
- Měděné trubky a jejich použití
- Metody pájení měděných dílů
- Vlastnosti vysokoteplotních spojů
- Nízkoteplotní pájení
- Bezpečnost při pájení měděných trubek
- Další aplikace pájení: práce s měděnými trubkami a různými kovy
- Nuance pájení měděných trubek: jak to udělat správně
- Jak pájet měď a hliník
- Jak pájet měď a nerezovou ocel
- Pájení mědi a železa - je to možné?
- Spotřební materiál a nástroje
- Pájka a tavidlo
- Hořák
- Související materiály
- Podtrženo, sečteno
- Metody pájení měděných dílů
- Vlastnosti vysokoteplotních spojů
- Nízkoteplotní pájení dílů
- Jak jinak spojovat měděné součásti
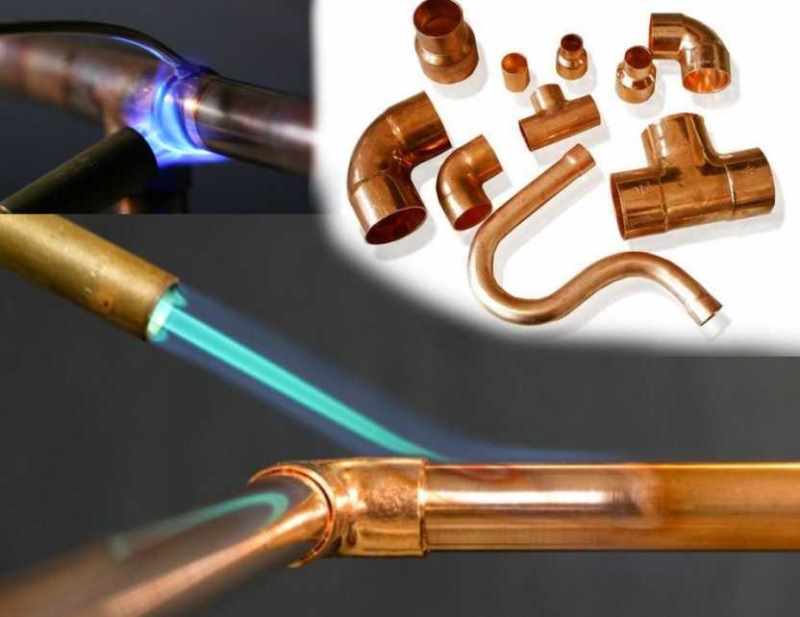
- Pájené měděné kování
- Vlastnosti pájecí mědi
- Nevýhody měděných trubek
- Měděné trubky a tvarovky
Typy měděných trubek a jejich použití
Nejčastěji se prodávají dva typy měděných trubek - nežíhané a žíhané. Při tvarování ve výrobním procesu dochází ke ztrátě pružnosti, která je v některých výrobních, domácích konstrukcích nezbytná. Pružnost se obnovuje pečením při teplotách až 700 °C. Žíhané měděné trubky jsou dražší, ale odolnější a vydrží vysoké teplotní výkyvy. Existuje však určitá nevýhoda - ztráta pevnosti výrobku, která se ztrácí při zahřátí na teplotu blízkou tavení.
Neohnuté trubky se neohýbají, ale jsou mnohem pevnější. Ke spojení měděných spojů se používají šroubení, spojení se provádí pájením. Různé tloušťky stěn umožňují výběr výrobku podle pevnostních parametrů a parametrů odvodu tepla. Žíhané materiály se prodávají ve svazcích po 25 až 50 metrech, tyto měděné trubky se obvykle dodávají v menších průměrech. Neohýbané materiály se prodávají v sériích různých délek.
Metody pájení měděných dílů
Ke spojování měděných trubek se používají pouze dvě metody pájení. Každá z nich se používá podle specifikace a vlastností dané součásti. Pájení měděných trubek vlastníma rukama je rozděleno:
- Při vysoké teplotě, jinak označované jako "tvrdá". Teplotní index při tomto režimu dosahuje 900 °C. Žáruvzdorná pájka umožňuje vyrobit spoj s vysokými hodnotami pevnosti, tato metoda se používá při stavbě potrubí vystaveného vysokým zatížením.
- Proces měkkého pájení se provádí při teplotách od 130 °C a používá se v domácích aplikacích pro trubky do průměru 1 cm. Tato technologie zahrnuje spojování na tupo s předběžnou úpravou pomocí tavné pasty.
Při práci je důležité nezapomínat, že síla plamene hořáku může dosahovat až 1000 stupňů. Klouby by proto neměly být opracovávány déle než 20 sekund. Po zahřátí se měkká pájka začne tavit a vyplní spoj.
Měkká pájka se po zahřátí roztaví a vyplní spoj.
Vlastnosti vysokoteplotního spojování
Při vysokoteplotním pájení dochází k pálení kovu při teplotě 700 °C nebo vyšší, čímž kov změkne. Při pájení se používá zařízení s plynovým plamenem, které je schopno tavit pájené slitiny. Pájka se skládá z mědi a fosforu a je k dispozici ve formě tyčinek. Při pájení měděných trubek se nepoužívá tavidlo, dodržením pořadí operací je možné spoj kvalifikovaně vyplnit.
Vysokoteplotní pájení měděných trubek
Proces začíná, když se pájecí tyčinka roztaví:
- po montáži se spoj zahřeje;
- na spoj se nanese pájka, která se změkčí plynovým hořákem;
- Po vizuálním potvrzení, že pájka byla nanesena na kov, je třeba trubku otočit a spoj zkontrolovat po celém obvodu.
Hlavní výhodou této metody je vysoká pevnost spoje měděného potrubí a v případě potřeby možnost změny průměru spoje s menší stranou. Vysoké provozní teploty kloub nezničí. Pájení pomocí tvrdých slitin vyžaduje určitou zručnost a může dojít k přehřátí, které může vést ke zničení kovu.
Nízkoteplotní pájení
Každý proces vyžaduje, aby práce byla prováděna zodpovědně. Při spojování měděných trubek měkkou pájkou se k ohřevu používá propan nebo benzínový hořák.
Je důležité vědět, že hořák s piezoelektrickým zapalováním výrazně zkrátí dobu práce, nákup drahých modelů bez této funkce není vhodný.

Technologický proces
Při tomto procesu je důležité používat kvalitní příslušenství, tavná pasta hraje ve spojení nemalou roli. Rovnoměrného nátěru měděných částí potrubí se dosáhne použitím měkkého štětce, po nanesení se přebytek odstraní hadrem. Teplota hořáku může dosahovat až 900 stupňů Celsia a je důležité, aby se obrobek během pájení nepřehřál.
Teplota hořáku může dosahovat až 900 stupňů Celsia, při pájení je důležité, abyste výrobek nepřepálili, jinak dojde k přehřátí.
Bezpečnostní opatření při pájení měděných trubek
Měděné trubky se používají jako vodiče kapalin s dobrými antikorozními vlastnostmi. Instalaci měděných trubek nelze provádět pro pitnou vodu z vodovodu. Měď přichází do styku s chlorem přidávaným k čištění vody a může vytvářet látky, které jsou pro lidský organismus škodlivé. U artézských pramenů nejsou vrty nebezpečné.











Pájení mědi v rukavicích
Je důležité používat kvalitní nářadí, práci provádět v rukavicích a sledovat stav zařízení. Tepelná vodivost kovu je poměrně vysoká, pokud se některá z komponent zahřeje a není dodržena bezpečnost, může dojít k popálení. Kvalitního svaru lze dosáhnout bez působení vnějších vlivů v podobě napětí až do úplného vychladnutí spoje.
Kvalitní spoj je možný, pokud nedojde k vnějšímu namáhání před vychladnutím spoje.
Další možnosti pájení: práce s měděnými trubkami a různými kovy
Pájení měděných trubek vyžaduje určité zkušenosti s tímto druhem práce. Pokud tedy tuto práci provádíte poprvé, vyplatí se předem si ji procvičit, abyste nemuseli stávající vodovodní nebo topenářskou přípojku několikrát předělávat. Měděné trubky lze pájit jak tvrdou pájkou (plynovým hořákem), tak měkkými slitinami. V druhém případě je vhodné použít výkonnou kladívkovou pájku na měděné trubky.
Přesné a kvalitní pájení je zárukou dlouhotrvajícího spojení.
Úskalí pájení mědi: Jak správně pájit mědí
Pro pájení měděných trubek se nejlépe používá kalafuna. Naneste rovnoměrnou vrstvu tohoto tavidla na trubku a připojte k ní trubku. Druhá část trubky se nasadí na zadní stranu tvarovky. Poté se kování zahřeje plynovým hořákem a pájka se "položí" podél švů. Při vystavení vysoké teplotě se taví, vyplní spoj a vytvoří dobře těsný spoj.
Někdy se musíte obejít bez kování.
Pájení měděných trubek vlastníma rukama není příliš obtížné, ale tato práce vyžaduje pečlivost a přesnost. Samozřejmě, že ne všechno lze vysvětlit slovy srozumitelné, takže nabízíme našim milým čtenářům video, jak pájit měď s plynovým hořákem, ze kterého je vše jasnější.
Podívejte se na toto video na YouTube
Po vyřešení problému, jak pájet měděné trubky doma, můžete přejít k dalšímu problému, a to k pájení neidentických kovů (měď s hliníkem, železem nebo nerezovou ocelí).
Jak pájet měď s hliníkem
Pájení hliníku na měď je poměrně složitý proces. Je třeba poznamenat, že je nepravděpodobné, že by stejná pájka byla vhodná pro hliník jako pro měď a naopak. Spojení těchto kovů je mnohem snazší pomocí ocelové spojky. Přestože jsou dnes u výrobců k dispozici speciální pájky a tavidla pro tyto účely, jejich cena je značná, což činí takovou práci nerentabilní.
Pájení mědi a hliníku je poměrně obtížné
Problémem je, že měď a hliník jsou v konfliktu. Mají různou lámavost a hustotu. Kromě toho hliník silně reaguje s mědí a začíná oxidovat. Tento proces se urychluje zejména tehdy, když kloubem prochází elektrický proud. Pokud je tedy nutné propojit měděné a hliníkové vodiče, je nejlepší použít samosvorné svorky WAGO s kontaktní pastou "Alu Plus" uvnitř. Tím se z hliníku odstraní oxid, zabrání se jeho následné tvorbě a usnadní se normální kontakt s měděnými vodiči.
Jakmile zjistíte, jak pájet měď s hliníkem, můžete přejít k tvrdším kovům.
Někdy se bez takového spojení neobejdete.
Jak pájit měď a nerezovou ocel
Při pájení mědi s nerezovou ocelí není důležitý ani tak materiál pájky, ale použitý nástroj, i když spotřební materiál s tím má také hodně společného. Nejvhodnějšími materiály jsou v tomto případě:
- měď-fosforová pájka;
- cín-stříbro (Castolin 157);
- radiotechnické.
Někteří mistři tvrdí, že při správném přístupu k práci postačí i nejběžnější pájka na bázi cínu a olova. Hlavní je použití tavidla (borax, kyselina pájecí), důkladné zahřátí a teprve poté pájení (nanášení pájky).










Komplexní pájení mědi a nerezové oceli
Tento typ spojení je vzácný a specializované pájené slitiny pro takové aplikace jsou poměrně drahé.
Pájení mědi na železo - je to možné
To je za určitých podmínek možné. Například obyčejný propanbutanový hořák již není vhodný jako topení. Musí se používat propan s kyslíkem. Jako tavidlo se musí použít borax, ale jako pájka se použije mosaz. Pouze v tomto případě můžete doufat v normální výsledek. Koupit pájku k pájení mědi se železem nebo nerezovou ocelí není obtížné koupit. Hlavní je pochopit, zda budou zbytečné náklady oprávněné.
Pájení mědi a železa je také možné
A nyní se podíváme na to, jak elegantně mohou domácí řemeslníci provádět pájení trubek různých účelů.
1 z 5
Spotřební materiál a nástroje
Kromě trubek a tvarovek potřebujete také hořák, pájku a tavidlo pro pájení. Než začnete, potřebujete také ohýbačku trubek a několik drobných předmětů pro obrábění.
Čistič trubek na čištění tvarovek zevnitř

Pájka a tavidlo
Pájení měděných trubek jakéhokoli typu se provádí pomocí tavidla a pájky. Pájka je obvykle slitina na bázi cínu se specifickým bodem tání, který je však nutně nižší než bod tání mědi. Přivádí se do pájecí zóny, zahřívá se do tekutého stavu a vtéká do spoje. Po vychladnutí poskytuje pevné a pevné spojení.
Pro hobby pájení měděných trubek vlastníma rukama jsou vhodné slitiny na bázi cínu se stříbrem, vizmutem, antimonem, mědí. Za nejlepší složení jsou považovány ty s příměsí stříbra, které jsou však nejdražší, nejlepší jsou ty s příměsí mědi. Existují i ty s olovem, ale ty by se neměly používat v instalatérských aplikacích. Všechny tyto typy pájek zajišťují dobrou kvalitu svaru a snadné pájení.
Tavidla a pájky jsou nezbytným spotřebním materiálem
Před zahájením pájení se spoj ošetří tavidlem. Tavidlo je tekutá nebo pastovitá látka, která zajišťuje, že roztavená pájka teče do spoje. Není moc na výběr: hodí se jakékoli tavidlo pro měď. K nanášení tavidla budete potřebovat také malý štětec. Nejlépe s přírodními štětinami.
Hořák
Pro práci s měkkou pájkou si můžete koupit malý ruční hořák s jednorázovou plynovou lahví. Tyto plechovky se připevňují na rukojeť a mají objem od 200 ml. Ačkoli je plamen malý, dosahuje teploty 1100 °C a vyšší, což je více než dost na roztavení měkké pájky.
Za pozornost stojí přítomnost piezoelektrického zapalování. Tato funkce není zbytečná - bude se s ní lépe pracovat. Na rukojeti ručního plynového hořáku je ventil.
Ovládá délku plamene (intenzitu přívodu plynu). Pokud je třeba hořák zhasnout, vypne také přívod plynu. Bezpečnost zajišťuje zpětný ventil, který uzavře přívod plynu, pokud plamen zhasne.
Na rukojeti ručního plynového hořáku je ventil. Reguluje délku plamene (intenzitu přívodu plynu). Stejný ventil uzavře přívod plynu, pokud je třeba hořák zhasnout. Bezpečnost zajišťuje zpětný ventil, který uzavře přívod plynu, pokud není plamen.
Ruční hořák pro pájení měděných trubek
Některé modely jsou vybaveny deflektorem plamene. Tím se zabrání šíření plamene a v pájecí zóně se vytvoří vyšší teplota. Díky tomu může deflektorový hořák pracovat i v těch nejnepříjemnějších místech.









Při práci s domácími a poloprofesionálními modely je třeba dbát na to, abyste přístroj nepřehřáli, aby se plast neroztavil. Proto byste neměli provádět mnoho pájecích prací najednou - je lepší nechat zařízení vychladnout a mezitím připravit další spoj.
Vhodné materiály
K řezání měděných trubek potřebujete řezačku na trubky nebo pilku na železo s jemnými zuby. Řez by měl být přísně svislý, což zajišťuje řezačka trubek. A abyste měli jistotu rovného řezu pilkou na železo, můžete použít normální tesařskou rovinu.
Řezačka trubek

Při přípravě trubek je třeba je odjehlit. Existují speciální kovové kartáče a štětečky (na čištění vnitřku), ale postačí i středně a jemně zrnitý brusný papír.
Pro odstraňování otřepů jsou k dispozici fazetovací stroje. Trubku lze do tvarovky lépe zasunout, protože objímka je jen o zlomek milimetru větší než vnější průměr. Sebemenší odchylka tak vede k potížím. V zásadě je však možné vše odstranit smirkovým papírem. Zabere to jen více času.
Doporučujeme také ochranné brýle a rukavice. Většina domácích kutilů tato bezpečnostní opatření zanedbává, ale popáleniny jsou velmi nepříjemné. Toto jsou všechny materiály a nástroje potřebné k pájení měděných trubek.
Podstata procesu
Takto vytvořené potrubí je díky použití měděných trubek při instalaci vysoce spolehlivé a mimořádně odolné. Takový systém je samozřejmě poměrně nákladný, ale je plně odůvodněn jedinečnými vlastnostmi, které má.
Je důležité si uvědomit, že měděné trubky lze použít jak ve vodovodních, tak v topných systémech. V obou případech vykazují nejvyšší spolehlivost a trvanlivost.
Pájení měděných trubek je nejjednodušší a nejspolehlivější způsob jejich propojení. Tato technologie spojování se používá již poměrně dlouho, je dobře známá a v praxi nepůsobí žádné problémy. Podstatou této metody je, že spoj mezi spojovanými díly je vyplněn speciální směsí, která se nazývá pájka. Aby pájka pro pájení měděných trubek pronikla do spoje mezi díly a vyplnila jej, roztaví se při vysoké teplotě. Jakmile se pájka přestane zahřívat a zcela vyplní budoucí spoj, vytvrdne a vytvoří bezpečný, pevný a odolný spoj.
Pájení mědi je výhodné také proto, že spojené prvky trubek lze v případě potřeby vždy snadno oddělit. Aby byla pájka měkká a poddajná, stačí spoj zahřát.

Proces pájení měděných trubek
Pájení měděných součástek
Pájení je považováno za optimální metodu spojování měděných součástek. Během procesu roztavená pájka vyplní malou mezeru mezi součástmi a vytvoří těsný spoj. Existují dva nejběžnější způsoby výroby těchto spojů. Jedná se o vysokoteplotní a nízkoteplotní kapilární pájení. Podívejme se, jak se od sebe liší.
Vlastnosti vysokoteplotních spojů
V tomto případě se měděné prvky spojují při teplotě vyšší než +450 stupňů. Pro pájení se volí slitiny na bázi spíše žáruvzdorných kovů, jako je stříbro nebo měď. Poskytují trvanlivý svar, který je odolný vůči mechanickému poškození a vysokým teplotám. Takový kloub se nazývá tvrdý kloub.
Při vysokoteplotním kapilárním pájení, kdy teplota přesahuje 450 °C, se k vytvoření spoje používá žáruvzdorná pájka BAg nebo BCuP.
Zvláštností tzv. tvrdého pájení je žíhání kovu, které vede k jeho změkčení. Proto, aby se minimalizovala ztráta pevnostních vlastností mědi, měl by se hotový svar chladit pouze přirozeně, bez použití umělého ofukování nebo ponoření součásti do studené vody.
Plné spoje se používají pro trubky o průměru od 12 mm do 159 mm. Ke spojování plynových potrubí se používá vysokoteplotní pájení. V instalatérském průmyslu se používá při montáži vodovodních trubek pro monolitické spojování dílů o průměru větším než 28 mm. Používá se také v případech, kdy teplota kapaliny cirkulující v potrubí může překročit +120 stupňů.










Vysokoteplotní pájení se používá také k montáži topných systémů. Jeho výhodou je možnost vytvořit odbočku z dříve sestaveného systému, aniž by bylo nutné jej nejprve demontovat.
Nízkoteplotní pájení v detailech.
Měkké nebo nízkoteplotní pájení je spojování měděných součástí při teplotách nižších než +450 °C. Jako pájecí materiál se používají měkké, snadno tavitelné kovy, jako je cín nebo olovo. Šířka švu vytvořeného tímto pájením se může pohybovat od 7 do 50 mm. Výsledný kloub se nazývá měkký kloub. Je méně odolný než pevný, ale má řadu významných výhod.
Při nízkoteplotním pájení vzniká tzv. měkký spoj. Toto pájení je méně pevné než tvrdé pájení, a proto jej nelze použít ke spojování plynových trubek.
Hlavní rozdíl spočívá v tom, že při pájení nedochází k žíhání kovu. Její síla proto zůstává stejná. Navíc teplota při nízkoteplotním pájení není tak vysoká jako při vysokoteplotním pájení. Proto je považován za bezpečnější. Takzvané měkké spoje se používají k montáži trubek malých průměrů: od 6 do 108 mm.
V instalatérství se k montáži vodovodních a topných sítí používají nízkoteplotní spoje, ale za podmínky, že teplota cirkulující kapaliny v nich bude nižší než +130 stupňů. Tento typ připojení je pro plynové potrubí přísně zakázán.
Jak jinak lze připojit měděné prvky
Díky dlouhé životnosti, odolnosti proti korozi, nízké hmotnosti a antibakteriálním vlastnostem jsou měděné spoje v určitých kruzích velmi oblíbené. Vysoký tepelný výkon umožňuje použití tohoto materiálu v chladicích systémech. Před pájením měděných trubek je nutné určit způsob pájení. Kromě tepelných účinků existují různé tvarovky, jejichž použití závisí na poškození nebo konstrukci spoje.

Šroubení pro měděné trubky
Typy měděných tvarovek pro pájení
Alternativní metodou k pájení je použití tvarovek při spojování měděných trubek. Existují dva základní typy:
- Krimpovací šroubení mají uvnitř konstrukce kroužek, který umožňuje vytvořit těsný spoj. Konstrukce je vyrobena z mosazi.
- Kapilární kování s průměrem odlišným od vnějšího indexu. Proces zahrnuje pájení, při kterém se mění průměry a stlačuje se, čímž vzniká spojení.
Výše uvedené postupy se používají tam, kde dochází k častým změnám prvků. Důvodem změny může být interakce s agresivními kovy nebo spoje s různým složením materiálů.
Vlastnosti pájecí mědi
Spojování profilů se provádí obráběním hran kovu. Velikost tvarovky by měla odpovídat zadané konfiguraci, není dovoleno natahovat kov na požadovanou velikost, v takovém případě se ztrácí pevnost a pružnost. Odjehlování probíhá v pořadí, kdy se rozpínaný prvek čistí zevnitř a spojovaný prvek zvenku. Při práci s páječkou se pájka zahřívá od hrotu. K vytvoření dobrého spoje měděného potrubí je zapotřebí zkušeností, protože může dojít k nenapravitelným chybám.
Výrobky z mědi se používají téměř ve všech chladicích zařízeních různých typů. Tento materiál se osvědčil v průmyslu, v elektromechanických aplikacích a při čerpání hořlavých materiálů.
Nevýhody měděných trubek
Jednou z hlavních nevýhod je vysoká cena měděných výrobků. Alternativní materiály z plastu nebo oceli mohou být mnohem levnější. Kovový materiál je měkký, při sebemenší vnější deformaci nárazem dojde k poruše určitého úseku.
Přenos horké vody v topných systémech může být nebezpečný, protože měď má vysokou schopnost přenosu tepla. Tepelným ztrátám se zabraňuje použitím izolačních materiálů, pro bezpečný provoz je nutné zapustit potrubí do povrchových materiálů v místnosti.
Měděné trubky a tvarovky
Vysoce kvalitní měděné trubky a tvarovky, jejichž technické a užitné vlastnosti odpovídají mezinárodním normám ISO 9002, BS2 a DIN, dnes vyrábějí zahraniční i tuzemské společnosti. Tyto trubky a tvarovky úspěšně odolávají vysokému tlaku, vysokým i nízkým teplotám a mechanickému namáhání, kterému jsou vystaveny během provozu, přepravy a skladování.
Na rozdíl od dnes populárních polymerových trubek se výrobky z měděných trubek neničí slunečním zářením, nejsou postiženy korozí, která je pro výrobky ze železných kovů skutečnou pohromou. Životnost měděných trubek a tvarovek je nesrovnatelná s žádným jiným materiálem. Za zmínku stojí, že výrobky z mědi jsou prakticky věčné, jejich životnost je nejméně 100 let.

Systém vytápění a zásobování vodou s měděnými trubkami v soukromém domě
Trubky a tvarovky z mědi se používají pro uspořádání inženýrských sítí pro různé účely:
- topné systémy;
- klimatizace;
- přívod studené a teplé vody;
- plynové komunikace.
Spotřebitelé, kteří se rozhodnou používat výrobky z měděných trubek a měděné tvarovky, je využívají hlavně pro uspořádání spolehlivých a trvanlivých vodovodních sítí. Měděné armatury mají kompaktnější rozměry a vypadají mnohem úhledněji než železné výrobky. Důvodem je skutečnost, že při konstrukci a výrobě měděných tvarovek není třeba vzhledem k následné korozi dělat stěny silnější, protože jí jednoduše nepodléhají.









Ruční montáž měděných trubek v topném systému
Vysoká obliba trubek a tvarovek z mědi má několik důvodů:
- Měď má antiseptické vlastnosti, takže se ve vodovodním potrubí z tohoto kovu nevyskytují choroboplodné zárodky a kvalita vody, která jím protéká, se dokonce zlepšuje;
- instalace potrubí, pro které se používají měděné trubky a tvarovky, je mnohem jednodušší než komunikace z černých trubek;
- Vzhledem k vysoké plasticitě měděných trubek z tohoto kovu, když v nich zamrzne voda, neprasknou, ale jednoduše se deformují; ke zničení měděné trubky je nutné vyvinout vnitřní tlak rovnající se 200 Atm a takové tlaky v domácích komunikacích jednoduše neexistují.



