- Pájení měděných trubek vlastníma rukama: jak pájit měděné trubky?
- Pájení slitin pro měď
- Hořák pro pájení
- Bezpečná manipulace
- Jak pájet trubky
- Metody pájení mědi
- Vlastnosti vysokoteplotních spojů
- Nízkoteplotní pájení
- Bezpečnostní pokyny pro pájení měděných trubek
- Pokyny pro pájení měkkou pájkou
- Připevňování měděných trubek k jiným materiálům
- Mýty o měděném potrubí
- Jak vybrat správnou pájku?
- Vysokotlaké krimpovací spoje
- Metoda č. 4: Připojení Push-connect
Pájení měděných trubek vlastníma rukama: jak pájit měděné trubky?
Existují dva typy pájení měděných trubek:
- nízká teplota;
- Vysokoteplotní pájení.
Při prvním způsobu se zpravidla instalují domovní komunikace. Tato metoda je vhodná pro měkké pájky, může to být měděný (s fosforem) drát o průřezu 2 mm, cín nebo olovo s přísadami, měkká pájka se stříbrem.
Pájení si s trochou zručnosti můžete snadno provést sami.
Měkká pájka má nižší teplotu tání než měď, takže se můžete bez obav pustit do práce a nezapomenout na bezpečnostní opatření.
Nejprve je třeba připravit tavidlo, protože čistí kov od oxidů a chrání pájecí spoj před kyslíkem. Tavidlo se používá na konci trubky a na spojovacím dílu, v tomto případě na šroubení.
Poté se trubka připojí k tvarovce a spoj se zahřeje plynovým hořákem nebo pájkou. Během zahřívání se pájka roztaví a v kapalném stavu pronikne do všech volných dutin spoje. Pájku rovnoměrně rozetřete po spoji a trubku a tvarovku odložte, dokud nevychladne.
Tvrdé pájení se provádí ve stejném pořadí, ale s vyšší teplotou pájení.
Tavidla pro pájení mědi
Na stavebním trhu je několik možností tvrdé pájení slitinami pro pájení měděné trubky. Běžně se předpokládá, že měkké pájky sestávající z cínu s různými přísadami nemohou zajistit spolehlivé pájené spoje. Ačkoli to není úplně pravda, je možné učinit opatření a zvolit pájku s přísadou stříbra.
Pro pájení při vysokých teplotách je k dispozici tvrdá měď-fosforová pájka, která poskytuje vysokou úroveň spolehlivosti. Vysokoteplotní pájení se používá při spojování trubek v hlavních potrubích, kde je povolen rozdíl tlaků.
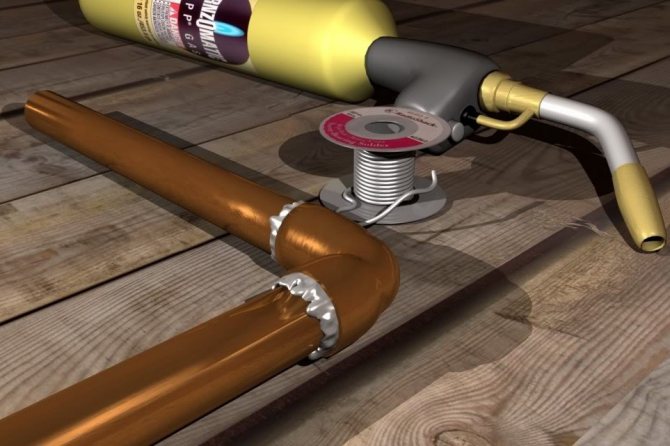
Plynové hořáky pro pájení
Když začínáte instalovat potrubí sami, je nutné zvolit správné nástroje a vybavení pro pájení měděných trubek a věnovat zvláštní pozornost hořáku. Svítilna může být:
Svítilna může být:
- Propan (nejčastěji se používá pro velké množství práce).
- S plynovou směsí MAPP (methylacetylen-propadien-propan).
- Směs acetylenu.
- Kyslík.
Plynové hořáky mohou být vybaveny odnímatelnými jednorázovými lahvemi nebo hadicovým připojením ke stacionární lahvi.
Pro menší instalace postačí model s odnímatelnou plynovou lahví.
To je vše, co je třeba vědět o specifikách pájení měděných výrobků. S potřebným vybavením a materiály pro pájení měděných trubek si můžete nainstalovat vlastní domácí potrubní systém, který vám vydrží mnoho let.










Pravidla pro bezpečný provoz zařízení
Zařízení na plynové lahve může při nesprávné obsluze způsobit vážný výbuch nebo požár.
Při svařování vždy používejte osobní ochranné pomůcky, jako jsou brýle, rukavice a bezpečnostní obuv.

Před zahájením práce zkontrolujte, zda zařízení nevykazuje známky poškození. Pokud je zařízení potřísněné, nezapomeňte nečistoty odstranit.
Práce s propanbutanovými nádržemi se smí provádět pouze v dobře větraných místnostech a teplota vzduchu nesmí klesnout pod 0 °C.
Je to přísně zakázáno:
- Práce v blízkosti otevřeného ohně.
- Při práci držte lahve v nakloněné poloze.
- Válce uchovávejte pod sluncem.
- Práce bez regulátoru tlaku.
- Zahřejte regulátor tlaku nad otevřeným plamenem.
Pokud ucítíte plyn, okamžitě přestaňte pracovat a zavřete ventil na lahvi. Doporučujeme také, abyste se seznámili s hlavními příčinami výbuchů plynových lahví.
Práce bez osobních ochranných pomůcek může mít za následek popáleniny nejen od otevřeného ohně, ale také při náhodném kontaktu s horkými částmi.
Pokud vám výše uvedené domácí hořáky nevyhovují, doporučujeme přečíst si další možnosti výroby užitečných domácích hořáků, o kterých pojednávají naše články - hořák na foukačku a hořák na saunový vařič.
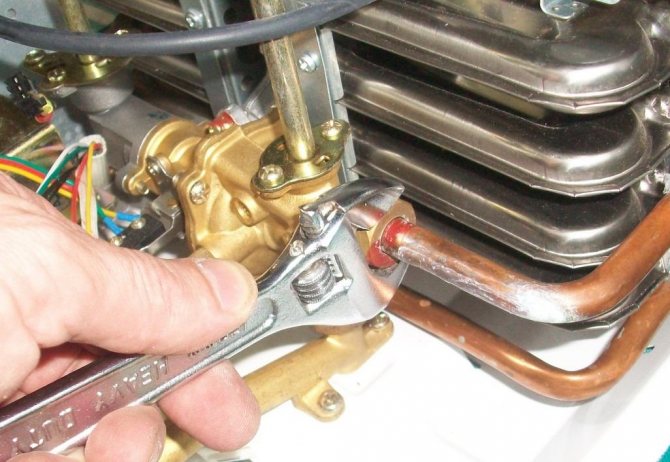
Jak pájet trubky
Než začnete, připravte potrubí. Trubky jsou svařeny po malých částech, takže je nutné trubku nařezat na určitou velikost. Místo řezu se odjehlí a poté se v něm provede zkosení. Tato operace pomůže usnadnit propojení topných a chladicích větví s armaturami.
Fotografie - návod krok za krokem
Pro instalaci žíhaných materiálů je nutné použít tzv. expandér. Tento nástroj je nutný pro montáž na šroubení s nestandardním průměrem. K dispozici jsou zařízení různých průměrů, téměř až 110 mm.
Návod krok za krokem, jak pájení měděných trubek cín:
Podle SNiP musí být jmenovitý průměr vždy menší než průměr šroubení;
Vysokoteplotní ošetření spojů zahajte až po jejich vyčištění. Tvarovky a trubky je třeba očistit kartáčem a v případě potřeby oškrábat smirkovým papírem. V závislosti na způsobu skladování nástrojů se také doporučuje ošetřit jejich spoje alkoholem za účelem odmaštění;
Poté se nanese tenká vrstva tavné pasty na místo, kde se budou pájet měděné trubky, a namontují se tvarovky, které se budou instalovat pro spojení jednotlivých částí komunikace;
Nyní se zapne hořák s požadovanou teplotou. Pájka musí být vedena přesně podél okraje spojů a k zahřátí montážního spoje je třeba použít hořák. Při svařování vodovodních trubek je nejlepší pracovat s cínem, protože se do kovu vstřebává a můžete ušetřit čas při zahřívání spojů;
Trubky nepájejte déle než 20 sekund, protože maximální teplota hořáku je vyšší než 1000 stupňů. Buďte opatrní, některé podmínky vyžadují svařování při nízkých teplotách, proto je vhodné vědět, jaký typ trubek máte;
Poté se provede montáž kanalizace.
Je velmi důležité nezapínat vodovod najednou, jinak by přípojka nestačila vychladnout a praskla by - to by mělo nepříznivý vliv na těsnost přípojky. Průměrná doba chlazení mědi se pohybuje mezi 30 minutami a dvěma hodinami.
Kapilární pájení se používá ke svařování měděných trubek s malými rozdíly v průměru. Díky tomu lze páječkou spojit jednotlivé linky s rozdílem až 0,5 mm. V tomto případě pájka vyplní prostor mezi trubkami. To umožňuje instalaci systému beze spár. Tato technika používá tvrdou pájku, která má lepší ochrannou funkci.
Úspěch pájení závisí z velké části na typu použité pájky. Měděné trubky se nejčastěji pájejí stříbrem, mosazí a cínem, které mají vysoké průtočné vlastnosti. Zřídka se pracuje s hliníkem.
Ihned si můžete koupit nejen páječku na měděné trubky, ale také sadu výstružníků a tvarovek, které budete potřebovat při instalaci kanalizace bez odborného instalatéra. Než začnete, doporučujeme, abyste se v této technice vycvičili nebo se alespoň podívali na video.










Techniky pájení měděných dílů
Pro spojování měděných trubek existují pouze dva způsoby pájení. Každý z nich se používá podle specifikace a vlastností dílu. Pájení měděných trubek vlastníma rukama je rozděleno na:
- Při vysoké teplotě, jinak známé jako "tvrdá". Teplota v tomto režimu je až 900 °C. Proces žáruvzdorného pájení umožňuje výrobu spojů s vysokou pevností a používá se při stavbě potrubí vystavených vysokému namáhání.
- Proces pájení přetavením se provádí při teplotách od 130 °C a používá se pro domácí aplikace s trubkami o průměru do 1 cm. Tato technologie zahrnuje spojování svařováním na tupo s předběžnou úpravou tavicí pastou.
Při práci je důležité nezapomínat, že síla plamene hořáku může dosahovat až 1000 stupňů. Klouby by proto neměly být opracovávány déle než 20 sekund.
Po zahřátí se měkká pájka začne tavit a vyplní spoj.
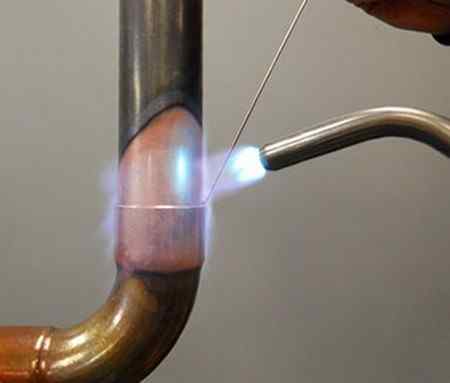
Vlastnosti vysokoteplotních spojů
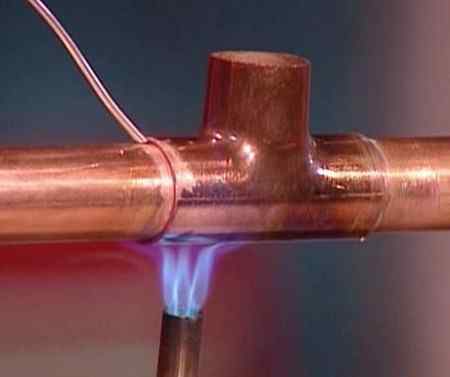
Při vysokoteplotním pájení dochází k pálení kovu při teplotě 700 °C nebo vyšší, čímž kov změkne. Při pájení se používá zařízení s plynovým plamenem, které je schopno roztavit pevnou pájku. Pájka se skládá z mědi a fosforu a je k dispozici ve formě tyčinek. Při pájení se nepoužívá tavidlo, dodržením pořadí operací je možné správně vyplnit spoj.
Vysokoteplotní pájení měděných trubek
Proces začíná, když se pájecí tyčinka roztaví:
- po montáži se spoj zahřeje;
- na spoj se nanese pájka, která se změkčí plynovým hořákem;
- Po vizuálním potvrzení, že pájka byla nanesena na kov, je třeba trubku otočit a zkontrolovat spoj po celém obvodu.
Hlavní výhodou této metody je vysoká pevnost spoje měděného potrubí a v případě potřeby je možné změnit průměr spoje s menší stranou. Vysoké provozní teploty nemohou kloub zničit. Pájení pomocí tvrdých slitin vyžaduje určité dovednosti a může dojít k přehřátí, které může vést ke zničení kovu.
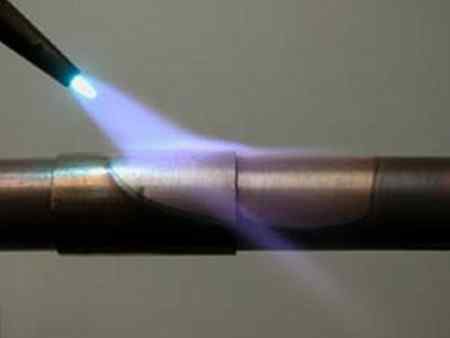
Nízkoteplotní pájení
Každý proces vyžaduje péči a pozornost věnovanou detailům. Při spojování měděných trubek měkkou pájkou se k ohřevu používá propan nebo benzínový hořák.
Je důležité vědět, že hořák s piezoelektrickým zapalováním výrazně zkrátí dobu práce, nákup drahých modelů bez této funkce není vhodný.
Technologický proces
Při procesu je důležité používat kvalitní příslušenství, nemalou roli ve spojení hraje tavná pasta. Rovnoměrného nátěru měděných částí potrubí se dosáhne pomocí měkkého štětce, po nanesení se přebytek odstraní hadrem.
Teplota hořáku může dosáhnout až 900 stupňů Celsia a je důležité, aby nedošlo k přehřátí obrobku.
Bezpečnostní opatření při pájení měděných trubek
Měděné trubky se používají jako vodiče kapalin s dobrou odolností proti korozi. Měděné potrubí nelze instalovat pro pitnou vodu z vodovodu. Měď přichází do styku s chlorem přidávaným při úpravě vody a může vytvářet látky, které jsou pro lidský organismus škodlivé. U artézských pramenů není použití vrtů nebezpečné.










Pájení mědi v rukavicích
Je důležité používat kvalitní nářadí, práci provádět v rukavicích a sledovat stav zařízení. Tepelná vodivost kovu je dostatečně vysoká, aby při zahřátí jednoho ze spojů a nedodržení bezpečnosti způsobila popáleniny.
Kvalitního svaru lze dosáhnout i bez vnějšího zatížení, dokud spoj nevychladne.
Pokyny pro pájení měkkou pájkou
Poznámka: Okraj trubky i trubka samotná musí být dokonale rovné a rovné.
- Zvětšete průměr tvarovaných kusů pomocí výstružníku na trubky, začistěte hrany trubek pomocí nástroje na zkosení.
- Vnitřek tvarovky vyleštěte čističem trubek a vnější stranu trubky vyčistěte kartáčem.
- Pomocí štětce naneste na tvarovku a trubku pájecí pastu - tavidlo - a ihned díly připevněte, přičemž dbejte na to, aby nedošlo ke znečištění.
- Pomocí pájecího hořáku opatrně zahřejte spoj pohybem hořáku po celé ploše. Kritériem dobrého zahřátí je změna barvy pasty.
- Dokončete zahřívání spojovaných dílů a naneste pájku na celý spoj. Nedotýkejte se pájecího drátu plamenem hořáku: pájka se musí roztavit na měděném povrchu trubky, a to přesně podle její teploty bez zásahu ohně.
- Počkejte, až kloub přirozeně vychladne - bez jakýchkoli chladicích prostředků.
- Zbytky pasty z potrubí odstraňte vlhkou houbou. Jeho působení je nutné pouze při pájení: ničí ochrannou vrstvu na bázi mědi.
Pozor: Díly musí být během pájení a dočasně po pájení dobře zajištěny, protože měděné trubky lze pájit pouze v klidové poloze. Spoje v místech upevnění součástí musí být těsné a rovnoměrné.
Výsledek lze zkontrolovat pouze při dostatečném tlaku vody v potrubí, ale pokud bylo pájení úspěšné, spolehlivost spoje nebude snížena teplotou vody, případným kolísáním tlaku nebo časem.
Spoj v místě připojení součástí musí být těsný a rovný. Výsledek lze zkontrolovat pouze tehdy, když je na potrubí vyvíjen dostatečný tlak vody, ale pokud pájení proběhlo dobře, spolehlivost spoje není nijak narušena teplotou vody, případným kolísáním tlaku ani časem.
Připevňování měděných trubek k jiným materiálům
Existuje několik důležitých nuancí spojených s možnostmi spojování měděných konstrukcí s výrobky z jiných kovů:
- Upevnění mědi a pozinkované oceli může mít negativní vliv na pozinkované ocelové trubky: chemické reakce mezi zinkem a mědí vedou k destrukci mědi.
- Měděné upevňovací prvky s ocelí, plastem a mosazí jsou bezpečné a nevytvářejí korozi kovů.
Pokud je tedy potřeba upevnit měděné a pozinkované potrubí, lze to provést pouze pomocí mosazného šroubení a pouze v jednom směru: podél cirkulace vody z pozinkovaného potrubí do měděného potrubí.
Měděné trubky se k plastovým nebo ocelovým trubkám připojují pouze pomocí mosazných násuvných tvarovek. Hlavní upevnění systému se provádí pomocí upínacího kroužku a upínací matice šroubení: šroubení se zašroubuje na standardní počet otáček uvedený v technickém listu šroubení a během používání se musí vždy pravidelně kontrolovat, zda nedochází k netěsnostem nebo uvolnění.
Mýty o měděných trubkách
Vzhledem k nezvyklosti mědi jako materiálu pro plynové, vodovodní a topné systémy má moderní domácí spotřebitel k tomuto kovu určitou nedůvěru. Existují dva mýty:
- Měděné trubky jsou při styku s chlorovanou vodou nebezpečné. Měď samozřejmě reaguje s prvky chlóru a oxiduje, ale film, který se objeví uvnitř potrubí, naopak chrání potrubí před různými chemickými vlivy a je pro lidský organismus naprosto bezpečný.
- Měděné potrubí je drahé a nepraktické, přestože je jeho cena vysoká. Nepraktičnost se přičítá možné oxidaci na vnější straně trubek, zatímco uvnitř měděné trubky také oxidují, ale jsou vůči korozi zcela imunní. Dražší cena měděných trubek je více než kompenzována trvanlivostí materiálů a snadnou instalací vlastníma rukama.
Tyto mýty však lze zničit pouze dlouholetou praxí. Ne nadarmo se tento kov používal ve vodovodních systémech již před staletími a v evropských zemích má měď dosud zasloužené uznání. Vzhledem ke snadné instalaci a kvalitě materiálů jsou měděné trubky pro domovní instalatérství výhodnější a jistě si u nás najdou nové obdivovatele.





![Pájení měděných trubek vlastníma rukama [výběr hořáku, video, tipy]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Jak vybrat správnou pájku?
Správná pájka může pomoci uspořádat komunikační systém jakékoliv složitosti bez větší námahy. Při práci v domácnosti se vyplatí používat materiál, který se taví při nízkých teplotách.
Použití vysokoteplotních karbidových prvků v domácích podmínkách je problematické, protože vyžaduje zahřátí pracovní slitiny na 600-900 stupňů. Toho lze bez speciálního vybavení dosáhnout jen obtížně.
Potravinářskou měď lze pájit pájkami, které neobsahují toxické, jedovaté nebo žíravé prvky, jež by mohly poškodit zdraví.
Použití kovů a jejich derivátů, které se taví při vysokých teplotách, s sebou nese určité riziko. Při zpracování mohou poškodit nebo dokonce spálit tenkostěnné měděné trubky.
Aby k tomu nedošlo, je vhodné použít silnou, ale málo tavnou měkkou pájku a tvrdou variantu ponechat pro silnostěnné měděné inženýrské sítě.
Pokud se nepředpokládá velké zatížení systému, není nutné používat žáruvzdornou pájku, pokud není vyžadováno jinak. V základních domácích instalacích postačují pro spolehlivé spojení měkké pájecí slitiny.
Pro spojování měděných trubek v plynových sítích by měly být zvoleny slitiny pro pájení stříbrem. Ty umožňují maximální pevnost švů, vibrační neutralitu a vysokou odolnost vůči vnějším i vnitřním vlivům.
Za stříbro sice zaplatíte o něco více, ale bezpečnost, spolehlivost a trvanlivost systému se vám časem vrátí.
Vysokotlaké upínací spoje
Pokroky v technologii lisovacích spojek a vývoj materiálů O-kroužků umožňují použití lisovacích spojek ve vysokotlakých systémech. Vysokotlaké systémy však vyžadují poněkud odlišnou konfiguraci lisovacích čelistí.
Výsledek spojení technikou dvojitého krimpování 360°
Spojovací a lisovací spoje pro nízkotlaká, procesní a nelékařská vedení stlačeného plynu využívají stejný standardní šestihranný lisovací nástroj.
Vázané lisovací spoje s vyšším tlakem vyžadují použití speciálně navržených lisovacích šroubení a upínacích čelistí, které umožňují dvojité 360° lisování šroubení.
Metoda č. 4: Připojení Push-connect
Charakteristickým rysem metody push-to-connect je to, že k instalaci není zapotřebí žádné další nářadí, hořáky, speciální topné plyny ani elektřina. Montáž typu Push-to-connect zajišťuje integrované elastomerové těsnění a úchytný kroužek z nerezové oceli.
Způsob montáže "push-to-connect" je v každém ohledu pohodlný a pro provoz zcela praktický.
Typické tlakové a teplotní rozsahy pro sestavy push-to-connect jsou uvedeny v následující tabulce:
| Typ sestavy | Rozsah tlaků, kPa | Typ sestavy Rozsah tlaku, hPa Rozsah teploty, ºC |
| Lisování, D = 12,7 až 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Pro tento typ montáže existují dva běžné typy kování. Obojí vytváří robustní a spolehlivé montážní celky. Zatímco však jeden typ šroubení push-to-connect umožňuje snadné vyjmutí sestavy po instalaci, např. pro údržbu systému, druhý typ tuto konfiguraci nepodporuje. V tom se kování od sebe liší.








Kování Push-to-connect: levé - skládací provedení; pravé - neskládací provedení
Před montáží jednotky musí být dokončeny všechny přípravné práce na měděném potrubí, jak je popsáno výše.
Zde je třeba věnovat zvláštní pozornost čištění zkoseného konce měděné trubky pomocí brusného papíru, nylonové brusné tkaniny nebo hygienického hadříku. Tím je zajištěna neporušenost těsnění při zasouvání měděné trubky do těla tvarovky.
Při montáži dochází k tuhému zatlačování a současně otáčení do těla kování. Pohyb měděné trubky do tvarovky se provádí tak dlouho, dokud se měděná trubka nedotkne zadní části kalichu tvarovky. Tento bod je obvykle označen předem vyznačenou hloubkou zasunutí na povrchu mědi.
S pomocí informací: Cooreg