
- Příprava na práci
- Instalace kovových plastových trubek
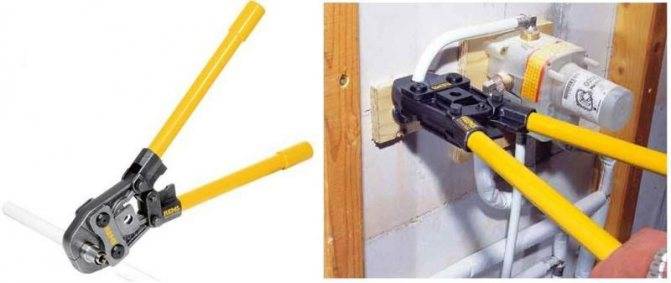
- Nástroje
- Kompresní připojení
- Tiskové připojení
- Push-fit připojení
- Upevnění na stěnu
- Klasifikace kování
- Přípravy před lisováním
- Návod k použití
- Proces lisování
- Co je tlaková zkouška a proplachování
- Ruční montáž plastových plechových trubek
- Testování v bytových domech
Příprava na práci
Všechna měřicí zařízení musí být předem zkontrolována v licencované zkušební laboratoři. Hydraulická pohonná jednotka je připojena k tlakovému vedení prostřednictvím zkušebního tlakového rozdělovače. Rozdělovač má vypouštěcí ventil a manometr. Tlakoměry jsou instalovány na konci a na začátku tlakového potrubí.
Před zahájením tlakové zkoušky musí být všechny ventily a kohouty uzavřeny.
Příprava na tlakovou zkoušku potrubí zahrnuje následující kroky:
- Naplnění okruhu pracovní kapalinou;
- Plnění potrubí až do dosažení zkušebního tlaku;
- Připojení zkušebního zařízení a příslušenství k požadovanému úseku vedení.
Instalace kovových plastových trubek
Instalace kovového plastového potrubí zahrnuje několik kroků:
- Příprava materiálů, nástrojů.
- Navázání kontaktů.
- Testování hotového potrubí.
Příprava materiálu je pro všechny spoje stejná. Trubky musí být nařezány na požadované délky podle projektu. Při měření je třeba vzít v úvahu délkový přídavek na kování.

Vzhledem k tomu, že se plastový plech prodává ve svitcích, je třeba materiál před instalací narovnat rozválením trubky na rovném povrchu. Trubku nejprve zabalte do několika vrstev hadrů.
Nástroje
Sada nářadí pro instalaci kovových plastových inženýrských sítí závisí na tom, jaké tvarovky se používají ke spojení částí potrubí.
K montáži potrubního systému z kovových plastových trubek je třeba mít:
- k řezání materiálu použijte řezačku trubek nebo pilu na kov;
- kalibrátor - pro rozšíření trubky a dokonalé přizpůsobení obvodu;
- úkosovačka - pro zkosení;
- smirkový papír pro odstranění otřepů na okrajích trubky;
- nastavitelné klíče (nebo klíče);
- lisovací čelisti pro určité klouby;
- stavebním fénem nebo ohýbacím nástrojem, například pískem.
Stříhání se provádí nejlépe nůžkami, ale lze použít i pilku na železo nebo ostrý nůž.
Když jsou okraje připraveny ke spojení, trubka se vloží do tvarovky. Existuje několik typů spojů pro vzájemné spojení kovových plastových trubek nebo pro přechod na jiný materiál:
- kompresní šroubení;
- spojení s tiskem;
- Push-fit.
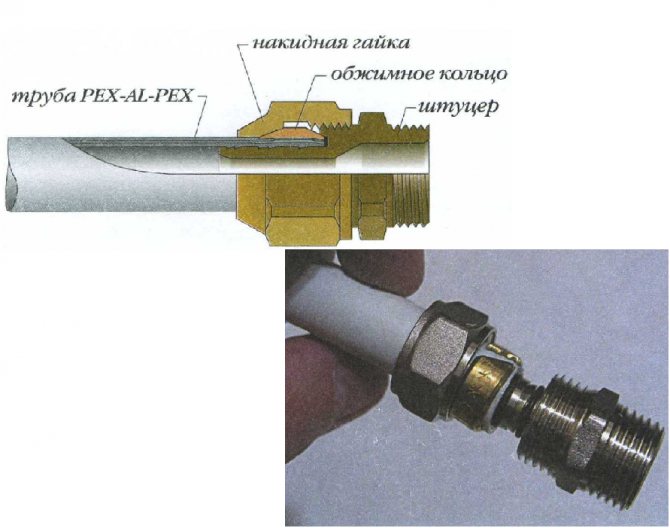
Kompresní šroubení
Spojení kovových plastových trubek pomocí lisovacích tvarovek je běžné a dostupné pro vlastní montáž. Jednotky lze demontovat a znovu sestavit. K instalaci jsou zapotřebí dva nastavitelné klíče.
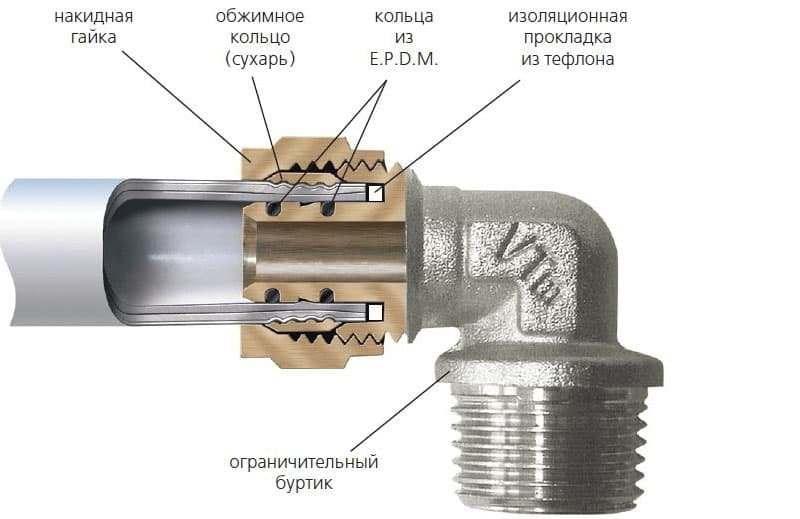
Algoritmus instalace:
- Šroubení se odšroubuje a demontuje. Na konec trubky se nasadí nástrčná matice a lisovací kroužek.
- Vnitřní stranu trubky a konec pryžového těsnění šroubení je třeba namazat hustou mýdlovou pěnou, aby se usnadnilo vyrovnání. Za stejným účelem se vnitřní průměr předem vyválcuje pomocí kalibrátoru. Tím se zabrání posunu pryžových těsnění.
- Šroubení se vloží do kloubu, kroužek se posune a matice se utáhne. Utahování se provádí pomocí dvou klíčů.
Výsledný spoj vyžaduje pravidelnou kontrolu a dotažení matice, pokud dojde k netěsnosti.
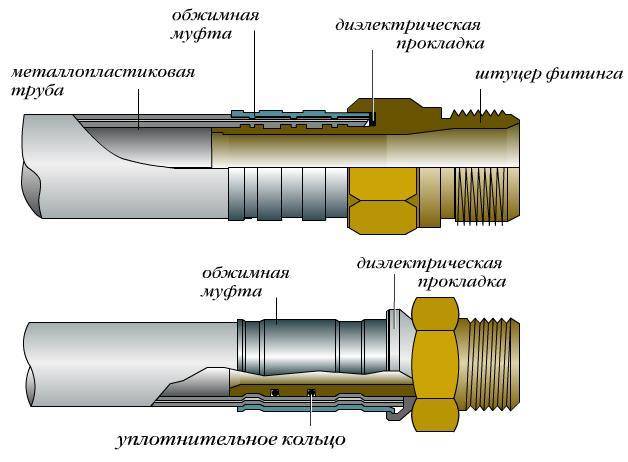
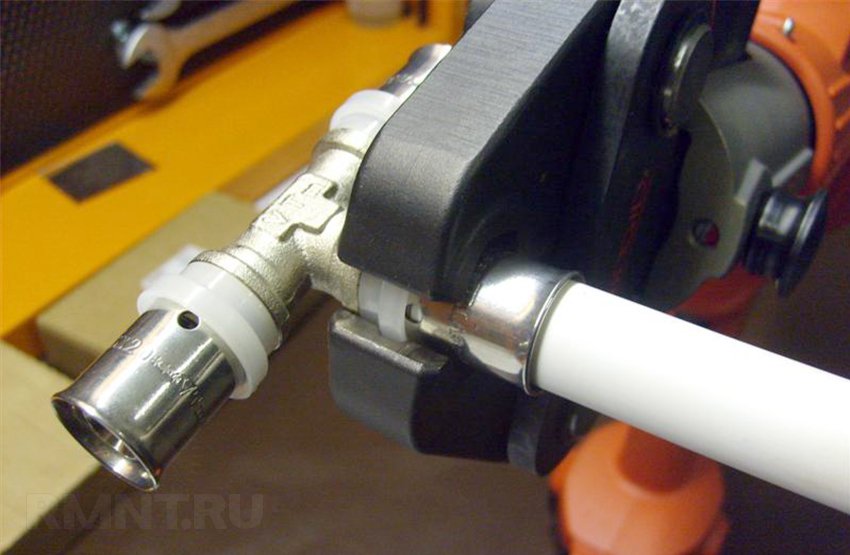
Tiskové připojení
Lisovací připojení se instaluje pomocí lisovacích konektorů a lisovacích nástrojů (ručních nebo elektrických).
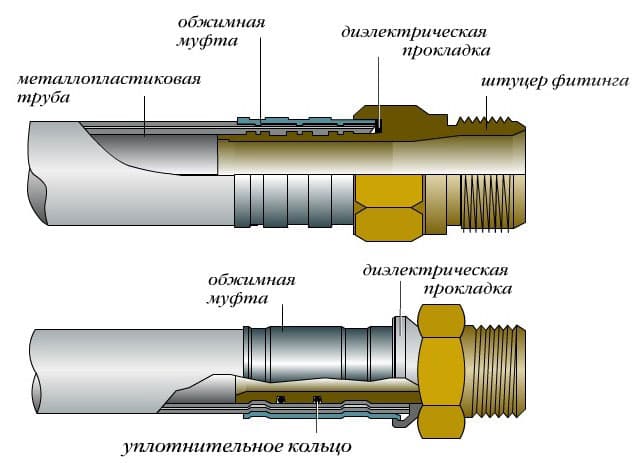
Instalační schéma:
- Příprava: řez je opracován a odjehlen. Lisovací konektor se demontuje, zkontroluje se neporušenost a dostupnost těsnění a znovu se smontuje.
- Okraj přípojky se posune přes konektor až ke kontrolnímu okénku.
- Zmačkejte pouzdro pomocí lisovacích čelistí a přitáhněte rukojeti nářadí k sobě tak daleko, jak to jen půjde.
- Postup zopakujte na opačném konci připojovací armatury.
Výsledný spoj má životnost až 50 let, ale je nezničitelný.







Push-fit připojení
Tvarovky s násuvným spojem jsou nejdražšími prvky pro spojování kovových plastových trubek. Jejich použití však nevyžaduje žádné nástroje ani dovednosti a je spolehlivé a trvanlivé.

Připravená trubka se zasune do zásuvného tělesa až k referenčnímu otvoru. Celá konstrukce se pak smontuje. Provede se zkušební průtok, pod jehož vlivem se spoj zajistí vnitřním klínem.
Upevnění ke stěnám

Zranitelnost výrobků z kovových plastů spočívá v nízké odolnosti proti mechanickému poškození v důsledku tenké hliníkové vrstvy.
Při velkých poloměrech ohybu nebo trvalých tlacích se trubka deformuje. V takovém případě se doporučuje upevnit trubku na pevný podklad - stěnu, strop nebo pod sokl. Za tímto účelem se do stěny vloží upevňovací prvek:
- klipy;
- podporuje;
- závěs.
Proces upevnění a fixace se provádí jednoduchým způsobem:
- podpěra je připevněna ke stěně v pevné poloze;
- trubka se zasune do spony s rozpínacím mechanismem. Pokud je příchytka prázdná, vloží se nejprve trubka a poté se celá konstrukce připevní ke stěně.
Klasifikace kování
Typy krimpovacích šroubení.
- úhly a ohyby (používá se pro spojování ohybů od 45 stupňů);
- kříže (pomůže vytvořit rozvětvení do dvou stran);
- T-kusy (pro jednosměrné větvení);
- zátky (k upevnění na konec trubky);
- objímky (s nimiž jsou spojeny trubky stejného průměru a orientace);
- spojky (pokud je připojení k hadici nutné).
Tvarovky, které se používají ke spojení trubek stejného průměru, se nazývají přímé tvarovky, zatímco tvarovky určené ke spojení trubek různých průměrů se nazývají přechodové tvarovky.
Na stavebním trhu je k dispozici široká škála spojek z litiny, oceli, mosazi nebo mědi.
Pokud jde o litinové, vyznačují se robustností a trvanlivostí. Litinové šroubení má oproti jiným spojovacím výrobkům, jako jsou ocelové spojky, významnou výhodu. Další pozitivní vlastností litinových prvků je jejich vysoká odolnost vůči negativním vlivům prostředí a jejich univerzálnost.
Ocelové armatury jsou v dnešním průmyslu nepostradatelné. Ještě nedávno bylo možné obcházet překážky v cestě potrubí ohýbáním trubek. Dnes už to není nutné.
Ocelové trubky lze snadno montovat a demontovat, což je také důležité.
Přípravy před tlakovou zkouškou
Činnosti, které je třeba provést před zkušební tlakovou zkouškou rozvodů plynu, musí být provedeny v souladu se směrnicemi pro bezpečnost práce uvedenými v dokumentu pro plynárny.
Příprava zahrnuje:
schéma plynovodu
- Kontrola skutečné podzemní instalace komunikace s trasou vyznačenou na schématech v projektové dokumentaci;
- Zvolte přípojná místa pro potřebné zástrčky, přístroje a regulátory;
- Určí se místo připojení kompresorového systému.
Všichni zúčastnění inženýři a pracovníci musí být poučeni o bezpečnosti práce a postupech.
Návod k použití
Bez ohledu na typ instalace a zvolené zařízení existují také obecné přípravné pracovní postupy. Tato pravidla mají usnadnit instalaci potrubního systému a měla by být dodržována:
- Musíte vypracovat plán potrubí, který vám pomůže vypočítat množství materiálu a spojek;
- Místa, kde se práce provádějí, je třeba pečlivě vyčistit, aby se zabránilo vniknutí prachu a nečistot do míst připojení a zabránilo se tak budoucím netěsnostem;
- Pokud má být připojení provedeno ke stávajícímu systému, je třeba zkontrolovat celistvost systému a připravit místo připojení;
- Trubky by se měly řezat tak, aby řez svíral přesně 90 stupňů s podélnou osou trubky, aby byla zajištěna spolehlivost a těsnost;
- Podle plánu rozvrhněte všechny trubky a spoje a zkontrolujte řez a množství všech potřebných spojovacích prvků.
Jak bylo uvedeno výše, existují tři základní možnosti spojování zesíťovaného polyethylenu. Výběr vybavení a nástrojů závisí na zvolené metodě. Všechny metody vyžadují trysky o průměru trubek a zahradnické nůžky.










První metoda je nejjednodušší. Kromě trubek a zahradnických nůžek jsou potřeba pouze lisovací nástrčné hlavice a několik klíčů. Tyto nástroje jsou potřebné k dotažení matic po nasazení spojky.
Důležité: kontrolujte proces utahování matic, aby nedošlo k poškození závitů. Matice pevně utáhněte, ale nepřetáhněte je.
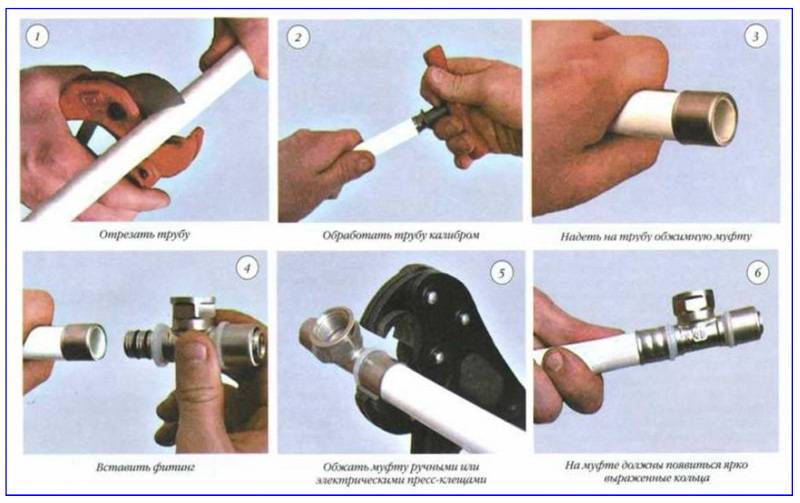
Druhou metodou je metoda lisování. Budete potřebovat kalibrátor, nůžky, expandér a lis.
S nůžkami není žádný problém, jejich účel je jednoduchý - ustřihnout trubku na požadované rozměry. Pomocí kalibrátoru opracujeme jeho hrany a zkosíme ho zevnitř. Tento nástroj je potřebný k tomu, aby trubka po řezání získala kulatý tvar.
Pak si vezmeme expandér (roztahovač) ručního typu, který se velmi snadno používá. Zanořte pracovní hrany nástroje do trubky a rozšiřte ji na požadovanou velikost. Neměli byste to dělat najednou, protože byste mohli materiál poškodit. Postupujte postupně a krouživými pohyby otáčejte expandérem. Výhodou tohoto zařízení je cena a snadné použití. Je to amatérský nástroj.
Rozšiřovač napájený z baterie je navržen tak, aby urychlil práci montážní firmy. Uživateli ušetří mnoho úsilí a času při instalaci systémů. Toto zařízení je samozřejmě mnohonásobně dražší, ale pokud je potřeba hodně práce, zvládne to a ospravedlní náklady. K dispozici jsou hydraulické výstružníky. Po přípravě potrubí je třeba do něj nainstalovat tvarovku. K tomu potřebujeme lisovací formy. Existují také hydraulické a mechanické typy. Před použitím je třeba je vyjmout z úložného pouzdra a sestavit do pracovní polohy.
Po sestavení nástroje a zasunutí spojky do trubky se k montáži spoje použije lis. To znamená, že kování zapadne na místo a shora se přitlačí montážní objímkou. Ruční lisy se doporučují pro malé průměry trubek a malé požadavky.
Hydraulické lisy nevyžadují při lisování téměř žádnou sílu. Kování a objímka se jednoduše zasunou do drážky na jednotce a poté se hladce a snadno zasunou na místo. Tento nástroj lze použít i v nepříjemných montážních místech a má otočnou hlavu. Poslední variantou spojování síťovaného polyethylenu je svařování. Jak bylo uvedeno výše, je nejdražší a zřídka používaný, ale nejspolehlivější. Kromě již známých nůžek k tomu budou potřeba expandéry a speciální spojky. Elektricky svařované armatury mají speciální jádra pro ohřev.
Po přípravě zařízení a příslušenství přistoupíme ke svařování. Za tímto účelem se na konec trubky namontuje elektrická svařovací zásuvka. Jsou na něm speciální svorky, ke kterým je třeba připojit svářečku. Zapněte jej a všechny prvky se zahřejí na teplotu tání polyethylenu, tj. asi na 170 °C. Materiál zásuvky vyplní všechny dutiny a dojde ke svaření.
Pokud přístroj není vybaven časovačem a zařízením, které má možnost odečítat kování, je nutné přístroje sledovat, aby se vše včas vypnulo. Vypněte zařízení, nebo se vypne samo, a počkejte, až sestava vychladne. Trubky se často dodávají ve svitcích a během skladování mohou ztratit svůj tvar. K tomu slouží stavební fén. Tuto vadu lze odstranit pouhým zahřátím deformované části teplým vzduchem.
Následující video poskytuje přehled o instalačních nástrojích pro topné a vodovodní systémy ze zesítěného polyethylenu.
Proces lisování
Tlaková zkouška topných systémů v soukromých domech začíná odpojením topného kotle, automatických odvzdušňovacích ventilů a expanzní nádoby od systému. Pokud k tomuto zařízení vedou uzavírací ventily, můžete je uzavřít, ale pokud jsou ventily vadné, expanzní nádoba určitě selže a kotel selže v závislosti na tlaku, který na něj vyvíjíte. Proto je lepší expanzní nádobu odstranit, zejména proto, že to není obtížné, ale v případě kotle se musíte spolehnout na to, že kohouty jsou v pořádku. Pokud jsou na radiátorech termoregulační prvky, je žádoucí je také odstranit - nejsou určeny pro vysoký tlak.









Někdy se nezkouší celý topný systém, ale pouze jeho část. Pokud je to možné, odpojí se pomocí uzavíracích ventilů nebo se nainstalují dočasné přípojky - armatury.
Postup je pak následující:
- Pokud byl systém v provozu, vypustí se topné médium.
- K systému je připojen lisovací stroj. Z něj se odpojí hadice zakončená převlečnou maticí. Tato hadice se připojuje k systému na libovolném vhodném místě, a to i na místě odstraněné expanzní nádoby nebo místo vypouštěcího kohoutu.
-
Nalijte vodu do nádrže tlakového čerpadla a pomocí čerpadla ji napumpujte do systému.
- Před zvýšením tlaku musí být ze systému odstraněn veškerý vzduch. To lze provést čerpáním systému s otevřeným vypouštěcím kohoutem nebo odvzdušněním přes odvzdušňovací otvory na radiátorech (Maevského kohouty).
- Systém se uvede pod provozní tlak a nechá se stát nejméně 10 minut. Během této doby se vypustí veškerý zbývající vzduch.
- Tlak se zvýší na zkušební tlak a ponechá se po určitou dobu (upravenou předpisy ministerstva energetiky). Během zkušebního období se zkontrolují všechny přístroje a spoje. Kontrolují se, zda nedochází k únikům. I mírně vlhká spára se považuje za netěsnost (mlžení je rovněž třeba opravit).
- Během tlakové zkoušky se kontroluje úroveň tlaku. Pokud během zkoušky jeho pokles nepřekročí normu (předepsanou v SNiP), považuje se systém za v pořádku. Pokud tlak klesne byť jen o málo pod normu, je třeba hledat netěsnost, opravit ji a znovu začít s tlakovou zkouškou.
Jak bylo uvedeno výše, zkušební tlak závisí na typu zkoušeného zařízení a systému (vytápění nebo teplá voda). Doporučení Ministerstva energetiky uvedená v "Pravidlech technického provozu tepelných zařízení" (str. 9.2.13) jsou pro přehlednost shrnuta v tabulce.
| Typ testovaného zařízení | Zkušební tlak | Doba trvání testu | Přípustný pokles tlaku |
|---|---|---|---|
| sestavy výtahů, ohřívače vody | 1 MPa (10 kgf/cm2) | 5 minut | 0,02 MPa (0,2 kgf/cm2) |
| Systémy s litinovými radiátory | 0,6 MPa (6 kgf/cm2) | 5 min 0,02 MPa (0,2 kgf/s2 ) 5 min | 0,02 MPa (0,2 kgf/cm2) |
| Systémy s deskovými a konvektorovými otopnými tělesy | 1 MPa (10 kgf/cm2) | 15 minut | 0,01 MPa (0,1 kgf/cm2) |
| Systémy teplé vody s kovovými trubkami | provozní tlak + 0,5 MPa (5 kgf/cm2), nejvýše však 1 MPa (10 kgf/cm2). | 10 minut | 0,05 MPa (0,5 kgf/cm2) |
| Rozvody teplé vody z plastových trubek | Pracovní tlak + 0,5 MPa (5 kgf/cm2), nejvýše však 1 MPa (10 kgf/cm2). | 30 minut | 0,06 MPa (0,6 kgf/cm2), s další zkušební dobou 2 hodiny a maximálním poklesem 0,02 MPa (0,2 kgf/cm2). |
Upozorňujeme, že při zkouškách topení a vodovodního potrubí z plastových trubek je doba udržování zkušebního tlaku 30 minut. Pokud během této doby nejsou zjištěny žádné odchylky, má se za to, že systém tlakovou zkouškou prošel.
Test však pokračuje další 2 hodiny. Během této doby nesmí pokles tlaku v systému překročit standardní hodnotu 0,02 MPa (0,2 kgf/cm2).
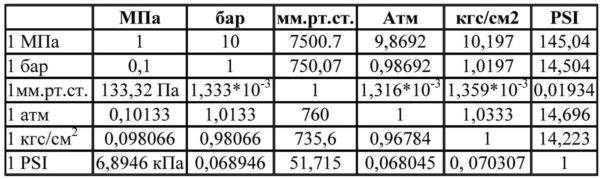
Tabulka shody různých jednotek tlaku
Na druhé straně SNIP 3.05.01-85 (bod 4.6) obsahuje další doporučení:
- Zkoušky topných a vodovodních systémů se musí provádět při tlaku 1,5 pracovního tlaku, ne však nižším než 0,2 MPa (2 kgf/cm2).
- Systém je považován za v pořádku, pokud po 5 minutách pokles tlaku nepřesáhne 0,02 MPa (0,2 kgf/cm).
Který standard použít, je zajímavá otázka. Oba dokumenty jsou stále v platnosti a neexistuje žádná jistota, takže jsou oba platné. Ke každému případu je třeba přistupovat individuálně a zohlednit maximální tlak, pro který jsou jeho prvky navrženy. Například pracovní tlak litinových radiátorů je max. 6 Atm, resp. zkušební tlak bude 9-10 Atm. Totéž platí pro všechny ostatní součásti.
Co je proplachování a tlaková zkouška
Proplachování a tlaková zkouška topných systémů se provádí v případě, že vrstva usazenin v potrubí je příliš silná na to, aby mohla dále fungovat. Jako preventivní opatření se tato opatření provádějí jen zřídka, protože jsou poměrně časově náročná a nákladná. Při hydropneumatickém proplachování se používají kyselé roztoky, které odstraňují vodní kámen ze stěn potrubí směrem ven. Kovové částice ulpívají na vnitřních stěnách trubek, čímž zmenšují jejich průměr. To vede k:
- zvýšení tlaku;
- zvýšení rychlosti teplonosného média;
- nižší účinnost;
- zvýšené náklady.
Co je to tlaková zkouška topného systému - jedná se o jednoduchou zkoušku, při které se zjišťuje, zda je použití takového zařízení bezpečné a zda vydrží potřebné namáhání. Nikdo se přece nechce stát obětí netěsného okruhu a skončit jako pacient na popáleninové jednotce. Tlaková zkouška topného systému se provádí podle SNiP. Jedná se o povinný postup. Následuje dokument potvrzující, že obvod je technicky v pořádku. Zde jsou uvedeny hlavní případy, kdy je topný systém pod tlakem:
- při montáži a uvedení nového obvodu do provozu;
- po provedení oprav;
- preventivní prohlídky;
- Po vyčištění potrubí kyselými roztoky.
Tlaková zkouška topného systému se provádí podle SNiP č. 41-01-2003 a č. 3.05.01-85 a podle pravidel technického provozu topných jednotek.
Z těchto pravidel je známo, že taková činnost, jako je tlaková zkouška topného systému, se provádí buď vzduchem, nebo kapalinou. Druhá metoda se nazývá hydraulická a první se nazývá manometrická, neboli pneumatická, neboli bublinková. Pravidla pro tlakovou zkoušku topného systému stanoví, že zkouška vody může být provedena pouze tehdy, pokud je teplota v místnosti vyšší než pět stupňů. Jinak hrozí, že voda v potrubí zamrzne. Tlaková zkouška topného systému vzduchem tento problém odstraňuje a provádí se během chladného období. V praxi se hydraulické tlakové zkoušky topného systému používají častěji, protože se každý snaží provést nezbytné rutinní práce před příchodem topné sezóny. V zimě se provádí pouze oprava případných závad.
Tlakovou zkoušku topného systému zahajte až po odpojení kotle a expanzní nádoby od systému, jinak dojde k jejich poškození. Jak provést tlakovou zkoušku topného systému:
- Veškerá kapalina v okruhu je vypuštěna;
- pak se do ní nalije studená voda;
- Jak se plní, přebytečný vzduch z okruhu se vypouští;
- Jakmile se voda nahromadí, připojí se k okruhu zvyšovač tlaku;
- jak je topný systém natlakován - počet atmosfér se postupně zvyšuje. Maximální zkušební tlak nesmí být vyšší než mezní hodnota odporu různých součástí obvodu;
- Po určitou dobu se ponechá vysoký tlak a zkontrolují se všechny spoje. Měli byste se podívat nejen na závitové spoje, ale také na místa, kde jsou části obvodu svařeny.
Ještě jednodušší je natlakovat topný systém vzduchem. Jednoduše vypusťte všechnu chladicí kapalinu, uzavřete všechny vývody v okruhu a natlakujte do něj vzduch. Tímto způsobem je však obtížnější odhalit závadu. Pokud je například v potrubí kapalina, při vysokém tlaku vytéká případnou mezerou. Vizuálně je snadno rozpoznáte. Pokud však v trubkách není žádná kapalina, uniká pouze vzduch. Je slyšet pískání.
Pokud není slyšet žádné pískání a šipka na manometru ukazuje netěsnost, je třeba všechny spoje navlhčit mýdlovou vodou. Pro usnadnění nelze kontrolovat celý systém, ale rozdělit jej na segmenty. Snadněji pak lze topné potrubí natlakovat a zjistit případné netěsnosti.
Instalace kovových plastových trubek vlastníma rukama
Stříhání trubek se provádí nůžkami na kov nebo speciální pilkou na železo. Frézy se používají k řezání malých až středně velkých průměrů kovů a jsou běžné v profesionálních instalacích. Nože jsou jednodušší domácí spotřebiče a lze je pořídit i v cenově dostupné kategorii, hlavní je, aby měly pohodlnou a vyváženou rukojeť a samotné nože byly ostré a vyrobené z kvalitního kovu. Řezačky jsou vybaveny vnitřním kalibrátorem, který umožňuje nejen řezat kovový laminát, ale také obnovit deformovaný tvar hran.







Kromě speciálního nářadí vyžaduje instalace kovového potrubního systému použití univerzálnějšího nářadí: měřicího pásku, klíčů správné velikosti, nástroje na sražení hran, smirkového plátna, expandéru, pokud se používají lisované spoje.
Instalatérské systémy z plastu a kovu jsou nejen odolné a praktické, ale také se snadno instalují. Proces může provádět i osoba bez potřebných znalostí. Se sadou nejjednoduššího nářadí lze při dodržení jednoduchých montážních pravidel provést základní montážní práce kvalitně a hospodárně.
Plast v kombinaci s kovem je dobrý tandem, ale je také "strach" z agresivních mechanických a ultrafialových účinků, je třeba vzít v úvahu, když jsou položeny otevřeně.
Pokud má být instalace uzavřeného typu, musí být zajištěny šachty pro přístup k lisovacím armaturám.
Topný systém se může skládat také z trubek MP, ale v tomto případě je třeba věnovat zvláštní pozornost kontrole celistvosti všech prvků a zajistit, aby všechny prvky byly co nejtěsněji spojeny. Při vybalování nových součástí systému nepoužívejte ostré předměty, i mikro škrábanec může vážně poškodit celý systém.
Kovové podpěry a závěsy trubek používané při instalaci by měly být opatřeny měkkými těsněními, aby se zabránilo mechanickému poškození plastového povrchu.
Stejně jako šatní skříň začíná věšákem, instalace plastového potrubí začíná výběrem a upevněním kulových kohoutů.
Tento prvek je pro celý systém zásadní, neměli byste na něm šetřit a kupovat čínské levné analogy.
Kvalitní vodovodní kohoutek musí odolat až 60 atmosférám a vysokým teplotám.
Stejně jako šatní skříň začíná věšákem, instalace plastových trubek začíná výběrem a instalací kulových kohoutů.
Tento prvek je pro celý systém nesmírně důležitý a neměli byste na něm šetřit a kupovat levné čínské analogy. Kvalitní baterie musí být schopna odolat až 60 atmosférám a vysokým teplotám. V případě úniku vody je to kohoutek, který dokáže co nejrychleji zastavit tok vody.
Pokud kohoutek neplní svou přímou funkci ve správný okamžik, může dojít k vážnému poškození vodovodního systému.
V případě úniku vody je to právě vodovodní kohoutek, který může co nejrychleji zastavit tok vody. Pokud kohoutek neplní svou přímou funkci ve správný okamžik, může dojít k vážnému poškození vodovodního systému.
Stejně jako šatní skříň začíná věšákem, instalace plastového potrubí začíná výběrem a montáží kulových kohoutů.
Tento prvek je pro celý systém zásadní a neměli byste na něm šetřit a kupovat levné čínské analogy. Kvalitní baterie musí být schopna odolat až 60 atmosférám a vysokým teplotám. V případě netěsnosti dokáže zastavit průtok vody v nejkratším možném čase.
Pokud vodovodní kohoutek neplní svou přímou funkci ve správný okamžik, může dojít k vážnému poškození vodovodního systému.
V případě úniku vody je to právě vodovodní kohoutek, který může co nejrychleji zastavit tok vody. Pokud vodovodní kohoutek ve správný okamžik nesplní svou přímou úlohu, hrozí vážné poškození vodovodního systému.
Pokud je celý systém instalován od základu, zahrnuje instalaci filtrů pro úpravu vody, měřičů, redukčního ventilu a rozdělovače pro vedení potrubí v celé oblasti. Doporučujeme instalovat potrubí společně s filtry, aby se do systému nedostaly technické nečistoty.









Přečtěte si také:
Zkoušky v bytových domech
V bytových domech lze topný systém zkoušet také tlakově vzduchem. Nyní se podíváme na požadavky na tuto práci. Pokud zjistíte únik vody, je třeba jej opravit. Bez vysokého tlaku v systému je však často obtížné najít tenké mezery ve spojích. Ve vícebytových budovách je třeba provést tlakovou zkoušku jednotlivých bytů i všech rozvodů.
Je třeba se připravit:
- Zkontrolujte všechny uzavírací ventily. Pokud jsou šoupátka vyrobena z litiny, vyměňte těsnění. Vyměňte těsnění přírubových spojů. Vyměnit je třeba také všechny šrouby, které ztratily svůj původní vzhled. Nezapomeňte nainstalovat nové tlakoměry, staré by měly být odeslány ke kalibraci, aby bylo možné rozhodnout, zda je lze nadále používat k měření.
- Vizuálně zkontrolujte všechny trubky, tvarovky, abyste odhalili i malé závady a poškození. Pokud zjistíte problémová místa, je třeba je rychle opravit.
- Zkontrolujte stav tepelně izolačního materiálu na potrubí v suterénu a mezi podlažími.
Po přípravě můžete přistoupit k samotným tlakovým pracím:
- Naplňte celý okruh vodou s nízkou tvrdostí (aby se netvořil vodní kámen). Lepší je samozřejmě čerpat do systému elektrickým čerpadlem. Tlak je 6-10 barů. Čerpadlo se pak připojí k topnému systému a zapne se tlakové čerpadlo. Poté připojte čerpadlo k topnému systému a zapněte tlakové čerpadlo. Tlak musí být nastaven předem.
- Měřte půl hodiny - během této doby musí tlak zůstat téměř na stejné úrovni. Pokud tlak neklesne, je test ukončen. Systém lze naplnit provozní kapalinou a zahájit aktivní provoz.
- Pokud tlak klesá, je topný systém vadný. Postup při tlakové zkoušce topného systému vzduchem je přibližně stejný, je však třeba použít mýdlovou vodu - bez ní se netěsnosti hledají obtížně. Po zjištění závad můžete přistoupit k vyprázdnění systému a jeho opravě. Poté je třeba celý topný systém znovu zkontrolovat.
Podobně provedete i vstupní bod - tlak by se měl pohybovat kolem 10 barů.



