- Jak se připojit?
- Svařovaný spoj
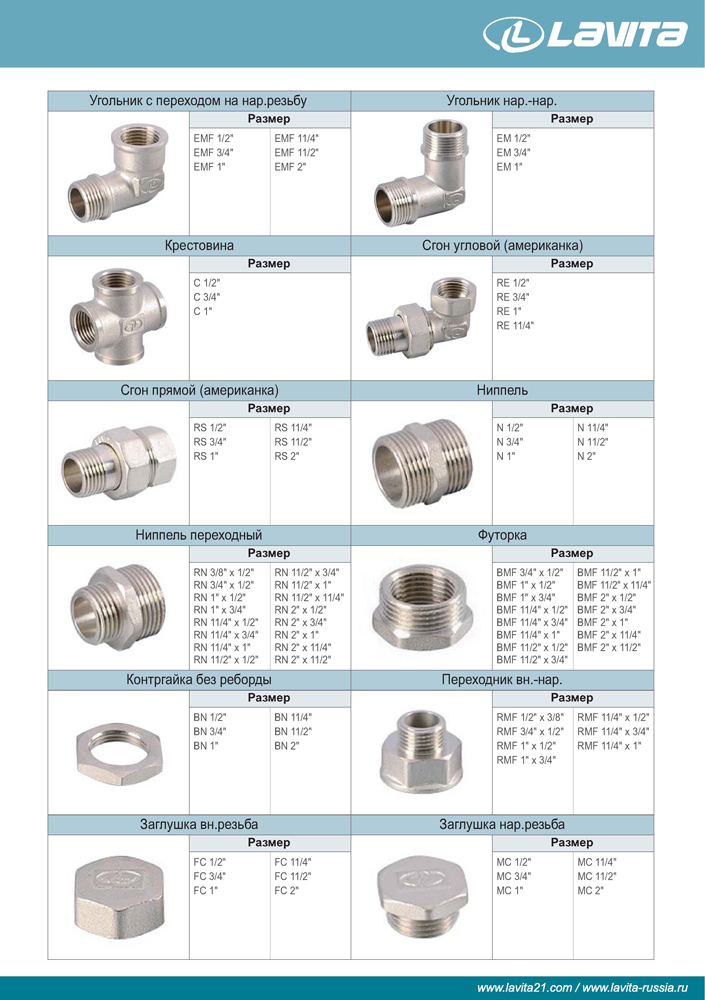
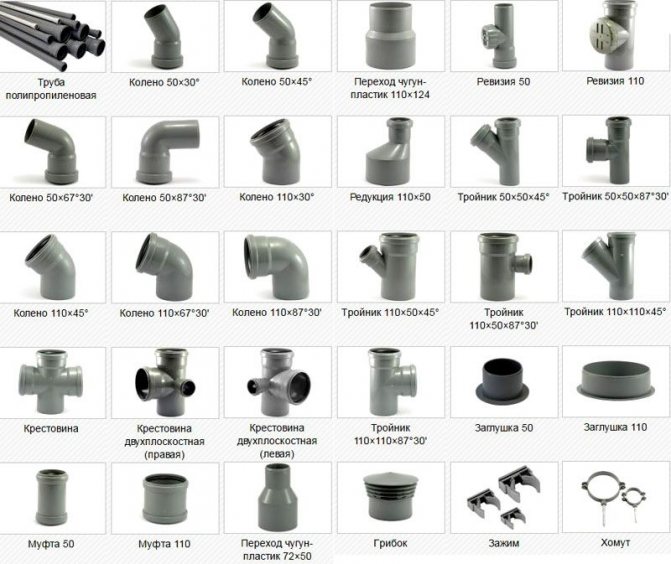
- Spojení polypropylenových trubek s variantami z kovu a plastu
- Anatomie polypropylenových trubek
- Klasifikace materiálu PP
- Jaké je označení?
- Vzhled a vnitřní struktura
- Typy PP trubek a rozluštění značení
- Klasifikace polypropylenových trubek
- Instalace
- Polypropylenové trubky - technické specifikace:
- Aplikace - pokrytí díky technickým vlastnostem:
- Technologie spojování polypropylenových trubek
- Svařování
- Metoda "za studena"
- Metoda lepení
- Označování
- Způsoby spojování polypropylenových trubek
- Šroubení
- Difuzní svařování
- Elektrotvarové svařování
- Svařování na tupo
- Svařování za studena
- Lepení
- Použití přírub
- Pájení pájecí páskou
- O číselných a písmenných symbolech v označení
- Jmenovitý tlak
- Třída použití
- Rozměry
Jak se připojit?
Pokud potřebujete připojit polypropylenovou trubku ke kovové trubce, můžete použít metodu závitového spojení. K tomu je třeba použít speciální šroubení, jehož jeden konec je hladký a druhý konec má kovový trubkový závit. Tento typ připojení by neměl přesáhnout průměr potrubí 40 mm.
Závity na šroubení mohou být vnější nebo vnitřní. Hladký povrch, který je na zadní straně, je potřebný ke svařování plastové trubky. K utěsnění se používá především lněné semínko namočené v olivovém oleji.
Pořadí operací pro závitovou metodu montáže:
- nařízněte trubku v pravém úhlu, namažte konec trubky solidolem a poté jej navlékněte závitovým nástrojem;
- odstraňte všechny hobliny ze závitů a utěsněte spoj;
- šroubení se našroubuje na závit trubky;
- opačný hladký konec objímky je přivařen k polypropylenové trubce.
Polypropylenové trubky lze spojovat buď svařováním, nebo svařováním za studena. První možnost je upřednostňována, protože je považována za nejspolehlivější a nejtrvalejší.


Svařovaný spoj
Před svařováním je třeba polypropylenové trubky a tvarovky ošetřit odmašťovacím roztokem a poté nechat vyschnout - teprve po tomto postupu můžete přistoupit přímo ke svařování. Tato příprava je nutná pro všechny typy PP trubek s výjimkou trubek vyztužených fólií. U zesílených trubek se řez čistí speciálním škrabacím nástrojem (shaverem), do kterého se vloží požadovaný konec trubky a několikrát se otočí. Horní část potrubí se po vyčištění odmastí.


Na trubce by měla být umístěna značka označující vzdálenost, ve které se má trubka zatlačit do tvarovky. Poté se konec trubky nasadí na trn a tvarovka se vloží do zásuvky tavného stroje. To vše by mělo být provedeno velmi rychle a přesně. Poté spojované prvky po přesně stanovenou dobu zahřívejte.
Po roztavení svařovaných prvků je třeba je vyjmout z trysek a trubku rychle vtlačit do tvarovky. Ke spojení je zapotřebí určité síly, protože svařované prvky je třeba pevně přitisknout a po určitou dobu je v této poloze udržet. Prvky k sobě netlačte déle než 20 sekund, protože tato doba je dostatečná k jejich pevnému spojení. Po spojení vždy nechte několik minut vychladnout.


Připojení polypropylenových trubek k variantám z kovu a plastu
V tomto případě se za spolehlivý způsob spojení považuje nástrčný spoj. K montáži jsou dále zapotřebí dva nastavitelné klíče, těsnicí hmota a tmel.
Při spojování polypropylenových a kovových plastových trubek se postupuje následovně:
- Zásuvný prvek je rozložen na dvě části;
- konopí by mělo být navinuto na díl s vnějším závitem a pokryto silikonovým tmelem;
- druhá část šroubení by měla být rovněž obalena dubem a namazána silikonem;
- části kloubů by měly být nejprve ručně sešroubovány a poté dotaženy pomocí nastavitelného klíče.
Anatomie polypropylenových trubek
Většina polypropylenových (PP) trubek je stejná jen na první pohled. Při bližším pohledu zjistíte rozdíly v hustotě materiálu, vnitřní struktuře a tloušťce stěny. Tyto faktory ovlivňují použití a instalaci trubek.
Klasifikace materiálu PP
Kvalita polypropylenových svarových spojů a výkonnost trubek je do značné míry závislá na technice výroby PP.
Existují různé druhy podle materiálu, z něhož jsou vyrobeny:
- PPH. Jednovrstvé výrobky z homopolypropylenu. Používá se v průmyslových potrubích a systémech zásobování studenou vodou.
- PPV. Jednovrstvé výrobky z blokového kopolymeru PP. Používají se pro instalace podlahového vytápění a instalace studené vody.
- PPR. Jednovrstvé výrobky z PP randomsopolymeru. Vhodné pro vodovodní a domovní topné systémy s teplotou vody do +70 °C.
- PPS. Nehořlavý typ trubek s pracovní teplotou až +95 °C.
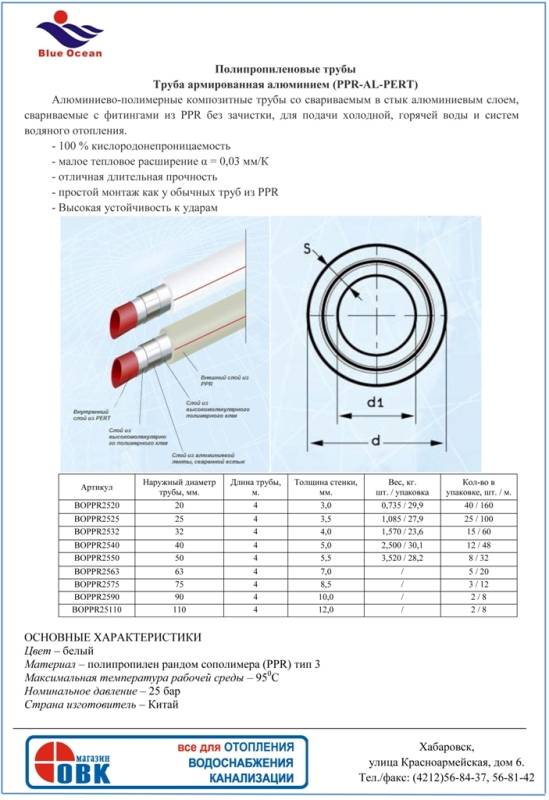
Existují také vícevrstvé vyztužené díly z PP.
Při zahřátí na 80 °C se vyztužené PP trubky prodlouží o 2-2,5 mm/m, zatímco běžné jednovrstvé trubky se prodlouží o 12 mm/m.
Mají dodatečný vnitřní hliníkový plášť, který výrazně snižuje teplotní roztažnost, usnadňuje instalaci rozvodů a bezpečnost provozu.
Nevýhodou těchto výrobků je nutnost odstranit před pájením vrchní vrstvu polymeru a hliníku do hloubky průniku trubky do tvarovky.
Další podrobnosti o typech PP trubek a tvarovek naleznete v našem dalším článku.
Jak vypadá označení?
Potřebné trubky a tvarovky pro plastové rozvody je možné vybrat ve stavebninách na vlastní pěst. Potřebujete znát pouze kód označení.






Mohou být v jiném pořadí a v cizím jazyce, ale o jejich rozluštění musí být informován vedoucí prodejny.
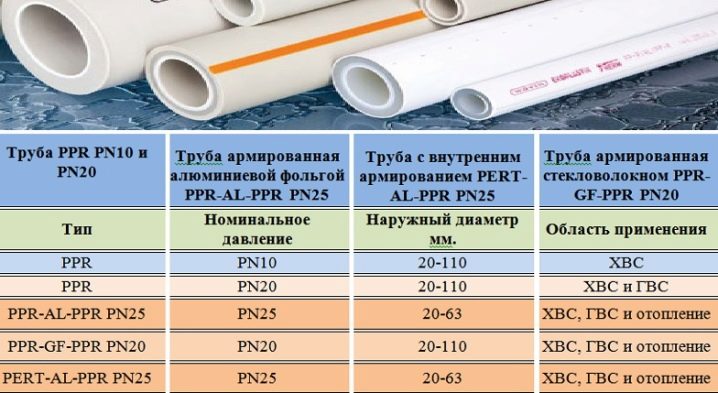
Pro určení rozsahu použití výrobků z polypropylenu je hlavním ukazatelem PN. Jedná se o jmenovitý tlak v kgf/cm2 (1 kgf/cm2 = 0,967 atm), při kterém se životnost nemění. Základní teplota teplonosné látky se předpokládá 20 °C.
V domácích aplikacích se používají čtyři základní typy PP trubek s různými hodnotami PN:
- PN10 - pro instalace se studenou vodou;
- PN16 - pro instalace se studenou a teplou vodou;
- PN20 - pro teplovodní a topné systémy;
- PN25 - pro topné systémy, zejména systémy ústředního vytápění.
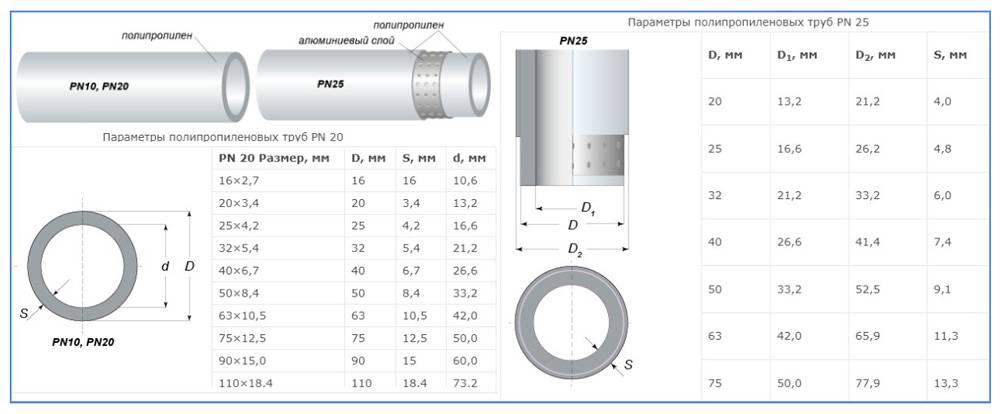
Výrobky s PN25 mají často větší lineární délky, a proto jsou téměř vždy vyztuženy hliníkovou fólií nebo robustním skleněným vláknem, aby se při zahřívání méně rozpínaly. Doporučujeme vám, abyste se podrobněji seznámili s označením PP trubek pro vytápění.
Vnější vzhled a vnitřní struktura
Kvalitní PP trubky mají dokonalý kulatý průřez. Tloušťka stěny a výztužný materiál musí být po celém obvodu stejné a hliník ani skleněná vlákna nesmí být roztrženy.
K odříznutí vrchní vrstvy plastu a fólie na vyztužených trubkách je třeba zakoupit speciální nástroj, holící strojek. Je levný a snadno se používá.
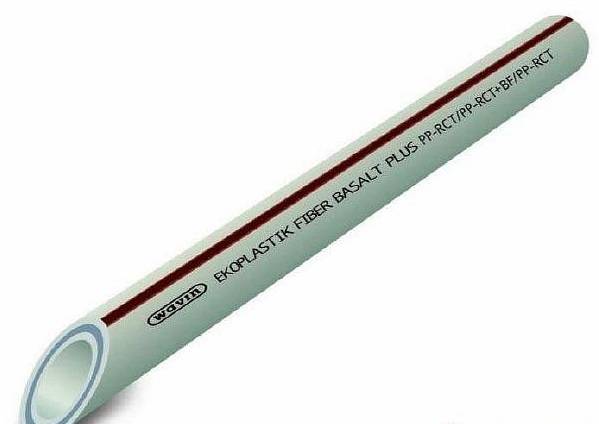
Vyztužená trubka se tradičně skládá ze tří vrstev: vnitřní a vnější polypropylenové vrstvy a střední vrstvy z hliníku nebo skleněných vláken. Povrch trubek by měl být hladký, bez rýh a prohlubní.
Barva materiálu může být zelená, bílá nebo šedá, ale kvalita a vlastnosti trubek na tom vůbec nezávisí.
Typy PP trubek a rozluštění značení
Vyrábějí se různé typy PP trubek, které se liší tloušťkou stěny a přítomností další vrstvy vyztužené hliníkovou fólií nebo skleněnými vlákny.
Každý typ výrobku má standardizované vnější a vnitřní rozměry různých průměrů, zamýšlené použití a odpovídající označení.
Hlavními technickými parametry jsou provozní teplota teplonosného média a jmenovitý vnitřní tlak potrubí. Životnost potrubí závisí na těchto parametrech.
Označení zahrnuje:
- písmena "PN" - označení jmenovitého tlaku;
- Čísla "10, 16, 20, 25" - odpovídají hodnotě jmenovitého pracovního tlaku v atmosférách (kgf/sq.cm).
Klasifikace polypropylenových trubek
| Typ potrubí | Vlastnosti a zamýšlené použití | Maximální provozní teplota | Jmenovitý pracovní tlak |
|---|---|---|---|
| PN10 | tenkostěnné, pro studenou vodu a podlahové vytápění | do 20 °C Do 45 °C (pro podlahy) | 10,2 atm (1MPa) |
| PN16 | Univerzální, pro přívod studené a teplé vody | do 60 °C | 16,3 atm (1,6 MPa) |
| PN20 | Univerzální, pro přívod studené a teplé vody | do 95 °C | 20,4 atm. (2 MPa) |
| PN25 | Zesílené, pro systémy teplé vody a vytápění | do 95 °C | 25,5 atm (2,5 MPa) |
Trubky jsou k dispozici ve čtyřech barvách
Výhody a nevýhody topného systému Leningradka. Proč je nežádoucí používat ji ve vícepodlažních domech, jaké schéma zapojení zvolit pro jednopodlažní dům.
Příklady realizace dvoutrubkového systému vytápění v závislosti na směru pohybu teplonosné látky: mrtvý bod, přímý tok, přirozený a nucený oběh.
Instalace
Pájení polypropylenových kanalizačních a topenářských trubek RVC není o nic složitější než pájení jiných plastových trubek. Pro připojení systému je třeba dodržet určitá pravidla. K dispozici jsou pokyny krok za krokem k instalaci kanalizačního rámu:
Chcete-li začít, musíte si připravit nástroj. Jedná se o svářečku polypropylenových spojů (invertorová nebo ruční páječka), nůžky na řezání trubek, spoje (americké šroubení, těsnění, tvarovky atd.);
Nejprve se vyčistí spoje. Nůžky na trubky se přitlačí k požadovanému úseku přípojky a odříznou ji na požadované rozměry.
Vezměte na vědomí, že v závislosti na způsobu pájení spojů bude možná nutné jednu stranu oříznout a odjehlit a druhou stranu navléknout;
Poté je třeba provést zkosení, které se provádí pod úhlem 15 stupňů;
K rovnoměrnému spojení trubek lze použít nástroj na lícování trubek. Před pájením trubek se ujistěte, že jsou kolmo k podlaze.
To se provádí tak, že se vloží do středícího dílu a spojí dohromady;
Svařování se provádí při určité teplotě. Mnoho svářeček plastů uvádí v návodu optimální teplotu;
Polypropylenové trubky je nutné svařovat po určitou dobu, aby došlo k difúzi, ale zároveň se plast nepřehřál. Po zahřátí se ponechá ve svěráku, aby vychladl.
Technologie ohřevu polypropylenových trubek se může lišit v závislosti na jejich účelu. Někdy se k zařízení připojují přídavná zařízení, např. elektrické spojky. Ty pomohou zahřát spoj ve správném místě, aniž by byly ovlivněny ostatní části armatury.

Instalace polypropylenových trubek
Je možné nejen provést domácí instalaci, ale také opravit prasklé potrubí nebo odstranit netěsnost systému. Trubky vyztužené polypropylenem se pak svařují nebo pájkují pomocí speciálních tmelů.
Plastové trubky vyztužené kovem - technické specifikace:
- vnější průměr 16-63 mm
- tloušťka stěny 2-3 mm
- tloušťka hliníkové vrstvy 0,19-0,3 mm.
- Hmotnost závisí na průměru, například jeden metr kovové plastové trubky o průměru 16 mm váží 105 gramů a při průměru 63 mm je hmotnost jednoho metru 1224 gramů;
Kovové plastové trubky odolávají následujícím tlakům:
- pracovní tlak 10 barů (při teplotě 95 °C);
- pracovní tlak 25 bar (při 25 °C);
- zlomový tlak 80 - 94 barů (při 20 °C);
Kovové plastové trubky odolávají teplotám:
- trvalé zatížení +95 °C;
- krátkodobé zatížení - do +110 °C;
- při -40 °C; při -40 °C zmrznou;
- Při ručním ohýbání je minimální poloměr ohybu 80-125 mm (v závislosti na vnějším průměru);
- 45-95 mm při ohýbání pomocí ohýbačky trubek (v závislosti na průměru);
- koeficient lineární roztažnosti 1/°C - 0,26 x 10-4;
- tepelná vodivost plastových trubek (množství tepla, které je materiál schopen přenést jedním metrem čtverečním za sekundu) W/m*K - 0,43;
- difuzivita kyslíku 0 g/m3 (propustnost vzduchu);.
- životnost: a) 25 let při 95 °C; b) 50 let při 20 °C;
- Přenosová kapacita je 1,3krát vyšší než u ocelových trubek.
Výhody kovových plastových trubek
Pro každého, kdo se rozhoduje o koupi tohoto materiálu, jsou mnohem důležitější provozní vlastnosti než technické. Nejprve k pozitivům:
- čistota prostředí;
- odolnost proti tvorbě rzi, kamenů nebo jiných usazenin;
- Schopnost udržet si po ohnutí nově získaný tvar;
- možnost tvarování kolem stavebních prvků;
- rychlá a snadná montáž; nevyžaduje mnoho nástrojů;
- minimální množství odpadu;
- flexibilita šetří spojovací prvky;
- nízký odpor proti proudění kapaliny v důsledku nedostatku drsnosti.
- kompatibilita s jinými materiály;
- nízká hmotnost, která umožňuje snadnou manipulaci;
- vysoké akustické izolační vlastnosti;
- antistatičnost;
- Odolnost vůči kondenzaci a mrazu (kovový plast vydrží trojnásobnou námrazu);
- nemění kvalitu přepravované kapaliny;
- vysoká udržovatelnost;
- estetický vzhled bez nátěru.
Kovové plastové trubky mají všechny výhody díky své jedinečné konstrukci. Vnitřní polyethylenová vrstva umožňuje ohýbání výrobku. Hliník poskytuje tuhost a zabraňuje difúzi kyslíku. Nepřítomnost kyslíku zabraňuje tvorbě rzi v topných kotlích a radiátorech.





Nevýhody
Při výběru a nákupu kovových plastových trubek je třeba vzít v úvahu stejně důležité nevýhody jako pozitiva:
- závitové šroubení nelze použít ve skrytém potrubí;
- Kovový plast nereaguje dobře na UV záření;
- Systém se při zamrznutí vodou určitě protrhne, i když je vhodný pro venkovní instalace. V tomto případě je zásadní kvalitní izolace.
Kovové plastové trubky se dodávají ve svitcích. Délka trubek v cívkách se pohybuje od 50 do 200 metrů. Můžete si koupit libovolnou délku od jednoho metru.
Aplikace jsou pokryty díky technickým vlastnostem:
- rozvody teplé a studené vody a vytápění pro byty, rodinné domy a letní domy;
- systémy vytápění podlah, sportovišť a bazénů;
- přeprava plynných a kapalných látek (včetně žíravých a jedovatých) v průmyslu, zemědělství a dopravě;
- přívod stlačeného vzduchu;
- klimatizační systémy;
- ochrana elektrických vodičů a kabelů;
- Stavba a opravy říčních a námořních plavidel a železničních vagonů;
- Zavlažování, zavlažovací systémy, sběr vody ze studní a vrtů.
Díky dostatečně dlouhé provozní životnosti a optimálnímu poměru nákladů a kvality se kovové trubky osvědčily jako úspěšná alternativa ke kovovým a plastovým výrobkům. Koneckonců kovový plast v sobě spojuje pozitivní vlastnosti obou těchto materiálů.
Stále častěji se při výstavbě vodovodních a topných systémů v obytných domech používají kovové plastové trubky.
Pro správnou volbu je však důležité znát nejen zvláštnosti konstrukce a provozu trubek z kompozitního materiálu, ale také výhody a nevýhody těchto výrobků.
Technologie spojování polypropylenových trubek
Spojování a propojování polypropylenových trubek lze provádět vystavením jejich konců teplu, instalací spojovacích tvarovek nebo jejich slepením.
Ve stavebním obchodním centru si můžete pronajmout svářečku plastů.
Svařováním
Připojení polypropylenových trubek vlastníma rukama je nemožné bez takzvaného "železa" - svářečky, která funguje z elektrické sítě.
Pokud s přístrojem neumíte zacházet, je vhodné se před prováděním základních manipulací procvičit. Zkušební dokování vám umožní určit sílu přítlaku a "vychytat" optimální dobu vytvrzování. Materiály by proto měly být nakupovány s malou rezervou.
- Trubky se nařežou v místech, kde se budou spojovat, a jejich konce se důkladně odjehlí. Konce označte značkou a uveďte, do jaké hloubky jsou konce ponořeny do ohřívacího zařízení. Samotná páječka je zahřátá na 270 °C.
- Konce trubek a spoje nasaďte na trysky horké páječky v přísně kolmém směru.
- Podržte je 10-15 sekund, aby se roztavily, vyjměte zahřáté prvky z trysek a připojte je, mírně je přitlačte, ale neotáčejte.
- Nechte spojené díly několik minut v pevné poloze, dokud nevychladnou.
Pokud bylo vše provedeno správně, vytvoří se monolitický spoj bez prohlubní nebo "hrbolů".
Postup montáže je uveden ve videu:
Při svařování trubek o průměru větším než 40 mm se používá pájka s hrotem. Je však lepší, když tuto práci provede odborník, který je s tímto procesem obeznámen a má profesionální vybavení.
Tip: Pro vytvoření pevných spojů se prvky zahřívají zevnitř a trubky zvenku. Při spojování zahřátých dílů se může na vnitřní straně trubek vytvořit malý hrbolek, který snižuje propustnost trubky. Tomu lze zabránit profouknutím konstrukce.
Metoda "za studena"
Při této metodě se používají lisovací šroubení. Ke spojení polypropylenových trubek s tvarovkami je kromě základních prvků zapotřebí pouze lisovací klíč.
Těsnosti je dosaženo díky pryžovému těsnění, které je upnuto tímto klíčem.
- Po odříznutí konců se zkontroluje kolmost hran. Očistěte konce jemným smirkem nebo drátěnou houbou.
- Na konec trubky nasaďte přítlačnou matici, jejíž závit směřuje ke šroubení. Poté se nasadí přítlačný kroužek, který se umístí dlouhým úkosem směrem k šroubení.
- Navlékněte šroubení na připravený konec a zasuňte ho tak daleko, aby se dotýkalo vnitřního povrchu zásuvky.
- Utáhněte spojovací matici a zkontrolujte, zda systém netěsní.
Pokud je při vodní zkoušce zjištěn únik, všechny spoje se utěsní a spoj se dotáhne.
Metoda lepení
Na rozdíl od metody svařování, která zahrnuje práci za tepla, se lepení polypropylenových trubek provádí za studena. Metoda je založena na rozpouštění vnějšího povrchu plastových prvků působením chemických sloučenin.






Lepidlo se nanáší pouze na předem očištěné a odmaštěné konce.
Klíčem k dosažení pevného spoje je výběr správného složení. Při výrobě lepicích přípravků přidávají výrobci látky, které působí jako součást plastových trubek. Z tohoto důvodu by se při výběru lepidla měly upřednostňovat směsi určené pro použití s polypropylenovými výrobky.
Směs se nanáší v tenké vrstvě, poté se díly spojí a zafixují v pevné poloze po dobu 10 sekund.
Po 15-20 minutách se kontroluje těsnost spojených částí a po jednom dni se zkouší pevnost potrubí.
- Volgorečenský potrubní závod (Gazpromtrubinvest)
- Izhora Pipe Works (ITZ)
- Koroljovova potrubárna (KTZ)
- Čeljabinský závod na izolaci potrubí (ChZIT)
- Závod na výrobu trubek Kstovo
Přidat společnost
- Samostatné provádění výpočtů průhybu potrubí
- Vlastnosti propojovacích plynovodů
- Boj proti kondenzátu z výfukového potrubí
- Metody pro odstranění netěsnosti potrubí pod tlakem
- Jak vytvořit houbu na komíně vlastníma rukama
TrubSovet.ru O potrubí víme vše
2015-2017. Všechna práva vyhrazena
Při kopírování materiálů z webu nezapomeňte umístit zpětný odkaz na.
Označování
Chcete-li zjistit vlastnosti materiálu, z něhož jsou trubky vyrobeny, musíte se podívat na jejich označení. Dekódování písmenného indexu:
- PP - označení běžného polypropylenu;
- PP-R - náhodný polymer polypropylenu;
- PP-RC - označení náhodného kopolymeru typu 3;
- PP-RCT je zdokonalený typ náhodného kopolymeru.
Trubky PP-RC se používají pro průmyslová potrubí a zemědělské systémy.
Identifikace podle vlastností:
- PN10 - označení dílů, které odolávají tlaku do 10 atmosfér. Maximální přípustná teplota je 45 stupňů. Tento materiál je vhodný pro výrobu potrubí pro přívod studené vody.
- PN16 - tlak kapaliny nebo plynu může dosáhnout 16 atmosfér. Teplotní rozsah - až 60 stupňů. Vhodné pro systémy podlahového vytápění.
- PN20 - odolává tlaku až 20 atmosfér. Přípustná teplota - 95 stupňů. Tyto prvky se používají k výrobě trubek ústředního topení.
- PN25 - z plastu s vrstvou hliníku nebo skleněných vláken. Odolávají tlaku až 25 atmosfér a teplotě až 95 stupňů.
Trubky s označením PN25 se častěji používají pro instalace teplé a studené vody nebo pro topné systémy.
Způsoby spojování polypropylenových trubek
Volba způsobu spojování závisí na tom, zda chcete vytvořit rozebíratelný nebo nerozebíratelný spoj. Rozhodnutí může být ovlivněno speciálními nástroji a zpracováním. Podívejme se na nejběžnější způsoby spojování.
Závitové šroubení
Pokud vás zajímá, jak vytvořit rozebíratelné spojení polypropylenových trubek, použijte závitové tvarovky. Práce s tímto kováním je považována za nejjednodušší a umožňuje dosáhnout dobrého výsledku.
Závitové šroubení je kombinací kovu a plastu. Plastová část je spojena s polypropylenovou částí svařením nebo pájením přes plastovou objímku. Druhý konec prvku je vyroben z kovu a má závit, kterým se připojuje k jinému kusu potrubí nebo vodovodní armatuře.
Práce vyžaduje:
- Potřebné kování.
- Plynový klíč.
- Nástrčná spojka a klíč pro její montáž.
- Těsnicí hmota.
Abyste zabránili únikům v místech, kde připojujete závitové tvarovky navinuté na lněné vlákno, nalepte na závit fum-tape. Závitové tvarovky se používají ke spojení plastových trubek s kovovými.
Difuzní svařování
Jedná se o svařování na tupo, kdy se materiál taví a molekuly do sebe difúzně pronikají. Je vhodný pro spoje o průměru od 16 do 40 mm. Kromě toho se používá pouzdro, které poskytuje plastovou vrstvu pro kloub. U silnostěnných trubek se používá difuzní svařování na tupo.
Svařování s elektrickými armaturami
Elektrotvarovka je polypropylenový konektor, který má ve své konstrukci kovové topné těleso s kontakty směřujícími ven.
Po nasazení tvarovky na trubku se kovové kontakty připojí k přístroji, prvek se zahřeje a tvarovka se přes něj zahřeje.
Svařování na tupo
Na základě výskytu difúze zahříváním polypropylenu. Práce si vyžádají použití kotoučového stroje vybaveného středicím zařízením, které zajistí vyrovnání potrubí. Používá se pro svařování délek o průměru nad 60 mm s velikostí stěny 4 mm nebo více.




Postup zahrnuje operace:
- Spoje trubek se současně zahřívají na požadovanou teplotu pomocí kotoučové pájky.
- Přitiskněte konce trubek k sobě a ujistěte se, že jsou jejich osy v jedné rovině.
- Počkejte, až materiál vychladne.
Ke každé svářečce je dodáván manuál s tabulkami s časy ohřevu a chlazení pro určitou tloušťku stěny. Silnostěnné trubky mají spolehlivý svár. Tyto trubky mohou být zakopány v zemi nebo zabudovány do zdi.
Svařování za studena
Zpracovává se tavením materiálu chemickým působením lepidla. Nanese se na klouby, přitlačí a nechá se 10-15 minut působit. Jakmile se materiál stabilizuje, získáte pevný spoj. Pevnost spoje je nízká. Používá se v přívodních potrubích pro chladicí kapaliny a v jiných spojích s nízkou odpovědností.
Lepení
Na očištěný povrch naneste tenkou vrstvu lepidla, díly k sobě pevně přitiskněte a podržte 10 sekund. Po 24 hodinách je kloub nejpevnější.
Je důležité zvolit správné složení lepidla, musí být určeno pro polypropylen.
Použití přírub
Příruby se používají při spojování trubek z různých materiálů, např. polyethylenu a polypropylenu. K utěsnění se používají těsnění z pryže.
Pájení pájecím páskem
Pájecí pásku lze použít ke spojování prvků bez použití páječky, což značně usnadňuje práci. Postup pájení je následující:
- Vyčistěte povrch dílů, odmastěte je.
- Obtočte pájecí pásek kolem pájeného spoje.
- Místo, kde je páska nalepena, zahřívejte, dokud se neroztaví.
- Přiložte spojovanou část.
- Počkejte, až spoj vychladne.
- Odstraňte přebytečnou pájku.
Nyní máte dobře vzduchotěsný spoj. Tato metoda se používá k pájení malých trubek.
Pokud máte určité instalatérské dovednosti, můžete provést instalaci vnitřního vodovodního nebo topného systému vlastníma rukama. Chcete-li dosáhnout dobrého výsledku, měli byste si přečíst pokyny a rady odborníků. Klíčem k dosažení kvalitní opravy je výběr nářadí a dodržování pracovních postupů.
Chyby při svařování polypropylenových trubek:
O číselných a abecedních symbolech ve značení
Na tomto materiálu je použito velké množství písmen i číslic. Výrobci mají obvykle oficiální webové stránky, na kterých jsou mimo jiné uvedeny informace o označení a informace, které značka představuje. Nejlépe je však tato vysvětlení přeložit do jazyka, kterému každý rozumí.
Tlak. Měrnou jednotkou je kg/cm2. Označuje se jako PN. Udává, jak dlouho potrubí normálně funguje při zachování určitých vlastností.
Čím silnější je stěna, tím vyšší je pravděpodobně hodnota. K dispozici jsou například PN20, PN25. Tyto varianty jsou potřebné pro systémy zásobování teplou vodou a vytápění.
Někdy se používají také červené nebo modré pruhy. Z toho je zřejmé, pro jaký druh vody je budoucí potrubí určeno.
Označení polypropylenových trubek pro vytápění zahrnuje údaje týkající se materiálů a struktury. K popisu tohoto parametru jsou vypracovány rozsáhlé tabulky. Pro správné provedení instalace vytápění v běžné budově však stačí znát základní označení.
- Al - hliník.
- PEX - označení zesíťovaného polyethylenu.
- PP-RP. Jedná se o polypropylen, který podporuje vysoký tlak.
- PP - běžný polypropylenový materiál.
- HI - Zpomalovač hoření.
- TI - tepelně izolovaná verze.
- M - vícevrstvé označení.
- S - Označení pro jednovrstvé konstrukce.
Označení polypropylenových trubek pro zásobování vodou může rovněž obsahovat údaje, které se týkají:
- Přítomnost nebo nepřítomnost certifikátů.
- Číslo vydané šarže, sériové označení a čas atd. Takové označení může obsahovat nejméně 15 znaků.
- Výrobci.
- Tloušťka stěny a plocha průřezu.
Na základě těchto informací si každý zákazník vybere materiál pro zásobování vodou, který splňuje všechny jeho potřeby.
Jmenovitý tlak
Písmena PN označují přípustný provozní tlak. Následující obrázek udává úroveň vnitřního tlaku v barech, kterou výrobek vydrží po dobu životnosti 50 let při teplotě vody 20 stupňů. Hodnota je přímo závislá na tloušťce stěny výrobku.



PN10. Jedná se o označení levné tenkostěnné trubky se jmenovitým tlakem 10 barů. Maximální teplota, kterou vydrží, je 45 stupňů. Tento výrobek se používá k čerpání studené vody a k podlahovému vytápění.

PN16. Větší jmenovitý tlak, vyšší mezní teplota kapaliny - 60 stupňů Celsia. Tato trubka se vlivem vysokého tepla výrazně deformuje, takže není vhodná pro použití v topných systémech a pro přívod horké kapaliny. Jejím účelem je zásobování studenou vodou.
PN20. Tato polypropylenová trubka je navržena tak, aby odolala tlaku 20 barů a teplotě až 75 stupňů Celsia. Je dostatečně univerzální, aby mohl být použit pro zásobování teplou i studenou vodou, ale neměl by být používán v topném systému, protože má vysoký koeficient deformace vlivem tepla. Při teplotě 60 stupňů se pětimetrový úsek takového potrubí prodlouží téměř o 5 cm.

PN25. Tento výrobek se zásadně liší od předchozích typů, protože je vyztužen hliníkovou fólií nebo skleněnými vlákny. Zesílené trubky mají podobné vlastnosti jako kovové výrobky z plastu, jsou méně vystaveny teplotním vlivům a odolávají teplotám až 95 stupňů. Zesílené trubky se používají pro topné systémy i pro vodovodní systémy.

Provozní třída
Při výběru polypropylenových výrobků domácí výroby bude účel trubky podnětem k určení třídy provozu podle GOST.
- Třída 1 - výrobek je určen pro přívod teplé vody o teplotě 60 °C.
- Třída 2 - TUV při 70 °C.
- Třída 3 - pro podlahové vytápění při nízkých teplotách do 60 °C.
- Třída 4 - pro podlahové a radiátorové vytápění s vodou do 70 °C.
- Třída 5 - pro radiátorové vytápění s vysokými teplotami - do 90 °C.
- XW - přívod studené vody.
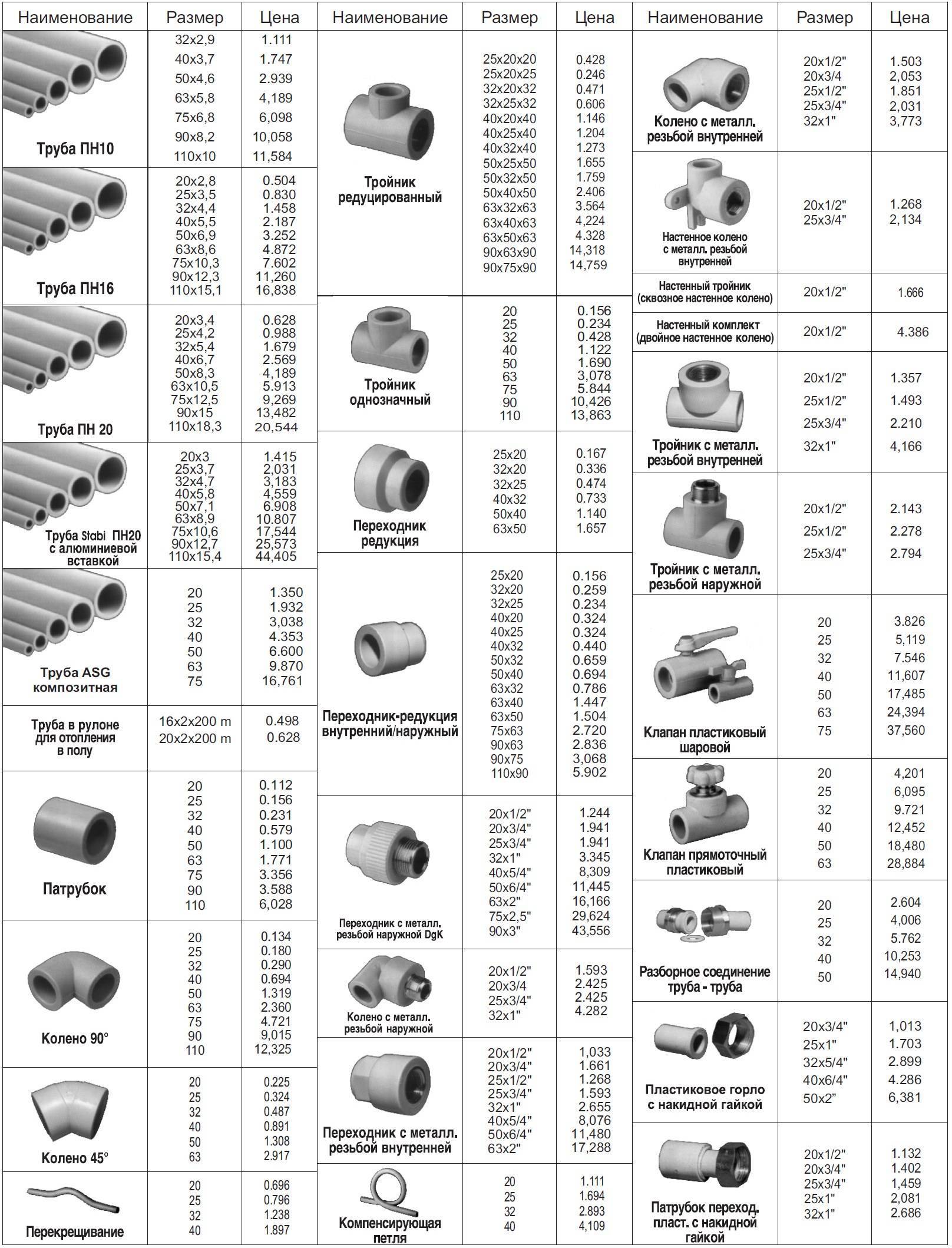
Rozměry .
Rozměry polypropylenových trubek se pohybují v širokém rozmezí. Hodnoty vnějšího a vnitřního průměru a tloušťky stěny najdete v následující tabulce.




