- Tipy a triky
- Pájení
- Jak správně namazat vodovodní kohoutek
- Typy těsnicí pásky
- Anaerobní lepicí tmely
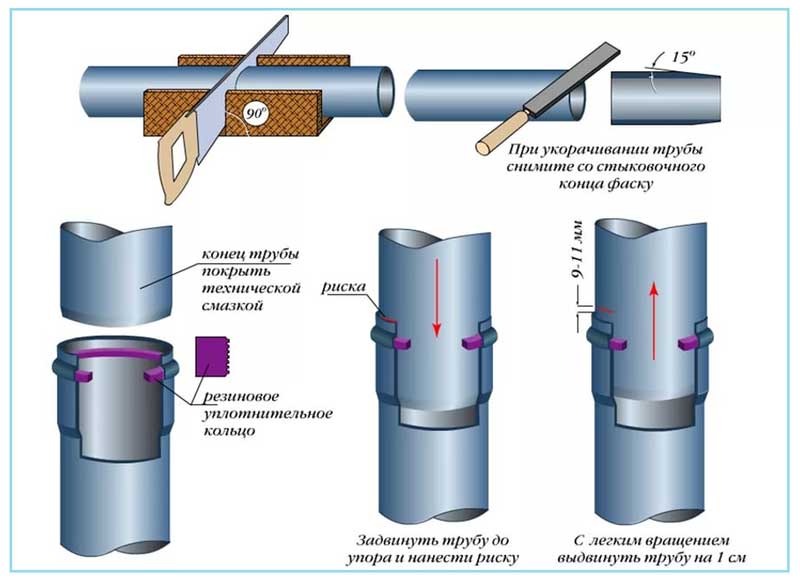
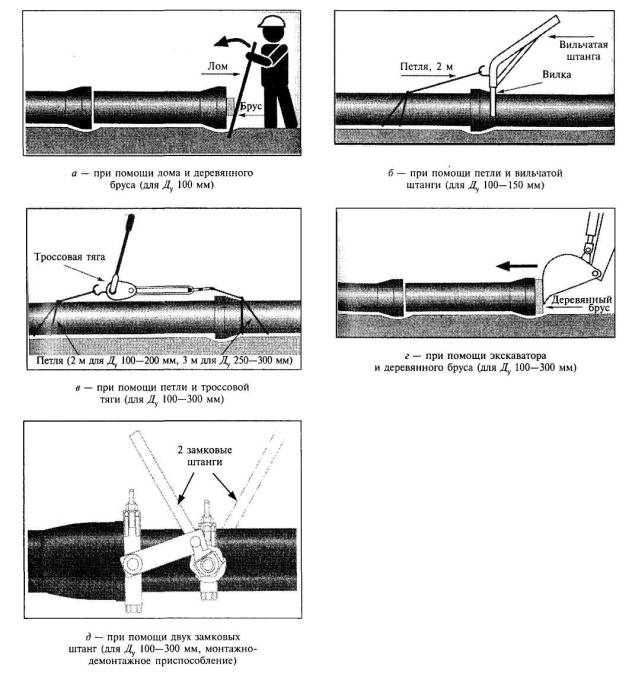
- Spojovací spoje
- Kovové a plastové spoje trubek
- Přírubové připojení plynových potrubí
- Drážkovací pasta Archimedes Norma
- Tab. 1. Brusivo GOST 3647-80
- Jaký je lešticí výkon
- Pořadí lapování
- Pořadí lavírování je následující:
- Len
- Jaký tmel je nejlepší pro instalaci topení
- Účel a rozmanitost tepelných tmelů
- Hlavní technické vlastnosti těsnicí pásky
- Pravidla pájení mědi
- Pájení velkých součástek
- Pájení vodičů nebo drátů
- Pájecí náčiní nebo pájecí otvory v mědi
- Techniky kontroly těsnosti kloubů
- Montáž závitových armatur
- Návod k montáži, krok za krokem
- Spojování kovových trubek se závitem
- Těsnění lněnou nití
- Otázka balení
Tipy a triky
Profesionální řemeslníci se s vámi podělí o několik tipů, jak co nejsnadněji a nejtrvaleji utěsnit závitové spoje.
- Není třeba se obávat, že by z vnitřní strany potrubí vyčníval nevytvrzený tmel. Během používání neztvrdne a jednoduše se smyje vodou. Anaerobní gely jsou zcela neškodné, ale přesto je lepší nechat kohoutek chvíli otevřený, aby se přebytečný tmel zcela odstranil.
- Při šroubování spojů ošetřených tmelem na závity není nutné utahovat závity klíči. Stačí maximální tlak rukou, ale musíte opravdu zabalit vší silou.
- Pokud je trubka křehká, nepokoušejte se těsnicí hmotou ošetřený spoj rozšroubovat. Vytápění by mělo být použito okamžitě. Stačí teplota 170 stupňů.
- Pokud je to možné, je lepší nepoužívat těsnicí hmoty pro dočasné instalace. Demontáž kloubů zabere mnoho času a úsilí, které se plně nevyplatí. Pro dočasné použití je nejvhodnější použít těsnicí prostředky na nitě nebo plátno.
Speciální vlastnosti tmelu na závity naleznete v následujícím videu.
Pájení
 Zařízení pro pájení PE trubek
Zařízení pro pájení PE trubek
Správněji by se mělo říkat pájení na tupo. Používá se také pro PE trubky. Předpokladem je mobilita obou spojovaných částí. V opačném případě bude proces narušen. Je stejně účinná jako elektrická spojka. K provedení prací bude zapotřebí modulární jednotka. Jejími součástmi jsou hydraulická jednotka, hořák, páječka a centrovací kus. Pro správné použití postupujte následovně:
- Ve speciálním svěráku se destičky přizpůsobí velikosti obráběné trubky.
- Trubky jsou upnuté. Nebuďte příliš horliví, pokud šrouby příliš utáhnete, konec ztratí tvar obvodu, což povede k problémům.
- Pájecí plochy se očistí od nečistot a prachu.
- Pomocí stavebního nože nebo jiného nástroje odstraňte případné odštěpky z fazety, pokud jsou přítomny.
- Pomalu otevírejte ventil na hydraulické jednotce, dokud se součásti nezačnou pohybovat na středicím dílu. Hodnota tlaku je označena jako pracovní tlak.
- Díly se oddělí a mezi ně se vloží lícovací nástroj. Spustí se a znovu se provede střih. Po několika otáčkách lopatek lze jednotku vytáhnout.
- Aby se zkontrolovalo, zda je spoj správný a rovný, znovu se zasunou a dobře zkontrolují.
- Spoje se odmastí rozpouštědlem nebo utěrkou s alkoholem.
- Páječka je nastavena na nejvyšší teplotu.
- Po dosažení nastavené teploty se vloží mezi díly.
- Tlak pro pájení se nastaví podle tabulky a středicí moduly se opět posunou. Drží se v tahu, dokud se nevytvoří 1mm přesah.
- Poté se tlak uvolní a ještě několik sekund se zahřívají.
- Díly se od sebe oddálí a topné těleso se odstraní. Během 5 sekund musí být opět spojeny pod napětím po dobu dalších 5 sekund. Poté se síla uvolní a počká se na dobu chlazení.
Dokud neuplyne doba chlazení, nesmí být svěrák nikdy odstraněn a trubky se nesmí nijak naklánět. To by mohlo způsobit netěsnost.
Jak správně namazat ventil
Obecný algoritmus opravy jakéhokoli plynového kohoutku se skládá z následujících kroků:
- Uzavřete přívod plynu.
- Odpojte napájení v řídicí místnosti. Pokud je přístup z nějakého důvodu zablokován, odpojte všechny elektrické spotřebiče a světla ze zásuvek.
- Odstraňte všechny hořlavé materiály a spotřebiče (včetně zápalek, rozpouštědel atd.).
- Zavřete dveře do kuchyně a otevřete pootevřené okno.
- Odstraňte kohoutek.
- Stoupací potrubí utěsněte vlhkým hadrem.
- Naneste mazivo.
- Odstraňte hadry a znovu sestavte kohoutek.
- Pokoj dobře vyvětrejte.
Demontáž vodovodního kohoutku vyžaduje zkušenosti a mimořádnou opatrnost. Pokud chcete plynový kohout na sporáku promazat, musíte odstranit otočné knoflíky (praporky) a přední nebo horní panel pod nimi. Tím se odhalí uspořádání vodovodního kohoutku.

U varných desek Gefest není nutné zvedat panel s hořáky - přední kryt lze poměrně snadno sejmout sám, protože je zajištěn samořeznými šrouby. Kohoutky jsou upevněny přírubami se dvěma šrouby - k jejich odstranění potřebujete křížový šroubovák.
Typy těsnicích pásek
Tento materiál se vyrábí ve formě návinu na cívce dlouhé až 10 metrů. Úspěšně se používá jako stěrka závitů potrubí v tlakových systémech, včetně vodovodních, plynových a topných systémů.
Ve spojích slouží jako deformovatelná výplň, která působí jako mazivo závitů a přispívá ke zvýšení jejich těsnosti. Tento tmel je k dispozici ve 3 typech:
- typ 1 - pro použití v potrubních systémech pro přepravu agresivních kapalin, aplikovaný pomocí čištěné vazelíny;
- typ 2 - pro čerpání silných oxidačních kapalin, který zakazuje použití dalšího těsnicího prostředku ve formě olejů;
- typ 3 - používá se pro relativně čisté kapaliny a plyny, použití tuků je vyloučeno.
Anaerobní těsnicí lepidla
Tyto materiály mají dobrou viskozitu a tekutou konzistenci. Mohou zůstat na vzduchu po dlouhou dobu, aniž by se změnily jejich vlastnosti. Při aplikaci na závitové spoje bez přístupu vzduchu polymerují bez smršťování. Výsledkem je velmi pevná a tvrdá látka s vlastnostmi podobnými plastu. Výborně těsní a zcela vyplňuje závitovou mezeru bez ohledu na tlak kapaliny nebo plynu v potrubí. Důležitou výhodou anaerobních lepidel je, že se stávají pevnou látkou pouze v závitových spojích a na volném vzduchu si zachovávají svou tekutou formu a neucpávají zařízení a ventily. Z povrchu je lze snadno odstranit. Tento materiál se hojně používá v průmyslu.
Anaerobní lepidla lze snadno aplikovat přímo z obalu. Při provádění objemných prací se vyplatí používat dávkovače. Různé typy lepidel mají různou dobu vytvrzování, od 3 minut až po několik hodin. Volba konkrétního lepidla závisí na daném technickém úkolu. Pokud je požadována rychlá montáž, měla by být použita lepidla s krátkou dobou vytvrzení. V situaci, kdy je třeba spoj upravit, lze zvolit lepidlo, které po určité době získá svůj konečný tvar.
Spoj utěsněný anaerobním lepidlem lze rozebrat běžnými nástroji. Po vytvrzení je lepidlo netoxické, takže je vhodné pro použití v potravinářském průmyslu. Pracovní teplota anaerobních tmelů se pohybuje mezi -55 °C a +150 °C. Některé z nich jsou odolné až do +200 stupňů Celsia. Pokud jsou krátkodobě vystaveny vyšším teplotám, mohou nadále plnit svou funkci, aniž by se změnily jejich vlastnosti.
Anaerobní lepidla jsou dražší než jiné typy tmelů. Zaplatí však plně inzerovanou cenu. Spolehlivost spoje s použitím anaerobního lepidla je výrazně vyšší než u jiných materiálů. Každý majitel si sám zvolí, co je pro něj důležitější: důvěra a spolehlivost nebo možnost velkých ztrát v případě selhání systému.
Mezi nesporné výhody anaerobního těsnicího lepidla patří snadné použití, utěsnění závitů bez ohledu na sílu, snadná instalace systému díky mazacím vlastnostem, schopnost odolat většímu tlaku plynu nebo kapaliny, lepší poměr ceny a kvality, udržení kapalné formy na volném prostranství.
Nevýhodou této látky je nemožnost použití v oxidačním a kyslíkovém prostředí a při nízkých teplotách v důsledku prodloužení doby polymerace. Směs lze použít pouze na suché závity a nedoporučuje se pro trubky o průměru větším než M80.
Spojovací spoje
Při rekonstrukci plynových a vodovodních systémů nebo při instalaci nových systémů vyvstává otázka, jak nejlépe propojit stoupací potrubí a utěsnit vzniklé spoje.
Pokud jde o rozebíratelné přípojky, je nejlepším způsobem připojení stoupacích potrubí použití spojek. Lze je použít jako spojky nebo adaptéry, pokud se liší lineární rozměry včetně průměrů šroubových spojů v potrubí.
- spolehlivost;
- cenovou dostupnost a širokou nabídku produktů;
- Rychlá, snadná montáž a demontáž;
- nízké náklady.
V závislosti na typu stoupacího potrubí se vyrábějí podobné připojovací armatury. Stejným způsobem se vybírá i tmel. Zatímco kovové armatury se nejčastěji utěsňují konopím a olejovou barvou, plastové díly se nejlépe utěsňují páskou FUM a syntetickým tmelem, zejména anaerobním tmelem.
Spojování kovových a plastových trubek
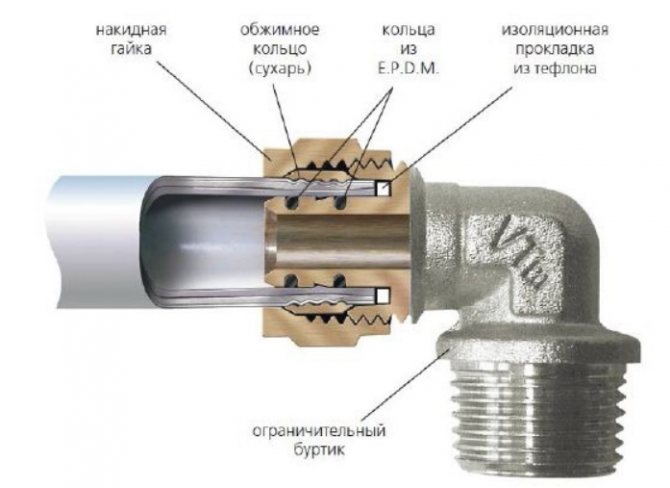
Obliba plastových trubek v domovních rozvodech často vyžaduje jejich připojení ke stávajícím kovovým trubkám. K tomuto účelu se používají speciální adaptéry. Nejčastěji se jedná o kování zvané "americké" nebo "bradavkové".







Americký trubkový adaptér se skládá ze dvou částí. Jeden konec kovového dílu má vnější nebo vnitřní závit v závislosti na typu závitu připojované trubky. Druhý konec má vnější závit. Druhá část je vyrobena z plastu a je zakončena převlečnou maticí s vnitřním závitem. Obě části se spojí našroubováním matice na závit kovového prvku. Spoj je utěsněn těsněním uvnitř převlečné matice.
Spojení mezi kovem a plastem typu female-to-metal
První část redukce je zašroubována do spojované kovové trubky a výstupní část je přivařena k plastové trubce pomocí plastového sváru.
Vsuvka je plastová objímka, do které je připájena kovová část. Zajišťuje spojení s ocelovou trubkou a samotná objímka je přivařena k plastové trubce.
Přírubové připojení pro plynové potrubí
 Přírubový spoj je nejběžnějším rozebíratelným potrubním spojem.
Přírubový spoj je nejběžnějším rozebíratelným potrubním spojem.
Díky své jednoduché konstrukci se snadno demontuje a sestavuje. V porovnání se svařovaným spojem se však vyznačuje vysokými náklady a nízkou spolehlivostí.
A pokud se změní tlak přepravovaného média, může dojít k úniku plynu.
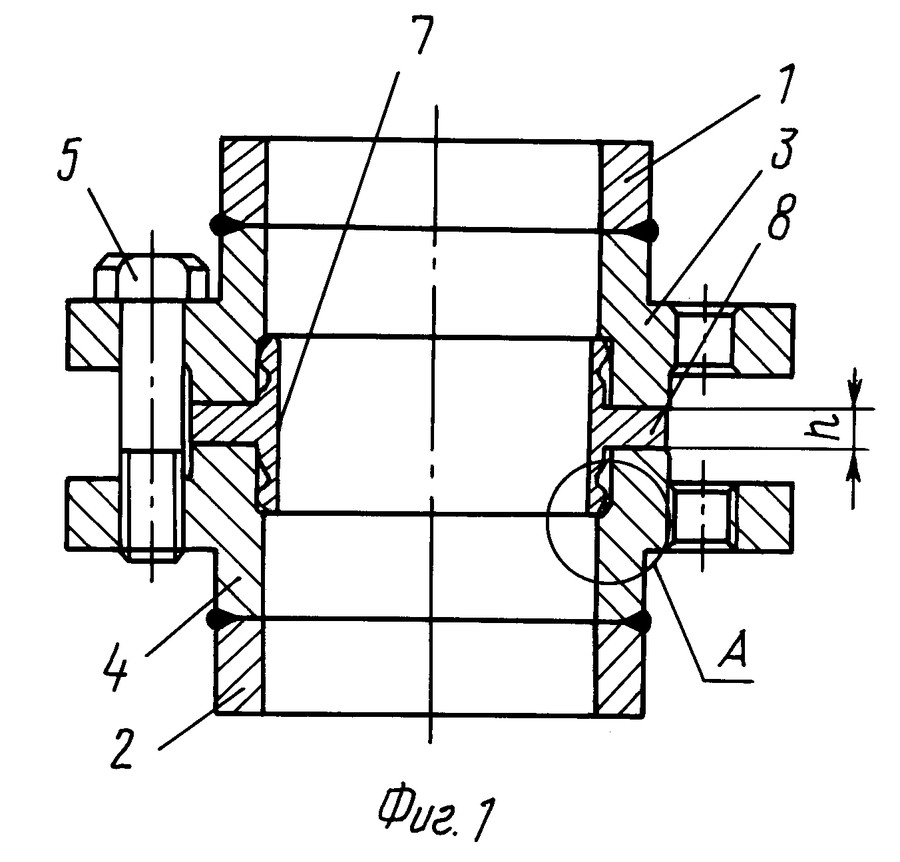
Přírubový spoj se skládá z:
- 2 příruby;
- spojovací materiál - šrouby, svorníky, matice.
- O-kroužky nebo těsnění.
Nejčastěji používaná těsnění jsou těsnění z průmyslové pryže, azbestové lepenky nebo paronitových desek.
Dobrý den, milí čtenáři. Otázka, než utěsnit závit na plynovém potrubí, je zcela relevantní. Koneckonců se jedná o velmi zranitelnou oblast. Zde jsou nejčastěji zaznamenávány úniky.
Lešticí pasta Archimedes Norma Gauze
Archimedes Norma je lešticí pasta na kovy, sklo a plasty. Usnadňuje také přípravu povrchu k leštění. Pasta umožňuje ruční i mechanické použití na všechny typy nátěrů. Pasta je určena k odstraňování: zoxidované povrchové vrstvy, pigmentovaných oblastí nátěru, vad nátěru, škrábanců a rýh a stop po hmyzu.
Tabulka 1. Brusivo GOST 3647-80
| Skupiny | Čísla | Skupiny | Čísla |
| štěrk | Zrnitost μm | štěrk | Označení |
| Grit | Mleté prášky | ||
| Sklo, korund nebo jejich směs | |||
| 63 — 50 | М63 | ||
| 50 — 40 | М50 | ||
| Mikromleté prášky | |||
| 25-28 | M 28 | ||
| 18-20 | M 20 | ||
| 12-14 | M 14 | ||
| 10 | М 10 | ||
| 7 | М 7 | ||
| 5 | М 5 |
| Procentuální složení. | Hrubé | Střední | Fine |
| Oxid chromitý | 81 | 76 | 74 |
| silikagel | 2 | 2 | 1,8 |
| kyselina stearová | 10 | 10 | 10 |
| rozdělený tuk | 5 | 10 | 10 |
| kyselina olejová | — | — | 2 |
| soda bikarbona | — | — | 0,21 |
| parafín | 2 | 2 | 2 |

Obrázek 3 . Brusné prášky a pasta GOI.
Co je lešticí síla
Standardní zkouška lešticí síly se provádí následovně - kalená ocelová nebo mosazná deska se chaoticky pohybuje po litinové desce o rozměrech 400 x 450 mm, což představuje celkem 40 metrů při určitém tlaku. Hrubá pasta odstraní asi 40 µm kovu, střední pasta asi 5 µm a jemná 0,25 µm.
Pořadí lavírování
Lapovací kohouty se vyrábějí ve třech provedeních: s litinovým tělesem a mosaznou zátkou, s mosazným tělesem a mosaznou zátkou a zcela z litiny.
Pořadí lavírování je následující:
- Pokud je kohoutek stočen z trubky, upne se těleso malou silou do svěráku, aby nedošlo k poškození tělesa, přičemž větší průměr kužele směřuje nahoru:
- Středně silná pasta GOI se naředí parafínem a štětcem se rovnoměrně nanese na tělo zátky;
- Nasaďte šroubovák do otvoru se závitem ve spodní části kužele;
- Korek se vloží do těla a jemným tlakem se několikrát otočí;
- Proč se provádí 5 až 6 pohybů rukou o 180°, pokud nejsou na zátce nebo tělese žádné závažné rýhy, může to stačit;
- Vyjměte a zkontrolujte zátku, pokud se na ní objeví černé rýhy od pasty, měli byste tyto části otřít a pokus opakovat, dokud černá barva nezmizí;
- Poté zástrčku a tělo důkladně osušte. Na kužel naneste několik proužků křídy, zasuňte zátku a otočte ji, poté ji zkontrolujte; zářezy křídy by měly být rovnoměrně rozmístěny po celém povrchu styčných částí;
- Poté je třeba styčné plochy znovu pečlivě otřít a po namazání plynových kohoutů těsnicím tukem je smontovat. Otvory se závitem by měly být utaženy konopnou nebo pěnovou páskou, nejlépe s těsnicím tukem. Těsnicí mazivo pro plynové kohouty lze zakoupit ve specializovaném obchodě s instalatérskými potřebami nebo objednat z mnoha internetových zdrojů.
Nakonec zkontrolujte těsnost pomocí mýdlového roztoku, bublinky nejsou povoleny.
Aby baterie správně fungovala, musí být otáčení zátky v těle baterie bezproblémové a musí být zajištěno spolehlivé těsnění. K tomuto účelu se používají speciální těsnicí a protiotěrové hmoty. Těsnicí maziva mají tvrdší koncentraci a používají se k utěsnění styčných dílů. Maziva proti tření jsou méně viskózní a používají se k oddělení pohyblivých částí. Maziva musí spolehlivě pracovat při teplotách až 300 °C. Do těsnicí hmoty se přidávají pevné látky, jako je grafit nebo fluoroplastová drť. Antifrikční maziva mohou být na bázi tuku nebo silikonu.
Len

Lněná nit je stará, ale osvědčená metoda těsnění. K dostání je také v instalatérských obchodech.
Před nákupem je třeba zvážit několik faktorů:
- jak silné je vlákno;
- zda se objevuje nepříjemný zápach nebo částečky nečistot;
- Zda je příze dostatečně pružná.
Musíte také vzít v úvahu, že len není vhodný pro všechny potrubní systémy. Voda a teplota způsobí hnilobu a v topném systému se v krátké době spálí.








Moderní těsnicí pasty lépe podporují rezavění spojovacích armatur a plynových potrubí.

Nejčastěji se používá železný vosk. Pasta vlastníma rukama je levná a vydatná. K tomu vezměte bělidlo a po troškách přilévejte olivový olej, míchejte směs, dokud nezíská konzistenci podobnou zakysané smetaně.
Naneste malou tenkou vrstvu přímo na vlákno. Materiál rovnoměrně rozprostřete a vysušte. Nejlepším způsobem práce na ocelových trubkách je použití nasyceného bělidla.
Díky oxidaci vrchní vrstvy železa nerozpustné sloučeniny zadržují molekuly ozonu podle principu zaměnitelnosti.
Těsnicí pasty, které jsou připraveny k použití, nakupujte u specializovaných prodejců:
Gebatout 2 (pasta na bázi minerálních plniv a syntetických polymerů). Pastum GAS (inhibitor koroze, plnidla).
Multipak (přírodní parafínový olej s obsahem minerálů). Unipak (přírodní minerály, mastné kyseliny). Pokud výše uvedené produkty nemáte, vůbec to nevadí.
Pracovní postup je následující: z celého přediva oddělíme část plátna o tloušťce dvou zápalek. Obtočte ji kolem závitového spoje, počínaje od základny trubky až po čelní stranu.
Výslednou konstrukci pak slepte, aby spoje pevně držely pohromadě.
Jaký tmel je nejlepší zvolit pro instalaci topného systému?
V současné době jsou hlavními kritérii pro výběr nejlepší technologie pro utěsnění závitů ve spojích topných systémů zkušenosti a materiály, se kterými se pracuje.
Například při práci s litinovými radiátory a uzavíracími ventily je nejvhodnější použít lněné vlákno se sanitární pastou nebo silikonový tepelně odolný tmel.
U spojů s malým průměrem do 25 mm od značkových armatur se doporučuje použití pásky FUM nebo lepicího tmelu.
Pro instalaci kohoutků nebo připojení ocelových, hliníkových nebo bimetalových radiátorů lze použít celý arzenál metod těsnění spár.
Při instalaci měděného potrubí je třeba dbát pouze na to, abyste si pozorně přečetli návod k použití tmelu, aby nedošlo k neslučitelnosti složení lepidla a základního kovu.
Účel a rozmanitost tepelných tmelů
Je třeba si uvědomit, že bez tmelů se lze jen těžko obejít v mnoha sférách lidské činnosti, životem počínaje a průmyslovým odvětvím konče. Koneckonců, co máme dělat, když je třeba odstranit trhliny například mezi stěnou a okenními rámy? Přesně tak, jdeme do obchodu a koupíme si silikon. Bude však jednoduché lepidlo plnit všechny své funkce při velmi vysokých teplotách? Odpověď na tuto otázku je jednoznačná - ne. Jejich teplotní rozsah je samozřejmě poměrně vysoký a v jednotlivých případech může dosahovat až 200 °C, ale často to nestačí. A ne všechny tmely si zachovávají své vlastnosti i při těchto teplotách.







Proto se k izolaci spojů v "horkých" aplikacích používá tepelně odolný tmel. Patří mezi ně horkovody, otevřené pece, komíny, krby, motory včetně automobilových, součásti turbín, kompresory, čerpadla, jakož i součásti pracující s párou, chemickými a plynnými médii. Tyto tmely se dělí na silikonové a silikátové.
První vysokoteplotní tmel je pasta červené, hnědé nebo červenohnědé barvy. Jeho hlavní složkou je silikonová pryž a díky oxidům železa je dosaženo požadované tepelné odolnosti. Tyto tmely se dělí na neutrální a kyselé tmely. Jejich použití je omezeno, protože kyselina uvolňující se při vytvrzování má negativní vliv na kámen, beton a kovové povrchy. Tyto "agresivní" směsi jsou proto vhodné pro použití na dřevo, sklo, plasty a keramiku. Neutrální tmely nemají žádná omezení, protože v tomto případě se během vytvrzování uvolňují bezpečné kapaliny obsahující alkohol a vodu.
Kromě složení se silikonové tmely dělí také podle způsobu použití.
- Potravinářské verze jsou netoxické a zcela bezpečné pro lidské zdraví.
- Sanitární tavenina našla své uplatnění ve zdravotnictví.
- Tepelně odolný motorový tmel se vyznačuje odolností vůči agresivním složkám, nemrznoucím kapalinám, olejům a dalším automobilovým chemikáliím a zvýšenou plasticitou. Takové tavné lepidlo má obvykle červenou barvu.
- Velmi oblíbené jsou také vysokoteplotní těsnicí materiály pro sporáky. Používají se v průmyslu i v domácnostech ke spojování konstrukcí kamen.
- Univerzální kompozice lze použít téměř na všechny povrchy a spoje v oblasti zasažené teplem.
Silikátové tmely jsou žáruvzdornější a odolávají až 1500 °C, a proto se používají v konstrukcích, které jsou v kontaktu s otevřeným ohněm. Jsou založeny na křemičitanu sodném. Kvůli své barvě se nazývají také černé tmely. Nejvhodnější je jejich použití k ošetření trhlin v krbech, komínech, pecích, sporácích, včetně otevřených pecí, topných kotlů atd.
Hlavní technické vlastnosti těsnicí pásky
Páska FUM má následující vlastnosti:
- Snížený koeficient tření. Kromě své plasticity je PTFE těsnicí páska kluzká, což usnadňuje šroubování tvarovek.
- Tepelná odolnost, díky níž odolává teplotám až 260 stupňů, aniž by se porušila nebo ztratila své těsnicí vlastnosti. Fluoroplasty jsou také velmi účinná dielektrika.
- Pevnost a tažnost. Těsnění z tohoto materiálu jsou stabilní při tlaku až 10 MPa a vydrží krátkodobé zatížení až 42 MPa, např. v důsledku vodního rázu v potrubních systémech. Životnost páskového těsnění FUM je definována na 13 let. Na světle se rychleji znehodnotí, ale to není náš případ - tento faktor prostě musíme vzít v úvahu při organizaci skladování materiálu.
- Chemicky pasivní. Není poškozován kyselinami a louhy, což je dáno rovnoměrným rozložením atomů fluoru na povrchu výrobku. Dosud nebyla vynalezena žádná rozpouštědla, která by mohla tmel zničit. Odolnost vůči hnilobným procesům.
Další podrobnosti o správném použití pásky FUM pro plynové a vodovodní potrubí naleznete níže.
Pravidla pájení mědi
Když vznikne potřeba pájet měděný výrobek nebo výrobek obsahující měděné součásti, neexistuje jednoznačná odpověď na otázku, jak a čím je to nejlepší. Volba postupu a nástrojů závisí na mnoha faktorech, například na velikosti a hmotnosti součástí a jejich složení. Zohledňuje se také namáhání, kterému mají být již pájené součásti vystaveny. Existuje několik metod pájení a je lepší je všechny znát, abyste si v případě potřeby mohli vybrat nejvhodnější metodu.
Pájení velkých součástek
Kapilární pájení mědi.
Pokud musíte pájet pevné nebo velké díly, které nelze zahřát na správnou teplotu páječkou, použijete hořák a měděnou pájku. Borax se používá jako tavidlo. Síla měděné a fosforové pájky je vyšší než u standardní cínové pájky.
Na mechanicky očištěnou trubku nebo drát se nanese tenká vrstva tavidla. Na potrubí se poté nasadí tvarovka, která se rovněž mechanicky očistí. Pomocí plynového hořáku zahřívejte spoj, dokud měď pokrytá tavidlem nezmění barvu. Tavidlo by se mělo zbarvit do stříbrné barvy a poté je možné nanést pájku. Pájka se okamžitě roztaví a pronikne do mezery mezi trubkou a tvarovkou. Když na povrchu trubek začnou zůstávat kapičky pájky, odstraňte ji.
Trubky by se neměly přehřívat, protože to nepřispívá k větší kapilaritě. Naopak měď zahřátá na černo je méně náchylná k pájení. Pokud kov začne černat, je třeba zahřívání přerušit.
Pájecí dráty nebo dráty
K pájení tenkých měděných vodičů se nesmí používat pájka na bázi chloridu zinečnatého, protože by měď zničila. Pokud nemáte k dispozici flux, můžete rozpustit tabletu aspirinu v 10-20 ml vody.
Svařování mědi v prostředí inertního plynu.
Měděný drát nebo části drátu s různými průřezy lze snadno zahřát na správnou teplotu pomocí páječky. Teplota by měla být taková, při které se pájka, cín nebo olovnatý cín, roztaví a pájka je připájena. Tavidla musí obsahovat kalafunu nebo být na její bázi, lze použít pájecí olej nebo dokonce samotnou kalafunu.
Povrch drátu se očistí od nečistot a oxidového filmu a poté se díly taví. Při tomto procesu se na zahřátou měď nanese tenká vrstva tavidla nebo kalafuny a poté se pájka co nejrovnoměrněji rozetře po povrchu pomocí páječky. Díly, které je třeba spojit, se spojí a znovu zahřejí páječkou, dokud se již ztuhlá pájka nezačne znovu tavit. Když k tomu dojde, páječka se odstraní a spoj vychladne.
Díly lze upnout do svěráku tak, aby vzdálenost mezi nimi byla 1-2 mm. Naneste tavidlo a díly zahřejte. Mezera mezi součástkami se zahřeje a pájka se nanese tak, aby se roztavila a vyplnila mezeru. Teplota tání pájené slitiny musí být nižší než teplota tání mědi, aby se díly nedeformovaly. Díl se ochladí, pak se omyje vodou a v případě potřeby se přebrušuje smirkovým papírem, dokud není hladký a homogenní.
Pájení hrnců a pánví nebo pájení otvorů v mědi
Pájení hrnců a pánví se provádí čistým cínem. Jeho bod tání je vyšší než u cínových nebo olověných pájek. Někdy lze k pájení velkých předmětů nad otevřeným plamenem použít kladívkovou pájku s plynovým hořákem nebo letlampou. Poté následuje standardní postup: odizolování, tavení a cínování, spojování dílů a zahřívání páječkou. Právě pro tuto pájku se hodí čistá cínová pájka.
Na vnitřní straně šroubení je obvykle rámeček, který zabraňuje jeho prokluzování potrubím. Pokud má být tvarovka nasazena na trubku dále, než bylo zamýšleno, lze ji odstranit hrubým pilníkem a nežádoucí otvor tak zaletovat.
Způsoby kontroly těsnosti kloubů
Těsnost plynových potrubí se kontroluje po částech. V případě bytových domů je vybrán úsek od místa vstupu paliva do budovy po kohoutek domovního zařízení.
Na koncích úseku jsou umístěny zarážky. V potrubí je tlak o 25 % vyšší, než je standardní tlak. Pokles tlaku je důvodem ke kontrole spojů.
Neporušenost spojů, odboček a spojů zařízení lze kontrolovat dvěma způsoby:
- Použití indikátoru úniku plynu.
- Nanesením mýdlového roztoku, emulze.
V prvním případě upozorní spotřebič na nebezpečí digitální, zvukový nebo barevný signál. V druhém případě si dejte pozor na bubliny. Přítomnost bublin znamená porušení integrity spojení.





Speciální vlastnosti instalace závitových armatur
Různé typy závitových šroubení umožňují provádět nejsložitější ohyby a zakřivení potrubí.

Nejběžnějším způsobem spojování kovových/plastových konstrukcí je šroubení "amerického typu". Díky nástrčnému a závitovému spojení na koncích šroubení lze snadno a rychle spojovat různorodé díly.
Nejoblíbenějším zařízením pro spojování plastových a kovových prvků je šroubení amerického typu, které je k dispozici v různých velikostech. Praktické zařízení s plastovou objímkou a kovovým závitem se velmi snadno instaluje a umožňuje vytvořit spolehlivé těsné spojení v krátkém čase.
Pokyny k instalaci krok za krokem
Pro připojení kovové trubky k polypropylenové nebo jiné plastové trubce je nutné:
Pomocí speciální pájky přivařte nástrčné šroubení ke konci polymerové trubky a počkejte, až spoj vychladne.
Kovovou část přiložte k druhému konci "americké trubky" a zašroubujte závit. Pro utěsnění spoje je vhodné omotat jednu nebo dvě další vrstvy pásky FUM, konopného nebo lněného vlákna (můžete také pokrýt silikonem).
Šroubení se musí vždy dotahovat ručně: použití nářadí je nežádoucí a dokonce nebezpečné.
Speciální zařízení neumožňuje plnou kontrolu působící síly, což by mohlo vést k poškození součásti.
Po dokončení práce je důležité zkontrolovat pevnost výsledného upevnění. Jednoduše zapněte vodu a ujistěte se, že nedochází k únikům.
Pokud se přes spoj dostává vlhkost, můžete zkusit šroub trochu více utáhnout. Pokud dojde k dalšímu úniku vody, je třeba závity znovu utáhnout a provést všechny úkony znovu.
Tvar hotového spoje lze změnit změkčením plastového dílu fénem a jeho následným ohnutím podle požadavků konstrukce.
Spojování kovových trubek bez závitů
Existují situace, kdy je třeba připojit plastovou trubku ke kovové trubce, která nemá závit.

Závity lze na trubku aplikovat pomocí speciálního nástroje - závitořezu. Mechanické i elektrické závitořezné nástroje jsou k dispozici ve specializovaných prodejnách.
Tento problém lze vyřešit pomocí speciálního nástroje zvaného "závitořez" nebo "závitořez", kterým lze na ocelový nebo litinový obrobek nanést drážky.
Existují dvě verze nástroje:
- Elektrická, která obsahuje několik fréz určených pro trubky různých průměrů. Takové modely jsou pohodlné a snadno se používají, ale mají vysoké náklady.
- Ruční navlékač je podstatně levnější, ale vyžaduje větší fyzickou sílu a určité dovednosti.
Více informací o tom, jak navlékat trubky, si můžete přečíst v článku, který nabízíme.
Při používání závitové frézy je třeba dodržovat několik jednoduchých pravidel:
S nářadím se nesmí pracovat, pokud je trubka v malé vzdálenosti od stěny.
Elektrický příklepový nástroj se rychle zahřívá, takže při příklepu několika prvků si budete muset pravidelně odpočinout.
Při práci s ručním nástrojem je důležité dodržovat střídavé pohyby, kdy se provádí půl otáčky dopředu a čtvrt otáčky dozadu, dokud se závit nenavlékne na správnou délku.
Aby bylo možné trubku navléknout, je třeba ji důkladně očistit, v případě potřeby odstranit stávající nátěr a zbrousit případné kovové závity. Poté vyřežte nitě pomocí elektrického nebo řezbářského nástroje.
Vyříznuté drážky dobře očistěte a namažte tukem, olejem nebo jiným mazivem a poté je použijte k připojení ke šroubení.
Těsnění lněnou nití
Tato metoda je nejstarší. Takto se v sovětských bytech utěsňovaly spoje potrubí. Pokud v obchodě nenajdete žádný jiný tmel, určitě najdete plátno a instalatérskou pastu. Tento tmel má však řadu významných nevýhod:
- Podle pravidel se plátno používá v kombinaci s olivovým olejem a olovnatým voskem. Olovo zabraňuje korozi směsi a oliva vyplňuje póry plátna jako polymer. Sehnat kvalitní přísady je však obtížné, a tak se olovnaté pojivo často nahrazuje železem, které pouze urychluje oxidaci kovových složek. Někteří řemeslníci se z této situace dostávají pomocí těsnicích materiálů na bázi silikonu.
- Obtížnost pokládání lněných nití na nitě. To, co je pro zkušené instalatéry tak snadné, může neodborníkům způsobit mnoho potíží. Je nepravděpodobné, že by byl len napoprvé správně navinut na spoj, a jakákoli chyba v této operaci bude mít za následek, že těsnění nebude mít dlouhou životnost.
- Len velmi špatně snáší změny provozních podmínek. Proto se v topných systémech jeho vlákna ničí mnohem rychleji. Tento typ tmelu také špatně reaguje na agresivní média.
- Vysoké hygroskopické vlastnosti materiálu způsobují jeho bobtnání, které může způsobit, že nedostatečně pevné spoje jednoduše prasknou. Například se nedoporučuje používat lněné tkaniny k utěsnění hliníkových radiátorů.
Otázka balení
Utěsnění plynových spojů je obranným opatřením proti únikům. K tomuto procesu je zapotřebí len a spárovací hmota.
- Z použitého lnu se utrhne malý kousek.


- Pokud na závitech nejsou zářezy, je třeba je vytvořit. Používá se speciální nástroj.

Zářezy zabraňují uvolnění plátna při šroubování závitu.
- Navíjení začíná na konci nitě. Pokračuje ke konci vlákna. Plátno by mělo jen trochu zakrývat horní část nitě.


Tento objem je dostatečný k tomu, aby se plátno zafixovalo ve spoji.

Kloub je úhledný.

- Len se obalí pastou.


- Hotový spoj je zašroubován.

- Protikus americké trubky se navlékne na závit (zde se používá klíč) a zašroubuje do topného tělesa (radiátoru).


- Výsledek.




