
- Co je potřeba k pájení měděných trubek
- Metody pájení měděných dílů
- Vlastnosti vysokoteplotních spojů
- Nízkoteplotní pájení
- Bezpečnost při pájení měděných trubek
- Izolace zásuvek v topné síti
- Měděné instalatérské práce
- Měděné trubky pro klimatizační systémy
- Pájecí nástroje Dremel
- Další aplikace pájení: práce s měděnými trubkami a různými kovy
- Nuance pájení měděných trubek: jak to udělat správně
- Jak pájet měď a hliník
- Jak pájet měď a nerezovou ocel
- Pájení mědi a železa - je to možné?
- Potřebné nástroje a materiály
- Pájecí nástroje
- Pájka a další spotřební materiál
- Instalace měděného vodovodu
- Jak vybrat správnou pájku?
- Příprava na pájení
- Vybavit
- Materiály
- Příklady prefabrikovaných měděných potrubí
- Technologie pájení měkkou pájkou
- Vyvarování se chyb
- Pravidla pájení mědi
- Pájení velkých součástek
- Pájení vodičů nebo drátů
- Pájení nebo pájení otvorů v mědi
Co je potřeba k pájení mědi
Pájení měděných trubek vlastníma rukama není obtížné, nevyžaduje drahé vybavení a některé speciální materiály. K jeho správnému provedení budete potřebovat následující zařízení.
Hořák, jehož prostřednictvím bude provedeno zahřátí pájky a části trubek, kde budete provádět jejich připojení. Takový hořák je obvykle napájen propanem, jehož tlak lze regulovat pomocí redukčního ventilu.
Speciální nástroj pro řezání měděných trubek. Protože je kov velmi měkký, musí se řezat velmi opatrně, aby nedošlo k rozdrcení stěn. Současný trh nabízí různé modely řezaček trubek s různými funkcemi a technickými možnostmi.
Konstrukce některých modelů těchto přístrojů, což je důležité, umožňuje jejich použití i pro práci v těžko přístupných místech.
Výstružník je zařízení, které umožňuje zvětšit průměr měděné trubky za účelem zlepšení kvality pájení. Různé systémy měděných trubek se skládají z prvků se stejným průřezem a pro vytvoření dobrého spoje je nutné mírně zvětšit průměr jednoho ze spojovaných prvků. Právě tento úkol řeší zařízení, jako je expandér.
Právě to je úkolem nástroje, jako je expandér.
Sada pro drážkování měděných trubek
Nástroj pro zkosení konců měděných trubek. Po řezání zůstávají na koncích dílů otřepy, které mohou bránit dosažení dobrého a bezpečného spoje. K jejich odstranění a získání požadovaného tvaru konců trubek se před pájením používá nástroj pro zkosení. V současné době jsou na trhu k dispozici dva hlavní typy nástrojů pro zkosení: nástroje s kulatým tělem a nástroje ve tvaru tužky. Kulaté jednotky jsou pohodlnější na používání, ale jsou také dražší a zvládnou měkké měděné trubky o průměru až 36 mm.
Pro správnou přípravu měděných trubek k pájení je nutné z jejich povrchu odstranit všechny nečistoty a oxidy. K tomuto účelu se používají kartáče a štětce, jejichž štětiny jsou vyrobeny z ocelového drátu.
Pájení měděných trubek se obvykle provádí pomocí pájky, která může být vysokoteplotní nebo nízkoteplotní. Vysokoteplotní pájecí drát je měděný drát obsahující přibližně 6 % fosforu. Ta se taví při 700 stupních Celsia, zatímco pro nízkoteplotní pájku (cínový drát) stačí 350 stupňů Celsia.
Technologie pájení měděných trubek předpokládá použití speciálních tavidel a past, které plní ochrannou funkci. Tavidla nejen chrání vytvářený svar před vznikem vzduchových bublin, ale také výrazně zlepšují přilnavost pájky k materiálu trubky.
Kromě tavidla, pájky a dalších základních prvků jsou k pájení měděných trubek zapotřebí také další nástroje, které najdete v každé dílně nebo garáži. K pájení nebo svařování měděných výrobků si dodatečně připravte:
- obyčejnou značku;
- svinovací metr;
- vodováhu;
- malý štětec s tuhými štětinami;
- kladivo.
Před zahájením prací je také důležité rozhodnout, jakým způsobem se měděné trubky pájí. Existují dvě hlavní možnosti: pájení mědi tvrdou pájkou (méně časté) a použití měkké pájky. Při rozhodování je třeba mít na paměti, že existují požadavky na použití jednoho nebo druhého typu pájky nebo pájky.
Například tvrdé pájecí slitiny se používají k pájení chladicích a klimatizačních komponentů. Ve všech ostatních případech (vodovodní systémy, vytápění atd.) lze použít cínovaný drát. Ať už se však zvolí jakákoli technologie, je třeba mít na paměti, že v každém případě je nutné používat flux.
Při rozhodování o této otázce je důležité mít na paměti, že existují požadavky na použití toho či onoho typu pájky. Například pro pájení chladicích a klimatizačních součástí se používají tvrdá tavidla pro pájení.
Ve všech ostatních případech (vodovodní systémy, vytápění atd.) lze použít cínovaný drát. Bez ohledu na zvolenou techniku je však třeba mít na paměti, že ve všech případech je zapotřebí topidlo.
Fluxové škrabky pro seškrabávání vnitřní stranu měděné trubky před pájením.
Metody pájení mědi
Pro spojování měděných trubek existují pouze dvě metody pájení. Každý z nich se používá podle specifikace a vlastností dílu. Pájení měděných trubek vlastníma rukama je rozděleno:
- Při vysoké teplotě, jinak označované jako "tvrdá". Teplotní index při tomto režimu dosahuje 900 °C. Žáruvzdorná pájka umožňuje výrobu svaru s vysokými hodnotami pevnosti, tato metoda se používá při výrobě potrubí vystaveného vysokým zatížením.
- Proces pájení přetavením se provádí při teplotách od 130 °C a používá se pro domácí aplikace s trubkami o průměru do 1 cm. Tato technologie zahrnuje spojování na tupo, předem ošetřené tavnou pastou.
Při práci je důležité mít na paměti, že výkon plamene hořáku může dosahovat až 1000 stupňů Celsia. Klouby proto nesmí být opracovávány déle než 20 sekund.
Po zahřátí se měkká pájka začne tavit a vyplní spoj.
Vlastnosti vysokoteplotních spojů
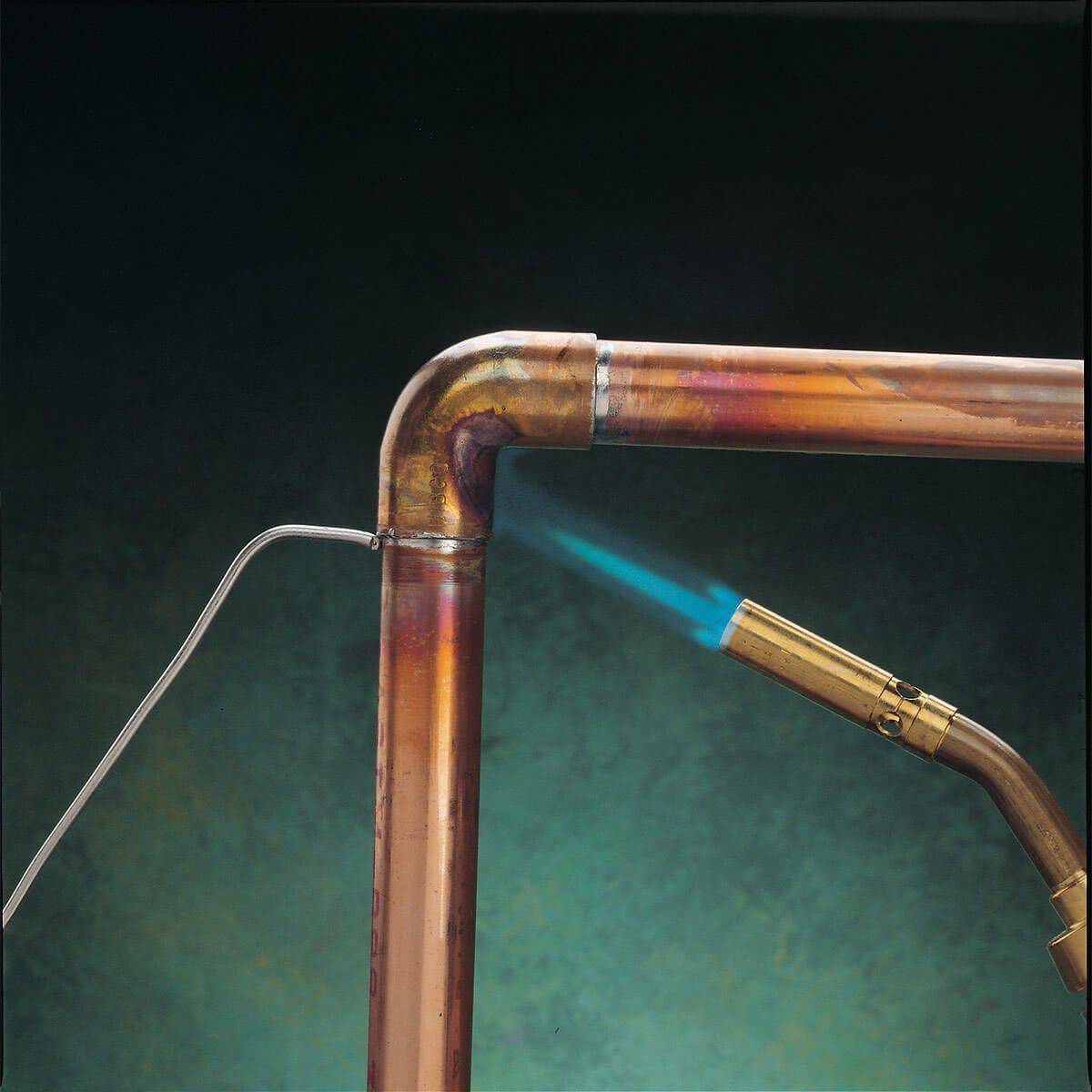
Při vysokoteplotním pájení dochází k pálení kovu při teplotě 700 °C nebo vyšší, čímž kov změkne. Při pájení se používá zařízení s plynovým plamenem, které je schopno tavit pájené slitiny. Pájka se skládá z mědi a fosforu a je k dispozici ve formě tyčinek. Při pájení se nepoužívá tavidlo, dodržením pořadí operací je možné správně vyplnit spoj.

Vysokoteplotní pájení měděných trubek
Proces začíná, když se pájecí tyčinka roztaví:
- Po montáži se tupý spoj zahřeje;
- spoj je připájen k trubce a změkčen plynovým hořákem;
- Po vizuálním potvrzení, že pájka byla nanesena na kov, je třeba trubku otočit a zkontrolovat spoj po celém obvodu.
Hlavní výhodou této metody je vysoká pevnost spoje měděného potrubí a v případě potřeby možnost změny průměru spoje s menší stranou. Vysoké provozní teploty kloub nezničí. Pájení pomocí tvrdých slitin vyžaduje určitou zručnost a může dojít k přehřátí, které může vést ke zničení kovu.









Nízkoteplotní pájení
Každý proces vyžaduje péči a pozornost věnovanou detailům. Při použití měkkého pájení a spojování měděných trubek se k ohřevu používá propan nebo benzínový hořák.
Je důležité vědět, že hořák s piezoelektrickým zapalováním výrazně zkrátí dobu provozu, nákup drahých modelů bez této funkce se nedoporučuje.
Proces
Je důležité používat kvalitní příslušenství, nemalou roli v procesu spojování hraje tavná pasta. Rovnoměrného nátěru měděných částí potrubí se dosáhne použitím měkkého štětce, po nanesení se přebytek odstraní hadrem.
Teplota hořáku může dosahovat až 900 °C, při pájení je důležité výrobek nepřehřívat, jinak dojde k přehřátí.
Bezpečnostní opatření při pájení měděných trubek
Měděné trubky se používají jako vodiče kapalin s dobrou odolností proti korozi. Měděné potrubí nelze instalovat pro pitnou vodu z vodovodu. Měď přichází do styku s chlorem přidávaným při úpravě vody a může vytvářet látky, které jsou pro lidský organismus škodlivé. U artézských pramenů není používání studní nebezpečné.

Pájení mědi v rukavicích
Je důležité používat kvalitní nářadí, pracovat v rukavicích a sledovat stav vybavení. Tepelná vodivost kovu je poměrně vysoká, pokud se některá z komponent zahřívá a není dodržena bezpečnost, může dojít k popálení.
Kvalitního spoje je možné dosáhnout, pokud do úplného vychladnutí spoje nepůsobí žádné vnější vlivy v podobě zatížení.
Izolace spojů v topné síti
Video
Izolujte potrubí v topné síti, abyste snížili tepelné ztráty. Neizolované měděné tvarovky zvyšují tepelné ztráty pětinásobně, protože tento kov je velmi vodivý.

Pokud vás zajímá, jak izolovat měděné topné trubky skryté v monolitu (podlaha, stěny), lze to vyřešit následujícím způsobem. Měděné trubky lze izolovat proti mechanickému poškození způsobenému kolísáním teploty tepelného média.
Měděné instalatérské práce
Mnoho lidí se snaží zjistit, jak pájet měděné instalatérské trubky. Rozsáhlé používání znamená, že instalatérské trubky mají tendenci se rychle opotřebovávat, ale měděné trubky ne. Takové vodovodní potrubí vydrží navždy.
Kapilární pájení (nízkoteplotní a vysokoteplotní) se používá ke spojování měděných rozvodů vody.
Video
Chyby při pájení těchto stavebních materiálů pro vodovodní sítě vedou ke korozi. K tomu dochází v případě, že se zničí ochranný film vytvořený oxidací chlóru.
To je způsobeno chlórem ve vodě. Aby k takové korozi nedocházelo, je nutné:
- Při pájení nedovolte, aby se pájka dostala do středu spoje;
- nakupujte výrobky od renomovaného výrobce;
- Používejte vodní filtry.
Měděné potrubí pro klimatizaci
Tento typ potrubí se používá při instalaci klimatizační sítě sestávající z vnitřní a venkovní jednotky.
Haldagen v tomto případě přepravuje dva měděné vývody různých průměrů. Část s menším průměrem přenáší kapalný freon, zatímco druhá část přenáší plynný freon.
Tyto vývody klimatizace jsou dokonale pájitelné. K pájení se doporučuje měď-fosfor a stříbro. A samotné jednotky vykazují vysokou pevnost v tahu.
Video
Pokud stručně popíšeme, jak se pájí měděné trubky pro klimatizační jednotky, je to následující:
- Nejprve se odstraní oxidová vrstva. To se provádí pomocí smirkového plátna.
- Poté se na vyčištěná místa nanese tavidlo.
- Tvarovka je připojena k potrubí. Půlmilimetrová mezera nesmí být přehlédnuta.
- Spoj se zahřívá na teplotu téměř tři sta stupňů. Zahřívání se provádí plynovým hořákem. To se provádí rovnoměrně a plamen se plynule pohybuje podél konstrukce.
- Po ukončení pájení je nutné systém propláchnout, jinak mohou zbytky tavidla vyvolat korozi kovu a vést k poruše klimatizace.
Páječky "Dremel
Problém, jak pájet měděné trubky, lze snadno vyřešit pomocí páječky Dremel. Tyto malé plynové hořáky mohou pálit, pájet a řezat. Mohou snadno odstranit starý nátěr, rozmrazit a zahřát trubky pro ohýbání.











Páječka Dremel stojí kolem 2000 rublů. S tímto zařízením můžete zapomenout na dlouhé zahřívání a velkou horkovzdušnou pistoli.
Páječka Dremel se dodává s:
- pájka
- tryska hořáku;
- dvě čepele různých velikostí;
- Reflexní a štěrbinové kousky.
Pro snadné použití se s přístrojem dodává několik klíčů pro výměnu trysek, ochranný kryt mechanismu a pájka pro pájení.
Ohřátý vzduch je vhodné nasměrovat na smršťovací trubičky, které lze namontovat bez použití reflektorových trysek.
Zařízení je poháněno butanem pro plynové zapalovače. Jedna náplň páječky Dremel vydrží asi hodinu.
Video
Jedná se o páječku pro použití v domácnosti. Profesionální analogy stojí od 5 tisíc rublů a více. Pájení s takovým nástrojem se stává potěšením.
Jak pájet měděné trubky a skutečnost, že tato metoda je velmi účinná, je zřejmá. Koneckonců nevyžaduje drahé speciální vybavení.
Důležité je, že struktura samotného materiálu zůstává nezměněna.
Výsledkem je pevný a spolehlivý spoj, který vydrží navždy. Hlavní je sledovat technologii a jednat opatrně.
Další varianty pájení: Práce s měděnými trubkami a různými kovy
Pájení měděných trubek vyžaduje určité zkušenosti s tímto druhem práce. Pokud tedy tuto práci provádíte poprvé, vyplatí se předem si ji procvičit, abyste nemuseli stávající vodovodní nebo topenářskou přípojku několikrát předělávat. Měděné trubky lze pájit jak tvrdou pájkou (plynovým hořákem), tak měkkými slitinami. V druhém případě je vhodné použít výkonnou kladívkovou pájku na měděné trubky.
Pečlivé a kvalitní pájení je zárukou dlouhotrvajícího spojení.
nuance pájení mědi: jak to dělat správně
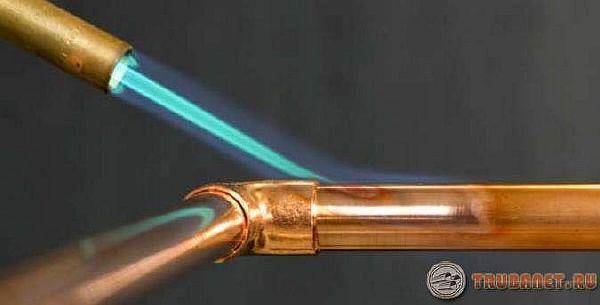
Nejlepším materiálem pro pájení měděných trubek je kalafuna. Naneste rovnoměrnou vrstvu tohoto tavidla na trubku a připojte k ní trubku. Druhá část trubky se nasadí na zadní stranu tvarovky. Poté se šroubení zahřeje plynovým hořákem a na švy se "nanese" pájka. Při působení vysokých teplot se taví, vyplňuje spáru a vytváří dobře těsný spoj.
Někdy se musíte obejít bez kování
Pájení měděných trubek vlastníma rukama není příliš obtížné, ale tato práce vyžaduje pozornost a péči. Samozřejmě, že ne všechno lze vysvětlit slovy srozumitelné, takže nabízíme našim milým čtenářům video, jak pájit měď s plynovým hořákem, ze kterého je vše jasnější.
Podívejte se na toto video na YouTube
Po vyřešení problému, jak pájet měděné trubky doma, můžete přejít k dalšímu problému, a to k pájení neidentických kovů (měď s hliníkem, železem nebo nerezovou ocelí).
Jak pájet měď s hliníkem
Pájení hliníku na měď je poměrně složitý proces. Je třeba poznamenat, že je nepravděpodobné, že by stejná pájka fungovala pro hliník jako pro měď a naopak. Kombinování těchto kovů je mnohem snazší pomocí ocelové zásuvky. Přestože jsou dnes u výrobců k dispozici speciální pájky a tavidla pro tyto účely, jejich cena je značná, což činí takovou práci nerentabilní.
Pájení mědi a hliníku je obtížné
Problémem je, že měď a hliník jsou v konfliktu. Mají různou lámavost a hustotu. Kromě toho hliník silně reaguje s mědí a začíná oxidovat. Tento proces se urychluje zejména tehdy, když kloubem prochází elektrický proud. Proto, když je to nutné. Proto je nejlepší použít samosvornou svorku. Proto je v případě propojení mědi a hliníku nejlepší použít samosvorné svorkovnice WAGO, uvnitř kterých je kontaktní směs Alu-Plus. Tím se z hliníku odstraní oxid, zabrání se jeho následné tvorbě a usnadní se normální kontakt s měděnými vodiči.
Jakmile zjistíte, jak pájet měď s hliníkem, můžete přejít k tvrdším kovům.
Někdy se bez takového spojení neobejdete.
Jak pájit měď a nerezovou ocel
Při pájení mědi s nerezovou ocelí nehraje velkou roli ani tak samotný pájecí materiál, ale použitý nástroj, ačkoli hodně záleží i na spotřebním materiálu. Nejvhodnějšími materiály jsou v tomto případě:
- měď-fosforová pájka;
- cín-stříbro (Castolin 157);
- radiotechnické.
Někteří mistři tvrdí, že při správném přístupu k práci postačí i nejběžnější pájka na bázi cínu a olova. Hlavní je použití tavidla (borax, kyselina pájecí), důkladné zahřátí a teprve poté pájení (nanášení pájky).
Komplexní pájení mědi a nerezové oceli
Tento typ spojení je vzácný a specializované pájené slitiny pro takové aplikace jsou poměrně drahé.
Pájení mědi na železo - je to možné
Taková varianta je možná, ale za určitých podmínek. Například obyčejný propanbutanový hořák již není vhodný jako ohřívač. Musí se používat propan s kyslíkem. Jako tavidlo by se měl použít borax, ale pájka bude mosazná. Jedině tak můžete doufat v dobrý výsledek. Není obtížné koupit pájku pro pájení mědi na železo nebo nerezovou ocel. Hlavní je pochopit, zda budou zbytečné náklady oprávněné.










Pájení mědi a železa je také možné
A nyní se podíváme na to, jak elegantně mohou domácí řemeslníci provádět pájení trubek různých účelů.
1 z 5
Potřebné nástroje a materiály
Páječky
Páječky mohou být plynové nebo elektrické. Plynová páječka poskytuje vyšší rychlost zahřívání, ale téměř vždy je doprovázena přehřátím kovu. Elektrická páječka je pomalejší, ale má kontrolovanou teplotu ohřevu. Kromě toho nemá otevřený plamen, což zvyšuje bezpečnost manipulace s elektrickou páječkou, zejména pokud se v pájecím prostoru mohou nacházet jiné materiály, zařízení nebo hořlavé látky.
 Parametry pro výběr jsou:
Parametry pro výběr jsou:
- Výkon. Minimální bude ta, která zajistí ohřev kovu v pájecí zóně na teplotu ne nižší než 450C. Páječka Rotenberger Rotherm 2000 zaručuje zahřátí až na 800 ... 900C (stojí mnohem více než levné modely domácí nebo čínské výroby).
- Napájení je buď z pevné sítě, nebo z baterie prostřednictvím snižovače napětí. Je spolehlivější a jednodušší používat pájku s přímým připojením.
- Hmotnost. Při provádění složitých manipulací se spotřebičem je lepší mít páječku co nejlehčí, zejména pokud je třeba pájení měděných trubek provádět v méně komfortních podmínkách.
- Plocha průřezu kontaktu. Čím silnější je stěna trubky, tím výkonnější by měla být páječka.

Pájka na PVC trubky: přístroj pro svařování plastových typů, popis PVC trubky se stále častěji používají v soukromé a vícepodlažní výstavbě namísto svých kovových protějšků. Mají nízkou hmotnost, vysokou pevnost, nepodléhají korozi. Pro spojování prvků ...
Pájka a další spotřební materiál
Pájka se zavádí do mezery mezi trubkou a tvarovkou, jejíž plocha ovlivňuje dva důležité aspekty při pájení měděných trubek: pevnost spoje a snadnost pájení. Z hlediska pevnosti se zdá, že čím větší je plocha překrytí, tím lépe. Ve skutečnosti tomu tak není: bylo prokázáno, že překrytí dvojnásobné tloušťky tenčího prvku již neznamená pevnější spojení, ale pouze ztěžuje vytvoření bezpečného spojení.

Důvody jsou následující. Zaprvé, pájený kov se musí v mezeře mezi díly rovnoměrně překrývat po celé délce a obvodu spoje. Jednou z překážek je, že čím delší je přesah, tím déle musí pájecí kov téct a tím více je schopen zachycovat plyny vznikající při pájení trubek. To způsobuje dutiny ve spáře. Dostatečný přívod tavidla a dostatečně vysoký rovnoměrný ohřev spoje podporuje proudění pájeného kovu do spoje, ale s rostoucím překrytím a zvětšujícím se průměrem je obtížnější tento proces zajistit.
Za druhé, pájka začíná tát při nižší teplotě, než je teplota tání, která se nazývá solidus teplota. Těsně nad touto teplotou je tvrdá pájka směsí pevné látky a kapaliny. V tomto vysoce viskózním stavu se kov nemůže snadno dostat do těsně přiléhajícího spoje.
Jak se pájka zahřívá, stává se tekutější a dosahuje teploty liquidus. Viskozita kapaliny se zvyšuje, takže vyplnění mezery je mnohem rychlejší. Čím nižší je tedy teplota liquidu a její rozdíl oproti teplotě solidu, tím lepší je pájka.
Při pájení se v pájce rozpouští malé množství mědi a malé množství legujících prvků pájky difunduje do základního kovu. V takovém případě se mění chemické složení pájky, což snižuje její tekutost.
Difuzní proces je naštěstí pomalejší ve srovnání s dobou, kterou trvá roztavení pájeného kovu do správně zahřátého spoje. Čím déle je šev při pájecí teplotě, tím více se složení pájky blíží složení mědi.
Instalace měděného vodovodu
Montáž měděných vodovodních nebo topných systémů se příliš neliší od montáže vodovodních nebo topných systémů z jiných materiálů. První krok vyžaduje promyšlené uspořádání celé trasy s dobře kalibrovanými zatáčkami a přípojkami. Připomeňme, že schéma by mělo zahrnovat povinné připojení k hlavnímu stoupacímu potrubí prostřednictvím kulových ventilů, měřicích zařízení, dalších vývodů pro budoucí vodovodní potrubí.
 Měděné vodovodní potrubí
Měděné vodovodní potrubí
Volba typů a velikostí trubek: žíhané a neošetřené, se závity 3/8 nebo 3/4, se stěnami různé tloušťky: K, L, M. Od těchto detailů se může odvíjet hmotnost měděné trubky, a tedy obecně celý návrh vodovodního systému, ale podstata instalace se obecně nezmění. Volba technologie připojení měděných trubek: pájení nebo zásuvné šroubení. Volba je vždy na spotřebiteli, ale zkrátka spolehlivost připojení push-fit není vysoká. Vyžaduje neustálou kontrolu a tvarovky vyžadují systematické utahování, zatímco pájení měděných vodovodních trubek znamená zajištění dlouhodobé a nezbytné těsnosti. Hlavní rozdíl spočívá ve způsobu spojování měděných trubek měkkým pájením: vyžaduje určité dovednosti a vybavení.
Jak vybrat správnou slitinu pro pájení?
Správná pájka vám pomůže snadno zorganizovat komunikační systém jakékoli složitosti. Při práci doma se vyplatí používat materiál, který se taví při nízkých teplotách.
Použití vysokoteplotních karbidových prvků v domácích podmínkách je problematické, protože vyžaduje zahřátí pracovní slitiny na 600-900 stupňů. Toho lze bez speciálního vybavení dosáhnout jen obtížně.
 Pájení potravinářské mědi lze provádět speciálními pájkami, které neobsahují toxické, jedovaté nebo agresivní prvky, které mohou poškodit zdraví.
Pájení potravinářské mědi lze provádět speciálními pájkami, které neobsahují toxické, jedovaté nebo agresivní prvky, které mohou poškodit zdraví.
Použití kovů a jejich derivátů, které se taví při vysokých teplotách, s sebou nese určité riziko. Při zpracování mohou poškodit nebo dokonce spálit tenkostěnné měděné trubky.
Abyste tomu předešli, je vhodné použít silnou, ale málo tavnou měkkou pájku a tvrdou variantu ponechat pro silnostěnné měděné spoje.
 Pokud se nepředpokládá velké zatížení systému, není nutné používat žáruvzdornou pájku, pokud není uvedeno jinak. V základních domácích instalacích postačují pro spolehlivé spojení měkké pájecí slitiny.
Pokud se nepředpokládá velké zatížení systému, není nutné používat žáruvzdornou pájku, pokud není uvedeno jinak. V základních domácích instalacích postačují pro spolehlivé spojení měkké pájecí slitiny.
Pro spojování měděných trubek v plynových sítích je třeba volit pájky s obsahem stříbra. Poskytují maximální pevnost švů, vibrační neutralitu a vysokou odolnost vůči vnějším i vnitřním vlivům.
Za stříbro sice zaplatíte o něco více, ale bezpečnost, spolehlivost a trvanlivost systému se vám časem vrátí.
Příprava na pájení
Před svařováním měděných trubek je třeba připravit následující materiály
- potřebné vybavení;
- pomocné materiály.
Vybavení
Pro pájení měděných trubek je zapotřebí následující vybavení
speciální zařízení pro řezání materiálu. Měď je poměrně měkký kov, takže fréza na trubky musí být kvalitní. K určení rozměrů trubek bude také zapotřebí metr a fixa a vodováha pro správné spojení trubek;

zařízení na řezání trubek
Nástroj na zkosení trubek - zařízení pro ořezávání konců trubek před pájením. Toto dodatečné opracování trubek povede k pevnějšímu spoji. Úkosovač konců trubek může být samostatný stroj nebo integrovaný do řezačky trubek;











Zařízení pro zpracování konců trubek
rozšiřovač potrubí. Potrubí se skládá z trubek stejného průměru. Jednotlivé úseky potrubí lze spojit do jednoho systému pomocí speciálních zařízení - tvarovek - nebo přímo k sobě bez dalších zařízení. Pokud se k pájení měděných trubek nepoužívají tvarovky, je pro dosažení pevného spoje nutné mírně zvětšit průměr jedné ze spojovaných trubek, a proto se používá zařízení, jako je například rozpěrka trubek;

nástavec pro zvětšení průměru na konci trubky.
Pájka na měděné trubky je hlavním zařízením, které se používá k zahřívání materiálu pro svařování. Nejčastěji používanou páječkou je plynový hořák na propan, který může být vybaven jednorázovou nebo stacionární lahví. Jednorázové válcové zařízení se používá pro stavbu domovních potrubí vlastníma rukama. Hořáky se stacionárními plnitelnými lahvemi používají profesionální svářeči, kteří často svařují potrubí.

Nástroje pro ohřev trubek při pájení
kovový kartáč (štětec) na čištění povrchu trubek od nečistot a oxidů. Pro lepší zpracování materiálu lze použít také jemný brusný papír.

Čisticí nástroj pro čištění trubek před pájením
Nákup vhodného nářadí pro jednorázovou práci, jako je montáž potrubí v domácnosti, nemá smysl, protože finanční náklady na nákup zařízení jsou poměrně vysoké. Ve specializovaných prodejnách si můžete zapůjčit jakékoli nářadí.
Materiály
Svařování měděných trubek se provádí pomocí:
- pájka;
- tok.
Pájka je speciální slitina určená k vyplnění prostoru mezi trubkami během procesu pájení. Tento materiál zvyšuje pevnost spoje a umožňuje prodloužit životnost potrubí.
V závislosti na teplotě tání se rozlišují následující typy pájek:
Měkké nebo nízkoteplotní pájení. Teplota tání slitiny nepřesahuje 300 °C. Použitá slitina je na bázi olova. Dále se přidává cín, zinek nebo stříbro. Měkké pájení je vhodné pro trubky s teplotou proudícího média do 110 °C a tlakem do 16 atmosfér. Uvedené parametry odpovídají domovním vodovodům;

Nízkoteplotní pájecí slitina pro měděné trubky
Tvrdá nebo vysoká teplota. Používá se pro potrubí s vyšším tlakem nebo teplotou proudícího média, např. pro topné systémy. Základem slitiny je měď. Jako další kovy se používají stříbro, zinek a titan. Průměrná teplota tání pájky je 700 °C.
Vysokoteplotní slitina pro vysoce výkonné pájení potrubí
Tvrdé a měkké pájení se provádí pomocí přídavné látky - tavidla, které má tyto funkce
- dodatečně čistí pájecí spoje od oxidů, které brání vytvoření pevného spoje;
- Odmastí spojované části trubek;
- zvyšuje tekutost pájky používané k pájení, a tím zvyšuje pevnost spoje;
- chrání spoj potrubí před oxidací během používání potrubí.
Tok může být:
- Vysokoteplotní (nad 450 °C);
- Nízká teplota (pod 450 °C).
Typ tavidla se vybírá pro konkrétní typ pájení.
Flux lze vyrobit:
- v kapalném stavu;
- v pevné formě;
- ve formě pasty.

Typy tavidel pro pájení
Příklady prefabrikovaných měděných potrubí
Následující fotografie ukazují několik příkladů, na kterých je již instalatérské potrubí z měděných trubek dokončeno:
A zde je měděné potrubí v systému podlahového vytápění (i když to není přesně k tématu této sekce):
Instalace měděných trubek vlastníma rukama je poměrně jednoduchá, ale ne každý si může dovolit měděné trubky - cena měděných trubek je velmi vysoká. Navíc při nekvalitním vodovodním potrubí dochází k oxidaci, zelená se a oxidy mědi, které se dostávají do vody (pitné), mírně řečeno neprospívají zdraví. Takže rozhodnutí, zda použít měděné trubky ve vodovodním systému vašeho domova, samozřejmě, na vás.









instalace měděných trubek vlastníma rukama, měděné trubky instalatérství
Technologie pájení měkkou pájkou
Před pájením měděných trubek je třeba říci několik slov teorie: pokud je proces pájení vědomější, mnoho jemností se ukáže až v průběhu práce. V domácnostech a plochých vodovodních systémech se používá takzvané "nízkoteplotní", "měkké" pájení: pájecí body se zahřívají na 250-300 C, což umožňuje roztavení měkké pájky (obvykle cínu), ale tyto teploty jsou nebezpečné i pro měděné trubky, takže expozice musí být cílená a krátkodobá.
 Měkké pájení měděných vodovodních trubek
Měkké pájení měděných vodovodních trubek
Odjehlení trubek těsně před pájením není pouhou estetickou manipulací, ale nezbytným předpokladem pro odstranění oxidačních produktů na kovu a pro maximální spojení materiálů. Při měkkém pájení dochází ke kapilárnímu efektu, kdy se roztavená měkká pájka pro pájení měděných trubek rovnoměrně rozprostře po celém povrchu spoje bez ohledu na to, zda je trubka ve vodorovné nebo svislé poloze. Doporučená vzdálenost mezi stěnou trubky a tvarovkou je striktně stanovena na 0,1-0,15 mm: větší vzdálenost vyžaduje více pájky nebo vůbec nezajistí kapilární efekt, menší vzdálenost vytvoří nadměrnou překážku pro tok pájky.
Vyhněte se chybám

Začátečníci se při pájení měděných trubek často dopouštějí řady běžných chyb. Patří mezi ně:
- Nedostatečné zahřátí prvků vedení, které vede k neúplnému roztavení pájky. Takový spoj selže při jakémkoli zatížení.
- Nadměrné přehřátí slitiny mědi naopak vede k destrukci vrstvy tavidla. To pak vede k tvorbě oxidů a okují na povrchu kovu. Takový účinek vede také k destrukci kloubu.
- Ignorování bezpečnostních opatření. Vzhledem k tomu, že se pracuje s chemickými prvky a při vysokých teplotách, je nutné používat ochranné rukavice a obličejovou masku.
- Při kontrole spoje se ujistěte, že trubička v místě pájení vychladla.
- Při pájení dbejte na dobré větrání místnosti. Je to nutné, protože při pájení se používají agresivní kyselé látky.
- Užitečný je také ochranný oděv z hrubé látky, protože hrozí nebezpečí, že se jiskry z plamene a částečky pájky dostanou na tělo a způsobí popáleniny.
Video: Technologie pájení měděných trubek
Pravidla pájení mědi
Když potřebujete pájet měděný výrobek nebo výrobek obsahující měděné součásti, neexistuje jednoznačná odpověď na otázku, jak a čím je to nejlepší. Volba techniky a nástrojů závisí na mnoha faktorech, jako je velikost a hmotnost dílů a jejich složení. Zohledňuje se také namáhání, kterému mají být již pájené součásti vystaveny. Existuje několik metod pájení a je lepší je všechny znát, abyste si v případě potřeby mohli vybrat nejvhodnější metodu.
Pájení velkých dílů
Schéma kapilárního pájení mědi.
Pokud potřebujete pájet pevné nebo velké díly, které nelze zahřát na správnou teplotu páječkou, používá se hořák a měděná pájka. Topidlem je pak borax. Pevnost měď-fosforové pájky je vyšší než pevnost standardní cínové pájky.
Na mechanicky očištěnou trubku nebo drát se nanese tenká vrstva tavidla. Poté se na potrubí nasadí tvarovka, která se rovněž mechanicky očistí. Spoj se zahřívá plynovým hořákem, dokud se nezmění barva mědi pokryté tavidlem. Tavidlo by se mělo zbarvit do stříbrné barvy a poté lze přidat pájku. Pájka se okamžitě roztaví a pronikne do mezery mezi trubkou a tvarovkou. Jakmile začnou na povrchu trubky zůstávat kapičky pájky, odstraňte ji.
Trubky by se neměly přehřívat, protože to nepřispívá k větší kapilaritě. Naopak měď zahřátá na černo je méně náchylná k pájení. Pokud kov začne černat, přestaňte zahřívat.
Pájení vodičů nebo drátů
K pájení tenkých měděných vodičů nepoužívejte pájku na bázi chloridu zinečnatého, protože by došlo k poškození mědi. Pokud nemáte k dispozici flux, můžete rozpustit tabletu aspirinu v 10-20 ml vody.
Schéma svařování mědi v prostředí inertního plynu.
Měděný drát nebo díly různých průřezů lze snadno zahřát páječkou na požadovanou teplotu. Teplota by měla být taková, při které se pájka, cín nebo olovnatý cín, roztaví a pájka je připájena. Tavidla musí obsahovat kalafunu nebo být na její bázi, lze použít pájecí olej nebo dokonce samotnou kalafunu.
Povrch drátu se očistí od nečistot a oxidového filmu a díly se taví. Při tomto procesu se na zahřátou měď nanese tenká vrstva tavidla nebo kalafuny a poté se pájka co nejrovnoměrněji rozetře po povrchu pomocí páječky. Díly, které je třeba spojit, se spojí a znovu zahřejí páječkou, dokud se již ztuhlá pájka nezačne znovu tavit. Jakmile se tak stane, páječka se odstraní a spoj vychladne.
Díly lze upnout do svěráku tak, aby vzdálenost mezi nimi byla 1-2 mm. Naneste na díly tavidlo a zahřejte je. Do mezery mezi díly se přivede pájka, která se roztaví a mezeru vyplní. Teplota tání pájené slitiny musí být nižší než teplota tání mědi, aby se díly nedeformovaly. Díl se ochladí, pak se omyje vodou a v případě potřeby se přebrušuje smirkovým papírem, dokud není hladký a homogenní.
Pájecí náčiní nebo pájecí otvory v mědi
Při pájení se používá čistý cín, který má vyšší bod tání než cínová nebo olověná pájka. Někdy se k pájení velkých dílů používají kladívkové pájky, které se zahřívají otevřeným plamenem plynového hořáku nebo pájecí lampy. Následuje standardní postup odizolování, tavení a cínování, spojování dílů a zahřívání páječkou. Právě pro tuto pájku se hodí čistá cínová pájka.
Na vnitřní straně šroubení je obvykle rámeček, který zabraňuje jeho proklouznutí potrubím. Pokud by se měla tvarovka nasadit na trubku dále, lze ji odstranit hrubým pilníkem, a tím zapájet nepotřebný otvor.



