, umístěny mikrotunelováním a protaženy skrz
Vlastnosti kompozitních trubek Hobas:
- průměr - 150-2900 mm;
- Třída tuhosti SN - 630-10 000;
- PN-úroveň tlaku - 1-25 (PN1 - beztlakové potrubí);
- Dostupnost antikorozního nátěru vnitřního obložení;
- odolnost vůči kyselému prostředí v širokém rozsahu pH.
Výroba tvarovek: kolena, redukce, přírubové tvarovky a trojúhelníky.
Výrobce #2 - Společnost Steklokompozit
Společnost "Steklokompozit" zřídila linku na výrobu sklolaminátových trubek Flowtech, výrobní technika - kontinuální navíjení.
Používá se dvojitý podavač pryskyřice. Do vnitřní vrstvy se přivádějí špičkové pryskyřice a do strukturální vrstvy levnější směs. Tato technika umožňuje racionalizovat spotřebu materiálu a snížit výrobní náklady.
Rozsah potrubí Flowtech je 300-3000 mm, třída PN 1-32. Standardní metráž - 6, 12 m. Na přání je možná výroba v rozsahu 0,3-21 m.
Výrobce #3 - značka Amiantit
Hlavními složkami trubek Flowtite od společnosti Amiantit jsou: skleněná vlákna, polyesterová pryskyřice a písek. Používá se technika kontinuálního navíjení, která zajišťuje vytvoření vícevrstvé trubky.
GRP má strukturu šesti vrstev:
- vnější vinutí z netkané pásky;
- silová vrstva - sekané skleněné vlákno + pryskyřice;
- střední vrstva - skleněné vlákno + písek + polyesterová pryskyřice
- opakování výkonové vrstvy;
- vložka ze skleněných vláken a pryskyřice;
- ochranný povlak z netkaných skleněných vláken.
Testy prokázaly vysokou odolnost proti oděru - při 100 000 cyklech se štěrkem činil úbytek ochranného povlaku 0,34 mm.

Třída pevnosti společnosti Flowtite je 2500 až 10000 a na požádání může vyrábět i SN-30000. Provozní tlaky 1-32 atmosfér, maximální rychlost proudění 3 m/s (4 m/s pro čistou vodu).
Výrobce č. 4 - Poliek
Společnost Poliek Ltd. vyrábí různé modifikace trubek Fpipes ze sklolaminátu. Výrobní technika (souvislé šikmé podélné a příčné vinutí) umožňuje vytvářet třívrstvé trubky o průměru až 130 cm.
Polymerní kompozity se používají k výrobě plášťových trubek, stoupacích potrubí, vodovodních potrubí a topných systémů.
 Nomenklaturní rozsah kanalizačních trubek je 62,5-300 mm, vysokotlakých výrobků 62,5-200 mm, větracích kanálů 200-300 mm, pažnic studní 70-200 mm.
Nomenklaturní rozsah kanalizačních trubek je 62,5-300 mm, vysokotlakých výrobků 62,5-200 mm, větracích kanálů 200-300 mm, pažnic studní 70-200 mm.
Kromě Trubky FRP Kromě plastových trubek vyztužených skleněnými vlákny existuje mnoho dalších materiálů - ocel, měď, polypropylen, metaloplast, polyethylen atd. Vzhledem k jejich cenové dostupnosti se aktivně používají v různých sférách domácího použití - instalace topných systémů, vodovodů, kanalizací, větrání atd.





Více informací o vlastnostech trubek z různých materiálů najdete v následujících článcích:
- Kovové plastové trubky: typy, technické vlastnosti, instalační vlastnosti
- Polypropylenové trubky a tvarovky: typy výrobků z PP pro montáž potrubí a způsoby připojení
- Plastové větrací trubky pro odsávání: typy, vlastnosti, použití
- Měděné trubky a tvarovky: typy, značení, zvláštnosti měděného potrubí
- Ocelové trubky: typy, sortiment, přehled technických vlastností a instalačních nuancí
Obdélníková trubka
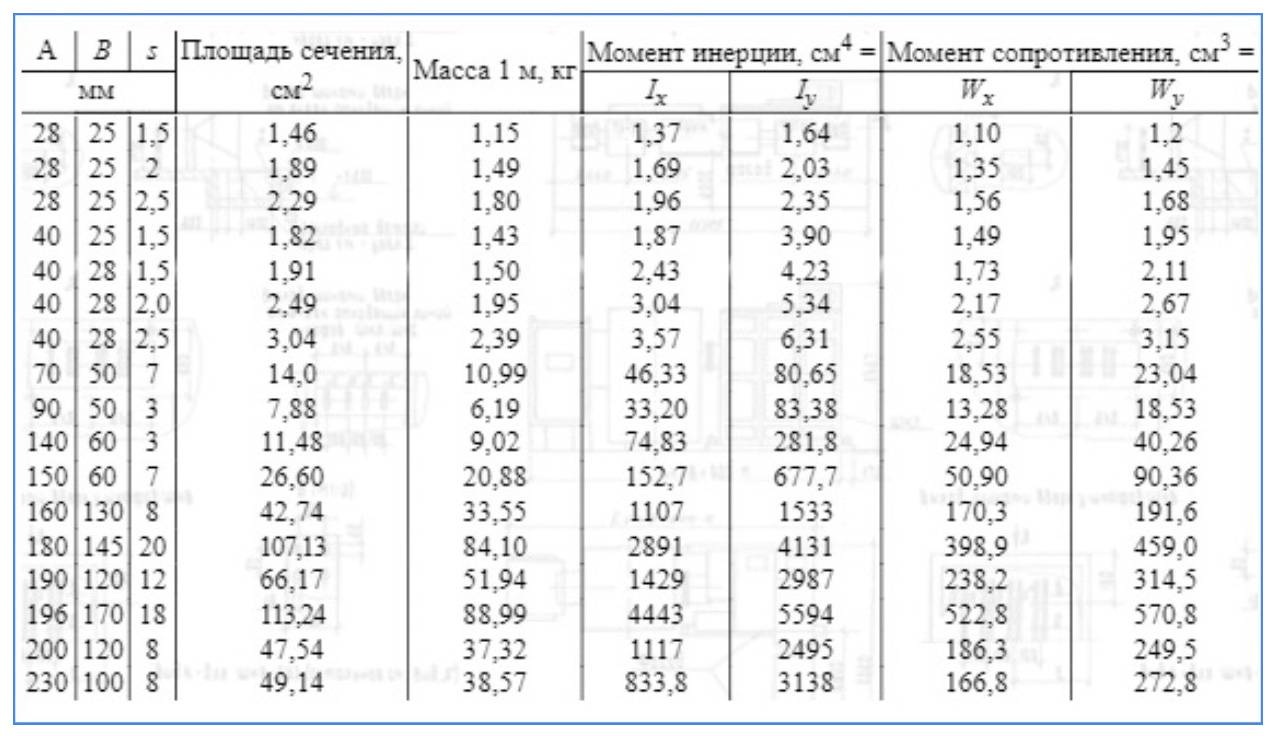
Většina ocelových trubek s obdélníkovým průřezem se vyrábí elektrickým svařováním s rovným švem. Rozsah tohoto typu materiálu je uveden v GOST 8645-82, podle kterého je stanovena mezní tloušťka stěny pro trubky určité velikosti. Například u výrobku se stranami 15 a 10 mm jsou přípustné tloušťky stěn 1 mm, 1,5 mm a 2 mm.

U trubky o rozměrech 80*60 mm mohou být stěny silné 3,5 mm, 4 mm, 5 mm, 6 mm a 7 mm. Maximální rozměry standardní trubky s obdélníkovým průřezem mohou být 180*150 mm. S těmito parametry lze vyrábět výrobky o tloušťce stěny 8 mm, 9 mm, 10 mm a 12 mm.
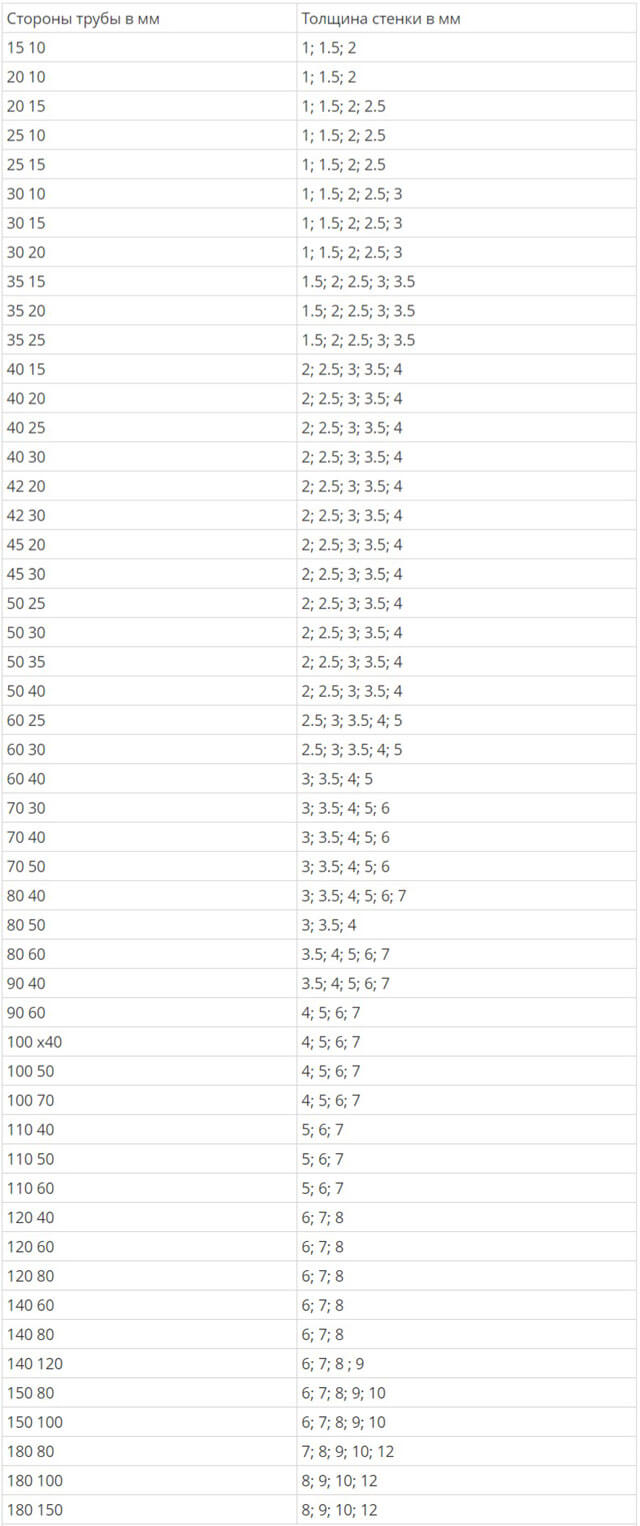
GOST 8645-82 umožňuje výrobu ocelových trubek s nestandardními rozměry, např. 28*25 mm nebo 196*170 mm. Odchylky mají tloušťku stěny těchto výrobků 1,5 a 18 mm.

Doplňkový dokument 8645-68 obsahuje informace o jiném seznamu obdélníkových ocelových trubek. Mezi nařízeními nejsou žádné zvláštní rozdíly. Druhá norma však specifikuje speciální parametry. Umožňují výrobu ocelových výrobků obdélníkového průřezu o parametrech 230*100 milimetrů.
Závěr
Podrobný popis sortimentu ocelových trubek a dokumentů, kterými se řídí jejich výroba, vám pomůže správně zvolit materiál pro stavbu a vybrat správné rozměry. Úspěšná stavba!



