
- Vysokotlaké tlakové přípojky
- Metoda č. 4: Připojení pomocí tlačítka
- Další varianty pájení: měděné trubky a různé kovy
- Nuance pájení mědi: jak to dělat správně
- Jak pájet měď a hliník
- Jak pájet měď a nerezovou ocel
- Pájení mědi a železa - je to možné?
- Technologie pájení mědi
- Odřízněte díl s požadovanou délkou
- Naneste tavidlo na povrch trubky
- Spojování dílů před pájením
- Vytváření spoje nízkoteplotním pájením
- Tvorba švů při vysokoteplotním pájení
- Typy měděných trubek
- Co je potřeba pro pájení měděných trubek
- Spotřební materiál a nástroje
- Pájka a tavidlo
- Hořák
- Související materiály
- Kde použít
- 3 Jak se pájí měděné trubky?
- Montáž měděných trubek
- Montáž pomocí kování
- Nástroje a materiály
- Návod k montáži
Vysokotlaké krimpovací spoje
Pokroky v technologii lisovacích spojek a vývoj materiálů O-kroužků umožňují použití lisovacích spojek ve vysokotlakých systémech. Vysokotlaké systémy však vyžadují poněkud odlišnou konfiguraci lisovacích čelistí.
Výsledek spojení technikou dvojitého krimpování 360°
Krimpovací spoje pro nízkotlaká, procesní a nemedicínská vedení stlačeného plynu používají jeden standardní šestihranný lisovací tvar.
Krimpovací spoje s vyšším tlakem vyžadují použití speciálně navržených lisovacích šroubení a upínacích čelistí, které zajišťují dvojité krimpování šroubení v rozsahu 360°.
Metoda č. 4: Připojení Push-connect
Charakteristickým rysem metody push-to-connect je to, že k instalaci není zapotřebí žádné další nářadí, hořáky, speciální topné plyny ani elektřina. Montáž typu Push-to-connect zajišťuje integrované elastomerové těsnění a úchytný kroužek z nerezové oceli.
Způsob montáže push-connect je snadný na použití a praktický ve všech ohledech.
Typické tlakové a teplotní rozsahy pro zásuvné sestavy jsou uvedeny v tabulce:
| Typ montáže | Rozsah tlaku, kPa | Teplotní rozsah, ºC |
| Lisované uložení, D = 12,7 - 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Pro tento typ montáže existují dva běžné typy kování. Obojí vytváří robustní a spolehlivé montážní celky. Zatímco však jeden typ šroubení push-to-connect umožňuje snadné vyjmutí sestavy po instalaci, např. pro údržbu systému, druhý typ tuto konfiguraci nepodporuje. V tom se kování od sebe liší.
Kování Push-to-connect: levé - skládací provedení; pravé - neskládací provedení
Před montáží jednotky musí být dokončeny všechny přípravné práce na měděném potrubí, jak je popsáno výše.
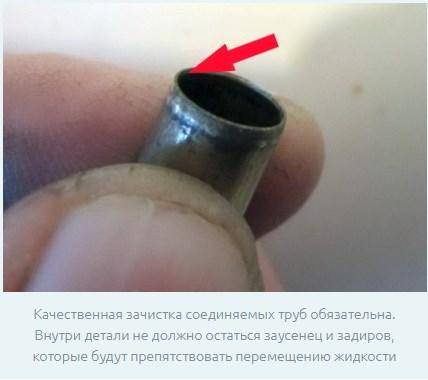
Zde je třeba věnovat zvláštní pozornost čištění zkoseného konce měděné trubky pomocí smirkového papíru, nylonové brusné tkaniny nebo hygienického hadříku. Tím je zajištěna neporušenost těsnění v okamžiku vložení. měděné trubky do těla šroubení.
Při montáži dochází k tuhému zatlačování a současně otáčení do těla kování. Pohyb měděné trubky do tvarovky se provádí tak dlouho, dokud se měděná trubka nedotkne zadní části kalichu tvarovky. Tento bod je obvykle označen předem vyznačenou hloubkou zasunutí na povrchu mědi.
S pomocí informací: Cooreg
Další varianty pájení: práce s měděnými trubkami a různými kovy
Pájení měděných trubek vyžaduje určité zkušenosti s touto prací. Pokud se tedy domácí kutil pouští do takových prací poprvé, vyplatí se předem si je procvičit, aby nemusel stávající vodovod nebo topení několikrát předělávat. Měděné trubky lze pájit buď tvrdou pájkou (plynovým hořákem), nebo měkkými slitinami. V druhém případě je vhodné použít výkonnou kladívkovou pájku na měděné trubky.
 Pečlivé a kvalitní pájení je zárukou dlouhotrvajícího spojení.
Pečlivé a kvalitní pájení je zárukou dlouhotrvajícího spojení.
nuance pájení mědi: jak to dělat správně
Nejlepším materiálem pro pájení měděných trubek je kalafuna. Naneste rovnoměrnou vrstvu tohoto tavidla na trubku a připojte k ní trubku. Druhá část trubky se nasadí na zadní stranu tvarovky. Poté se kování zahřeje plynovým hořákem a na švy se "nanese" pájka. Vysoká teplota roztaví pájku, vyplní spoj a vytvoří těsný spoj.
 Někdy se musíte obejít bez kování
Někdy se musíte obejít bez kování
Pájení měděných trubek vlastníma rukama není příliš obtížné, ale tato práce vyžaduje péči a pozornost. Samozřejmě, že ne všechno lze vysvětlit slovy srozumitelné, takže nabízíme našim milým čtenářům video, jak pájit měď s plynovým hořákem, ze kterého je vše jasnější.
 Podívejte se na toto video na YouTube
Podívejte se na toto video na YouTube
Po vyřešení problému, jak pájet měděné trubky doma, můžete přejít k dalšímu problému, a to k pájení neidentických kovů (měď s hliníkem, železem nebo nerezovou ocelí).
Jak pájet měď s hliníkem
Pájení hliníku na měď je poměrně složitý proces. Je třeba poznamenat, že je nepravděpodobné, že by stejná pájka fungovala pro hliník jako pro měď a naopak. Kombinování těchto kovů je mnohem snazší pomocí ocelové zásuvky. Přestože jsou dnes u výrobců k dispozici speciální pájky a tavidla pro tyto účely, jejich cena je značná, což činí takovou práci nerentabilní.

Problémem je, že měď a hliník jsou v konfliktu. Mají různou lámavost a hustotu. Hliník navíc silně reaguje s mědí a začíná oxidovat. Tento proces se urychluje zejména tehdy, když kloubem prochází elektrický proud. Pokud je tedy nutné k propojení měděných a hliníkových vodičů nejlépe se samosvornými svorkovnicemi WAGO, uvnitř kterých je kontaktní směs Alu-Plus. Tím se z hliníku odstraní oxid, zabrání se jeho následné tvorbě a usnadní se normální kontakt s měděnými vodiči.









Jakmile zjistíte, jak pájet měď s hliníkem, můžete přejít k tvrdším kovům.
 Někdy se bez takového spojení neobejdete.
Někdy se bez takového spojení neobejdete.
Jak pájet měď a nerezovou ocel
Při pájení mědi na nerezovou ocel není ani tak důležitý samotný pájecí materiál, ale použitý nástroj, i když spotřební materiál je také velmi důležitý. Nejvhodnějšími materiály jsou v tomto případě:
- měď-fosforová pájka;
- cín-stříbro (Castolin 157);
- radiotechnické.
Někteří mistři tvrdí, že při správném přístupu k práci postačí i nejběžnější pájka na bázi cínu a olova. Hlavní je použití tavidla (borax, kyselina pájecí), důkladné zahřátí a teprve poté pájení (nanášení pájky).
 Komplexní pájení mědi a nerezové oceli
Komplexní pájení mědi a nerezové oceli
Tento typ spojení je vzácný a specializované pájené slitiny pro takové aplikace jsou poměrně drahé.
Pájení mědi na železo - je to možné
Taková varianta je možná, ale za určitých podmínek. Například jako ohřívač již není vhodný obyčejný propanbutanový hořák. Musí se používat propan s kyslíkem. Jako tavidlo by se měl použít borax, ale pájka bude mosazná. Jedině tak můžete doufat v dobrý výsledek. Není obtížné koupit pájku pro pájení mědi na železo nebo nerezovou ocel. Hlavní je pochopit, zda budou nadměrné náklady oprávněné.
 Pájení měděných a železných trubek je také možné.
Pájení měděných a železných trubek je také možné.
A nyní navrhujeme podívat se, jak elegantně mohou domácí řemeslníci provádět práci pájení trubek různých účelů.
1 z 5





Technologie pájení mědi
Jakmile si připravíte nářadí a materiál, můžete trubky v následujících krocích spárovat:
- řezání obrobků na části;
- Odmašťování a odstraňování oxidů;
- spojování prvků;
- pájení spojovacího vedení.
Stříhání na délku
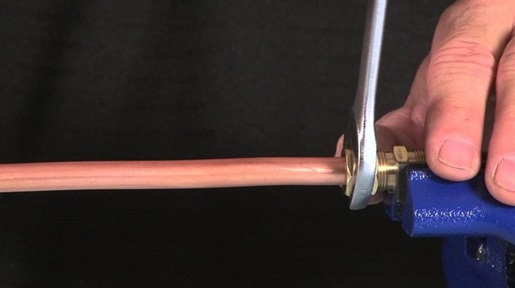
Svařování měděných trubek začíná označením trubky, která se poté rozřeže na kusy požadované délky. Při značení je třeba vzít v úvahu délkovou rezervu potřebnou ke spojení trubek po rozšíření čela. Ruční řezný nástroj umožňuje upnutí trubky a následné obtočení karbidového válečku kolem vnějšího povrchu obrobku. Při prořezávání tělesa trubky je válec přitlačován seřizovacím šroubem, což umožňuje rovnoměrný řez.
Polotovary lze ořezávat pomocí pilky na kov a speciální šablony, která zajišťuje kolmost řezu. Při řezání trubku nestlačujte, protože ovalita vnějšího povrchu sníží těsnost spoje (v důsledku změny mezery, která nebude vyplněna pájkou). Vzniklý otřep se odstraní pomocí smirkového papíru a kovové škrabky. Poté je jedna z hran opracována výstružníkem, aby vznikl vzduchotěsný spoj se zvýšenou pevností.
Fluxování povrchu potrubí
Svařování měděných trubek vlastníma rukama vyžaduje odstranění oxidů z povrchu spojovaných dílů. Obrobky se otřou odmašťovacím prostředkem (např. acetonem) a poté se na spojované hrany nanese činidlo. Nedoporučuje se používat vysoké dávky fluxu, účinné látky. rovnoměrně a v tenké vrstvě na spojovací ploše. K nanášení činidla bez zanechání vláken na povrchu se používá štětec.
Spojování dílů před pájením
Po nanesení tavidla se trubky spojí a doporučuje se je spojit ihned po naolejování povrchu (aby se snížilo riziko usazování prachu). Díly se během spojování vůči sobě otáčejí, aby se rozprostřel tavný tok a zajistilo těsné spojení. Tavidlo ze spoje odstraňte suchým hadříkem, nenechávejte tavidlo na částech z neželezných kovů, protože by způsobilo degradaci materiálu.
Tvorba spojů při nízkoteplotním pájení

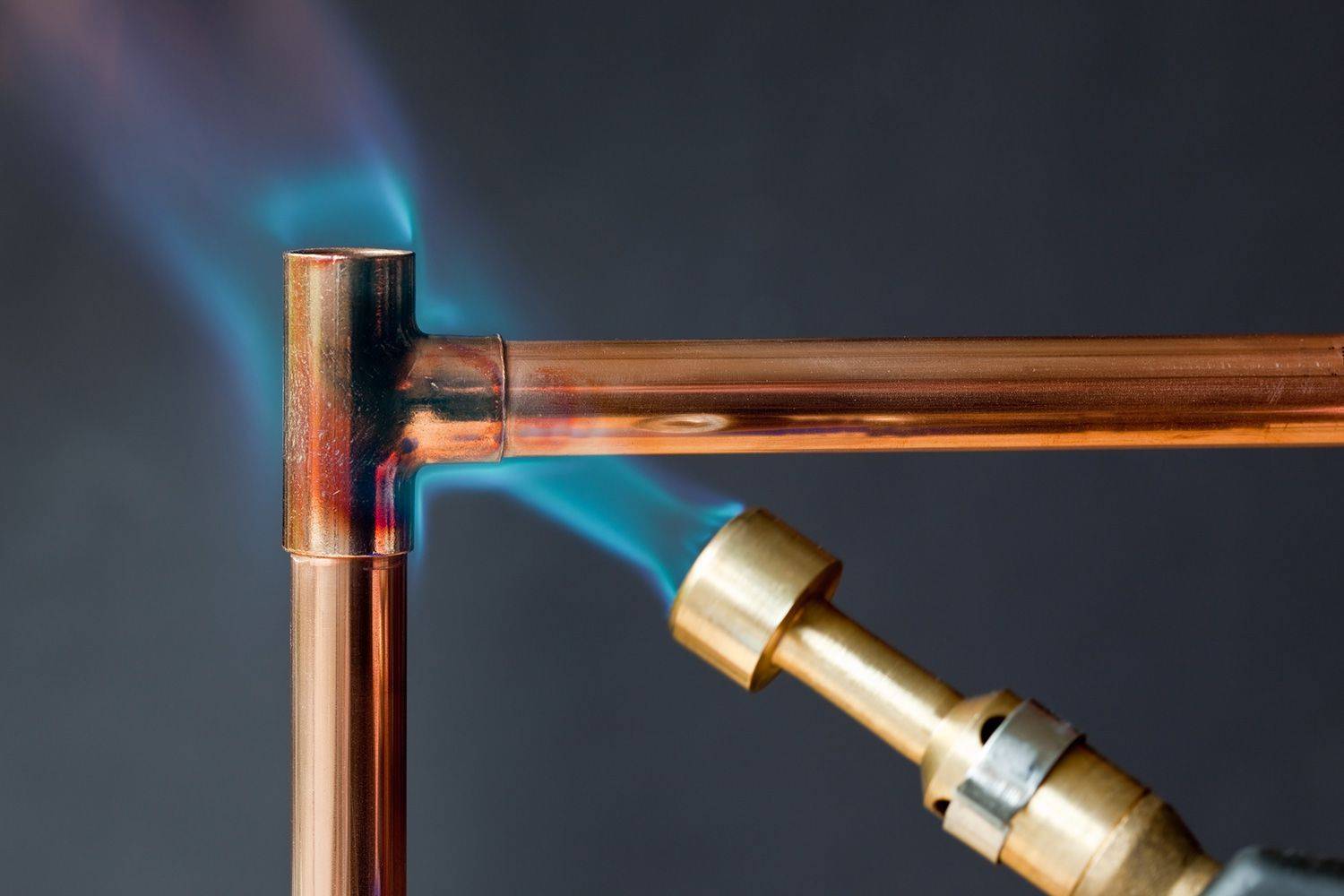
Při nízkoteplotním procesu se používá tavidlo určené ke snížení nárůstu tepla ve spoji. Pájení měděných trubek plynovým hořákem spočívá v přiložení hořáku na oblast spoje, přičemž se hořák pohybuje podél spoje a zajišťuje rovnoměrný ohřev dílů. Poté se v ruce drží pájecí tyčinka a zavádí se do mezery mezi trubkami. Roztavený kov začne proudit po povrchu, hořák se posune do strany a pájka vyplní spoj vlivem teploty zahřáté trubky.










Tvorba švů při vysokoteplotním pájení
Při použití žáruvzdorných pájek se trubka zahřeje hořákem na zvýšenou teplotu. Hořák se pohybuje podél spoje, dokud se trubka nezačne zahřívat na třešňově červenou barvu (což odpovídá 750 °C). Do spoje se pak přivádí pájka předehřátá plamenem hořáku.
Pájka se při kontaktu s vyhřívanými trubkami roztaví a rovnoměrně vyplní montážní mezeru. Není třeba nanášet přebytečnou pájku, protože materiál zůstane na vnější straně potrubí. Po dokončení postupu vyčkejte 2-3 minuty, jakmile teplota spoje klesne a pájka vykrystalizuje, zbytky tavidla se odstraní. Další opracování spoje není nutné.
Typy měděných trubek
Komponenty musí být vybrány před výrobou potrubí. Lze zakoupit dva typy dílů:
- Nevyhřívané - vysokopevnostní součásti s nízkou tažností. Po výrobě nejsou dále tepelně zpracovávány.
- Žíhané - díly, které jsou dodatečně tepelně zpracovány. Vytvrzují se při teplotě přibližně 700 stupňů Celsia. Materiál získává vysoký stupeň tvárnosti. Díky dodatečnému tepelnému zpracování jsou odolnější vůči kritickým teplotám.
Měděné trubky se liší tloušťkou stěny a velikostí svitků, ve kterých se prodávají. Podle GOST musí být vyrobeny z čisté mědi.
Co je potřeba k pájení měděných trubek
Pájení měděných trubek, vlastníma rukama provádět to není obtížné, nevyžaduje drahé vybavení a žádné speciální materiály. K jeho správnému provedení budete potřebovat následující zařízení.
Hořák, jehož prostřednictvím bude provedeno zahřátí pájky a části trubek, kde budete provádět jejich připojení. Takový hořák je obvykle napájen propanem, jehož tlak lze regulovat pomocí redukčního ventilu.
Speciální nástroj pro řezání měděných trubek. Měděné trubky jsou velmi měkké a musí se řezat opatrně, aby nedošlo k rozdrcení stěn. Na současném trhu jsou k dispozici různé modely řezaček trubek, které se liší jak funkčností, tak technickými možnostmi.
Konstrukce některých modelů těchto přístrojů umožňuje jejich použití i na těžko přístupných místech.
Rozšiřovač trubek je zařízení, které umožňuje zvětšit průměr měděné trubky, což je nezbytné pro zlepšení kvality pájení. Různé systémy měděných trubek se skládají z prvků se stejným průřezem a pro vytvoření dobrého spoje je nutné mírně zvětšit průměr jednoho ze spojovaných prvků. Právě tento úkol řeší zařízení, jako je expandér.
Právě to je úkolem nástroje, jako je expandér.
Sada na zkosení měděných trubek
Nástroj na zkosení konců měděných trubek. Po oříznutí zůstávají na koncích součástí otřepy, které mohou bránit dosažení dobrého a bezpečného spoje. K jejich odstranění a dosažení požadované konfigurace konců trubek se před pájením používá nástroj pro zkosení. V současné době jsou na trhu k dispozici dva hlavní typy nástrojů pro srážení hran: nástroje pro srážení kulatých hran a nástroje pro srážení tužkových hran. Kulatá zařízení jsou pohodlnější na používání, ale jsou také dražší a zvládnou měkké měděné trubky o průměru až 36 mm.
Pro správnou přípravu měděných trubek k pájení je nutné z jejich povrchu odstranit všechny nečistoty a oxidy. K tomuto účelu se používají kartáče a štětce, jejichž štětiny jsou vyrobeny z ocelového drátu.
Pájení měděných trubek se obvykle provádí pomocí pájky, která může být buď vysokoteplotní, nebo nízkoteplotní. Vysokoteplotní pájka je měděný drát obsahující přibližně 6 % fosforu. Takový drát se taví při 700 stupních, zatímco pro jeho nízkoteplotní formu (cínový drát) stačí 350 stupňů.
Technologie pájení měděných trubek zahrnuje použití speciálních tavidel a past, které plní ochrannou funkci. Tavidla nejen chrání vytvářený svar před vznikem vzduchových bublin, ale také výrazně zlepšují přilnavost pájky k materiálu trubky.
Kromě tavidla, pájky a dalších základních prvků jsou k pájení měděných trubek zapotřebí také další nástroje, které najdete v každé dílně nebo garáži. K pájení nebo svařování měděných výrobků si dodatečně připravte:
- obyčejnou značku;
- svinovací metr;
- vodováhu;
- malý štětec s tuhými štětinami;
- kladivo.
Před zahájením prací je také důležité rozhodnout. jak pájet měď potrubí. Existují dvě hlavní možnosti: pájení mědi tvrdou pájkou (méně časté) a použití měkké pájky. Při rozhodování je třeba mít na paměti, že existují požadavky na použití jednoho nebo druhého typu pájky nebo pájky.
Například pro pájení prvků chladicích jednotek a klimatizačních zařízení se používají tvrdé pájecí slitiny. Ve všech ostatních případech (vodovodní systémy, vytápění atd.) lze použít cínovaný drát. Ať už se však zvolí jakákoli technologie, je třeba mít na paměti, že v každém případě je nutné používat flux.
Při rozhodování o této otázce je důležité mít na paměti, že existují požadavky na použití toho či onoho typu pájky. Například pro pájení chladicích a klimatizačních komponent se používají tvrdá tavidla.
Ve všech ostatních případech (vodovodní systémy, vytápění atd.) lze použít cínovaný drát. Ať už se však zvolí jakákoli technika, je třeba mít na paměti, že v každém případě je zapotřebí topidlo.

kartáče na čištění vnitřku měděné trubky před pájením
Spotřební materiál a nástroje
Kromě trubek a tvarovek potřebujete také hořák, pájku a tavidlo - pro samotné pájení. Než začnete, pořiďte si také ohýbačku trubek a několik drobných nástrojů na ořezávání.










Čistič trubek na čištění tvarovek zevnitř
Pájka a tavidlo
Pájení jakéhokoli typu měděné trubky se provádí pomocí tavidla a pájky. Pájka je obvykle slitina na bázi cínu s definovaným bodem tání, který je však nutně nižší než bod tání mědi. Přivádí se do pájecí zóny, zahřívá se do tekutého stavu a vtéká do spoje. Po vychladnutí poskytuje pevné a pevné spojení.
Pro hobby pájení měděných trubek vlastníma rukama jsou vhodné slitiny na bázi cínu se stříbrem, vizmutem, antimonem a mědí. Za nejlepší se považují přípravky se stříbrem, které jsou však nejdražší, nejlepší jsou ty s přísadami mědi. Existuje také olovo, ale to by se nemělo používat v instalatérských aplikacích. Všechny tyto typy pájek zajišťují dobrou kvalitu svaru a snadné pájení.

Tavidla a pájky jsou základním spotřebním materiálem
Pájka je k dispozici v rolích měkké pájky, tvrdá pájka je k dispozici v baleních a rozřezaná na části.
Pájený spoj se před pájením ošetří tavidlem. Tavidlo je tekutá nebo pastovitá látka, která zajišťuje, aby roztavená pájka tekla do spoje. Zde není moc na výběr: stačí jakékoliv tavidlo pro měď. K nanášení tavidla budete potřebovat také malý štětec. Nejlépe s přírodními štětinami.
Hořák
Pro práci s měkkou pájkou si můžete koupit malý ruční hořák s jednorázovou plynovou lahví. Tyto plechovky se připevňují na rukojeť a mají objem 200 ml nebo více. Navzdory svým malým rozměrům dosahuje teplota plamene 1100 °C a více, což je více než dostatečné pro roztavení měkké pájky.
Jednou z věcí, na kterou je třeba si dát pozor, je piezoelektrické zapalování. Tato funkce není zbytečná a usnadní vám práci.
Na knoflíku ručního plynového hořáku je ventil. Reguluje délku plamene (intenzitu přívodu plynu). Tento ventil uzavře přívod plynu, pokud je třeba hořák zhasnout. Bezpečnost zajišťuje zpětný ventil, který uzavře přívod plynu, pokud není plamen.

Ruční hořák pro pájení měděných trubek
Některé modely jsou vybaveny deflektorem plamene. Tím se zabrání šíření plamene a v pájecí zóně se vytvoří vyšší teplota. Díky tomu může deflektorový hořák pracovat i na těch nejnepříjemnějších místech.
Při práci s domácími a poloprofesionálními modely dávejte pozor, abyste přístroj nepřehřáli, aby nedošlo k roztavení plastu. Proto nedělejte mnoho spojů najednou - je lepší nechat zařízení vychladnout a mezitím připravit další spoj.
Vhodné materiály
K řezání měděných trubek potřebujete řezačku na trubky nebo pilku na železo s jemnými zuby. Řez by měl být dokonale svislý, což zajišťuje fréza na trubky. Pro zajištění hladkého řezu lze použít běžnou truhlářskou pilu.

Řezačka trubek
Při přípravě trubek je třeba je odjehlit. Existují speciální kovové kartáče a kartáče na trubky (na čištění vnitřku), ale vystačíte si i se středním a jemným smirkovým papírem.
Pro odstraňování otřepů jsou k dispozici fazetovací stroje. Trubku lze do tvarovky lépe zasunout, protože objímka je jen o zlomek milimetru větší než vnější průměr. Sebemenší odchylka tak vede k potížím. V zásadě je však možné vše odstranit smirkovým papírem. Zabere to jen více času.
Doporučuje se mít také ochranné brýle a rukavice. Většina domácích řemeslníků toto bezpečnostní vybavení zanedbává, ale popáleniny jsou velmi nepříjemné. Toto jsou všechny materiály a nástroje potřebné k pájení měděných trubek.
Kde použít
Pájení tvrdými pájkami se vyznačuje tím, že při něm musí být oblast spojovaných výrobků zahřátá na teplotu řádově 450 stupňů a více.
Pájecí slitiny se nazývají žáruvzdorné pájky, které si zachovávají své pevnostní vlastnosti i při vysokých teplotách.
 Naproti tomu měkké pájky jsou nízkoteplotní spotřební materiály, které se spojují při mnohem nižší teplotě (přibližně 200-300 ℃).
Naproti tomu měkké pájky jsou nízkoteplotní spotřební materiály, které se spojují při mnohem nižší teplotě (přibližně 200-300 ℃).
Obvykle se používají při pájení výrobků provozovaných za běžných teplotních podmínek a nezaručují kontakt při vysokých teplotách.
Schopnosti pájených slitin jsou široce využívány v aplikacích, které vyžadují svary s pevnostními vlastnostmi na pomezí svařování a nízkoteplotního pájení.
Zvláštní pozornost je věnována zachování struktury materiálů v kontaktní zóně, které nesmí po zpracování ztratit své původní vlastnosti. Karbidové spoje se nejčastěji používají v následujících situacích:
Karbidové spoje jsou nejčastěji vyžadovány v následujících situacích:
- výroba nástrojů na řezání kovů, fréz s tvrdokovovými břitovými destičkami;
- Při výrobě nádrží a kontejnerů z neželezné a nerezové oceli;
- v autoservisech (při opravách chladičů a jednotlivých součástí převodovek) a v místech, kde je použití svařování velmi nežádoucí;
- při montáži a opravách trubek z pevné slitiny mědi instalovaných v chladicích zařízeních a zařízeních pro výměnu tepla, která pracují při "kritických" teplotách nebo vyšších tlacích;
- pro spolehlivé a trvanlivé spojování tenkostěnných předmětů a dílů, které jsou v provozu vystaveny vysokému zatížení a pružným deformacím.

Použití technologie tvrdokovového pájení zajišťuje potřebnou pevnost a odolnost výsledného spoje proti přehřátí. Kromě toho se techniky tvrdokovového pájení používají při opravách měděných nebo mosazných součástí, které jsou během provozu vystaveny vysokým teplotám.








Na rozdíl od výše popsaných tvrdých pájecích materiálů je použití měkkého pájení omezeno na běžné provozní podmínky. Tato metoda se nejčastěji používá v případech, kdy je třeba dosáhnout spolehlivého spojení výrobků a dílů z tavných materiálů, které nepodléhají nadměrnému teplu a deformaci.
Pro "měkké" spojování dílů jsou oblíbené zejména kompozice cín-olovnaté pájky.
3 Jak pájet měděné trubky?
Postup instalace měděných trubek je velmi jednoduchý:
Pomocí řezačky trubek nařežte trubku (musí být umístěna kolmo k řezacímu zařízení, abyste získali co nejrovnější hranu) na potřebnou délku.
Pomocí kartáče s ocelovými štětinami odstraňte z trubky otřepy a pomocí čističe trubek otřete její povrch.
Vezměte prosím na vědomí, že je přísně zakázáno pokračovat v této práci s použitím smirkového plátna, protože malé částečky smirkového plátna zůstanou na měděném povrchu a sníží úroveň přilnavosti.
Rozšiřte druhý kus trubky na požadovaný průřez tak, aby do sebe oba kusy volně zapadaly (musí zůstat malá mezera).
Očistěte (stejnými nástroji) všechny nečistoty a otřepy z okraje expandovaného kusu.
Naneste tavidlo na trubičku s menším průřezem a rozetřete ho na povrch štětcem. Nenanášejte příliš velké množství tavidla (ani ho nerozdělujte rovnoměrně), protože tavidlo se může při zahřátí dostat dovnitř potrubí a vytvořit ztuhlé kapičky, které budou při provozu systému způsobovat zvuky způsobené pohybem vody.

Poté lze trubky spojit (vložit jednu do druhé). Aby se pájka nepřichytila k trubce, je třeba přebytečné tavidlo odstranit vlhkým hadříkem. Dalším krokem postupu je zahřátí spoje. Zahřívání spoje se zastaví, jakmile tavidlo změní barvu na stříbrnou.
Pájka je pak přivedena ke spoji a roztavena zahřátým materiálem trubky (všichni víme, že měď má vysokou tepelnou vodivost) bez tepla z hořáku. Pájka proniká mezi spojované prvky díky kapilárnímu jevu. Pájení je ukončeno, když se na povrchu trubky objeví kapičky pájky.

Poté musí spoj trubky vychladnout. Během ochlazování nesmí být systém mechanicky namáhán ani se nesmí snažit o urychlení procesu. .. Vychladlý spoj je třeba v závěrečné fázi pájení otřít hadříkem navlhčeným vodou. Tím se zajistí čistý vzhled trubky bez zbytků pájky a tavidla.
Instalace měděných trubek
Při instalaci sanitárních systémů vlastníma rukama je často nutné připojit měděné trubky k výrobkům z jiných materiálů. V systémech vytápění, rozvodů studené a teplé vody je spojení mědi s ocelí, plastem a mosazí z hlediska korozních procesů bezpečné. Kontakt mědi s pozinkovanou ocelí je naopak pro pozinkované trubky nebezpečný a vede k jejich destrukci elektrolytickými procesy. Aby nedošlo k poškození potrubí, je nutné jej spojit pomocí spojky a vést proud vody z oceli do mědi.
Před zahájením prací je nutné připravit nářadí pro instalaci měděných trubek v topných systémech nebo v systémech rozvodu teplé či studené vody. Potřebné nástroje jsou: řezačka trubek nebo pilka na kov, pilník nebo škrabka, ohýbačka trubek, pokud je potrubí složité, plynový hořák nebo horkovzdušná pistole.
Instalace měděného potrubí vlastníma rukama začíná řezáním na úseky o předem vypočítané délce. Vnější a vnitřní strana trubky by se pak měla odjehlit a v případě potřeby by se měl řez vyhladit. Použití ohýbačky trubek zabrání zploštění trubky a vzniku záhybů, které by mohly způsobit snížení výkonu trubky v těchto oblastech.
Pokud průměr trubky nepřesahuje 15 mm, nesmí být poloměr ohybu menší než 3,5, a pokud je větší než 15 mm, pak musí být poloměr ohybu čtyři. Při ručním ohýbání lze kvalitního ohybu dosáhnout pouze při poloměru 8 průměrů.
Přes svou odolnost vůči korozi mohou být měděné trubky v důsledku chybných výrobních postupů, nesprávného pájení a silného znečištění vodou s abrazivními částicemi vystaveny velmi nebezpečné důlkové korozi. Trubka koroduje v místech, kde dochází k rozpadu oxidové vrstvy. Jedním ze způsobů, jak tomuto procesu předejít, je instalace filtrů na vodovodní a topné potrubí.
Na současném stavebním trhu měděné trubky díky svým jedinečným užitným vlastnostem poměrně úspěšně konkurují výrobkům z oceli, plastu a kovových plastů, a to i přes jejich vysokou cenu.
Přestože se polymerové trubky používají stále častěji, kovové výrobky jsou stále velmi žádané. Jako kov se zpravidla používá měď, mosaz a ocel. Měď je nejlepší, pokud jde o odolnost proti korozi a vysokým teplotám. Tento článek se ve skutečnosti soustředí na připojení měděných trubek.
I když jsou měděné trubky drahé, vzhledem ke všem vlastnostem materiálu je jejich použití zcela oprávněné.
Před spojováním měděných trubek se nejprve rozhodněte, jak je spojíte, zda pájením, nebo jiným způsobem.
Montáž trubek pomocí tvarovek
Připojování měděných trubek pomocí tvarovek by se mělo provádět pouze v místech, která jsou přístupná kontrole. Důvodem je to, že spojení není zcela vzduchotěsné a časem může dojít k netěsnostem.
Výhodou šroubového spoje je, že jej lze v případě nouze opravit bez dalšího úsilí, protože výsledný spoj je oddělitelný.
Nástroje a materiály
K montáži potrubí jsou zapotřebí následující materiály a nástroje
- měděné trubky vhodného průměru;
- Šroubení nebo lisovací šroubení;

Speciální nářadí pro montáž trubek
Typy a počet tvarovek je třeba volit podle konstrukce potrubí.
- Nůžky na kovové trubky nebo pila na kov;
- ohýbačka trubek pro měděné trubky. Zařízení slouží k uspořádání potrubí s menším počtem spojů, což zvyšuje pevnost systému;
- pilník pro dokončování trubek po řezání (před spojováním). Případně lze použít jemný brusný papír;
- Páska FUM pro utěsnění závitů. Kromě pásky FUM lze použít také lněnou nit, Tangit Unilok nebo jiný těsnicí materiál;
- Klíč.
Návod k montáži
Montáž měděných trubek s tvarovkami vlastníma rukama se provádí následujícím způsobem:
- řezání trubek pro potrubí. Délka každého potrubí musí být plně v souladu s plánem vypracovaným při návrhu systému;
- Odstranění izolační vrstvy. Pokud jsou pro budovaný potrubní systém k jakémukoli účelu použity trubky s izolací, odstraní se izolační vrstva pro trvalé připojení. To se provádí tak, že se požadovaná oblast prořízne nožem a trubka se odizoluje;
- Řezná hrana se opiluje a brousí, dokud není povrch rovný. Pokud na konci potrubí zůstanou otřepy, výmoly nebo jiné nerovnosti, bude spojení méně těsné;

Čištění potrubí před připojením k tvarovce
- V případě potřeby se trubka ohne;
- Na připravenou trubku se našroubuje převlečná matice a lisovací kroužek;

Montáž kování pro spojování
- potrubí je připojeno k šroubení. Zpočátku se utahování provádí ručně a poté pomocí klíče. Během procesu utahování krimpovací kroužek spoj zcela utěsní, takže není třeba používat další těsnicí materiály. Při připojení měděné trubky k trubce nebo tvarovce z jiného materiálu je však nutné dodatečné utěsnění páskou FUM.
Uzavírací kování.
Je důležité závity příliš neutahovat, protože měkká měď se snadno deformuje.



