- Volba místa a způsobu instalace radiátoru
- Způsoby cirkulace topného média
- 5 mýtů a faktů o měděných trubkách pro zásobování vodou
- Značení a cena
- Metoda č. 2: Připojení drážky válce
- Příprava a provedení spojení válcovací drážky
- Testování dokončeného systému Roll Groove
- Potřebné nástroje
- Rozmanitost výrobků z mědi
- Možnosti spojování měděných trubek
- Svařování
- Metoda řezání
- Způsob připojení lisu
- Šroubové spoje
- Samočinná montáž
- Rozdělení podle konstrukčního materiálu
- Rozmanitost výrobků z mědi
- Podle účelu
- Podle způsobu výroby
- Podle tvaru výseče
- Podle tvrdosti
- Typ vinutí
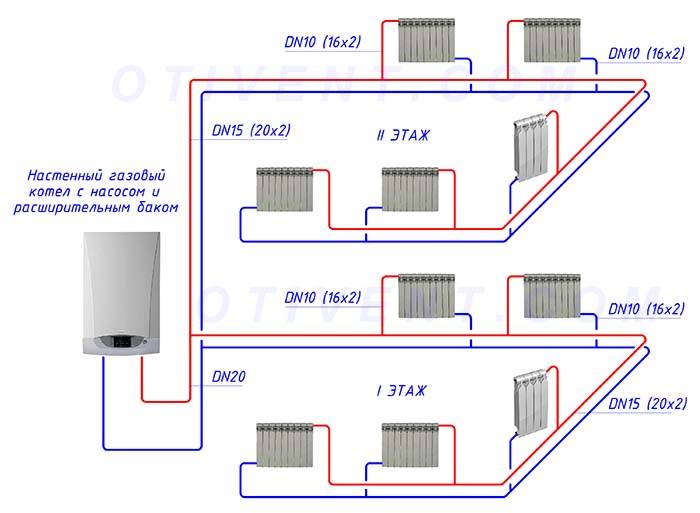
Volba místa a způsobu montáže chladiče
Možnosti připojení otopných těles závisí na celkovém schématu vytápění v domě, konstrukčních vlastnostech otopných těles a způsobu uložení potrubí. Obvyklé jsou následující možnosti připojení chladiče:
- Boční (jednosměrný). Přívodní a vratné potrubí jsou spojeny na jedné straně, přičemž přívodní potrubí je nahoře. Jedná se o standardní metodu pro mnoho budov a přívodní strana je připojena ze stoupacího potrubí. Z hlediska účinnosti není tato metoda horší než diagonální metoda.
- Dole. Tímto způsobem můžete připojit bimetalový radiátor se spodním připojením nebo ocelový radiátor se spodním připojením. Přívodní a vratné potrubí se připojuje zespodu na levou nebo pravou stranu spotřebiče a připojuje se přes spodní připojovací jednotku radiátoru pomocí převlečných matic a uzavíracích ventilů. Na spodní přípojku chladiče se našroubuje převlečná matice. Výhodou tohoto způsobu je, že hlavní potrubí je skryto v podlaze a radiátory se spodním připojením harmonicky zapadají do interiéru a lze je instalovat do úzkých výklenků.
- Diagonální. Topné médium proudí horním vývodem a zpětný tok je připojen na opačné straně ke spodnímu vývodu. Optimální typ připojení, který zajišťuje rovnoměrný ohřev celé plochy baterie. Tímto způsobem lze připojit radiátor o délce více než 1 metr. Tepelné ztráty v tomto případě nepřesahují 2 %.
- Rozdělit. Přívod a zpátečka jsou připojeny ke spodním otvorům na opačných stranách. Používá se hlavně v jednotrubkových systémech, pokud není možné použít jinou metodu. Tepelné ztráty v důsledku špatné cirkulace v horní části spotřebiče dosahují až 15 %.
PODÍVEJTE SE NA VIDEO
Při výběru místa instalace je třeba vzít v úvahu řadu faktorů, které zajistí správnou funkci ohřívačů. Instalace by měla být prováděna v místech nejméně chráněných před pronikáním studeného vzduchu, pod okenními otvory. Doporučuje se instalovat radiátor pod každé okno. Minimální vzdálenost od stěny je 3-5 cm, od podlahy a okenního parapetu 10-15 cm. Menší mezery omezují konvekci a snižují výkon chladiče.
Typické chyby při výběru místa instalace:
- Na umístění regulačních kohoutů není brán zřetel.
- Krátká vzdálenost od podlahy a okenního parapetu brání správné cirkulaci vzduchu, což snižuje tepelný výkon a místnost se nevyhřeje na nastavenou teplotu.
- Místo několika radiátorů pod každým oknem, které vytvářejí tepelnou clonu, zvolte jeden dlouhý radiátor.
- Instalace dekorativních mřížek, panelů zabraňujících běžnému šíření tepla.
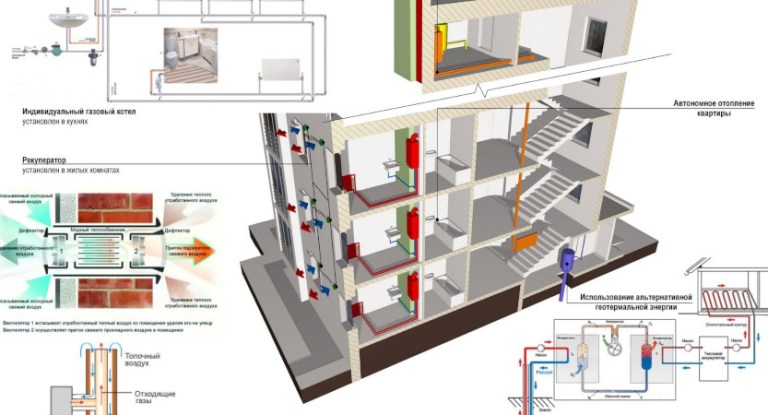
Způsob cirkulace teplonosné kapaliny
Teplonosné médium může cirkulovat přirozeně nebo nuceně. Přirozený způsob (gravitační) nevyžaduje žádné další vybavení. Teplonosné médium se pohybuje v důsledku změny vlastností kapaliny v důsledku ohřevu. Horké teplonosné médium, které vstupuje do chladiče, se ochladí, zhoustne a ztěžkne, poté klesne dolů a je nahrazeno teplejším teplonosným médiem. Studená voda ze zpátečky proudí gravitačně do kotle a vytěsňuje již horkou kapalinu. Pro běžný provoz se potrubí instaluje se sklonem nejméně 0,5 cm na běžný metr.
Oběhový systém s čerpacím zařízením
Pro nucenou cirkulaci teplonosného média musí být instalováno jedno nebo více oběhových čerpadel. Na zpětném potrubí před kotlem je instalováno čerpadlo. Provoz topení v tomto případě závisí na elektrickém napájení, ale má značné výhody:
- Malé průměry potrubí jsou povoleny.
- Napájecí síť lze instalovat v libovolné poloze, vertikálně i horizontálně.
- Je zapotřebí menší objem teplonosného média.
5 mýtů a faktů o měděných vodovodních trubkách
Měděné vodovodní trubky mají řadu mýtických nevýhod, které jsou způsobeny konkurencí a nedostatečnou informovaností.
1. vysoké náklady na měděné potrubí. Tato představa vznikla v důsledku agresivní reklamy na plastové trubky. Měděné trubky jsou skutečně 2-3krát dražší než plastové, ale měděné tvarovky stojí 30-50krát méně než plastové. Vzhledem k tomu, že způsoby instalace potrubí jsou stejné, jsou náklady na instalaci systémů z těchto materiálů přibližně stejné. V důsledku toho jsou náklady na dokončené potrubí značně závislé na topologii systému.
V případě dlouhých a nerozvětvených sítí (například kmenových potrubí) je plastové potrubí výrazně levnější. V případě drahých a kvalitních plastů, které jsou určeny pro vysoké úrovně chlorace, ale na ruském trhu nejsou dostupné, budou plastové systémy vědomě dražší. Měděné potrubí lze instalovat bez použití tvarovek, což je levnější. A s ohledem na trvanlivost a vysokou spolehlivost měděných systémů jsou jejich provozní náklady mnohem nižší než u plastových systémů. V případě likvidace zastaralého měděného potrubí se vynaložené prostředky vrátí.
2. Měď je toxická. To je zcela nepodložené tvrzení. Jedovaté jsou pouze speciální sloučeniny mědi vyráběné v průmyslu (barviva, síran měďnatý a další), které nevznikají přirozeně v potrubí. Oxidy kovu, které na jeho povrchu tvoří především ochranný film (patinu), nejsou jedovaté. Naopak mají spolu se samotnou mědí mírný baktericidní a bakteriostatický účinek, který zajišťuje vysokou ochranu proti infekcím při používání vody z takového potrubí.
3. chlór: V čisté formě je tato látka velmi silným oxidačním činidlem a nesmí být přepravována v měděných trubkách. Měď je při působení sloučenin chlóru, včetně sloučenin používaných k dezinfekci vody, zcela bezbolestná. Naopak interakce s těmito látkami urychluje tvorbu ochranné sítě na povrchu mědi. V USA se proto nové potrubí při proplachování hyperchlorovává, aby se rychleji vytvořila ochranná vrstva.
"Problémy s chlorem začaly v mědi s nástupem plastových trubek na trh s instalatérskými potřebami. Je to proto, že i sloučeniny chlóru používané k dezinfekci vody mají na většinu plastů spíše škodlivý účinek. A zlaté pravidlo úspěšného marketingu zní: "Obviňujte konkurenta - ať se ospravedlní sám".
4. Bludné proudy. Jedná se o proudy, které tečou v zemi, když se používá jako vodivé médium. Ty pak způsobují korozi kovových předmětů v zemi. Bludné proudy tedy nemají nic společného s měděným potrubím, které je převážně vnitřní.
Je zakázáno používat jako hlavní uzemňovací elektrodu měděné i ocelové systémy. Při přesném dodržení tohoto pravidla nedojde k žádným elektrickým problémům (včetně bludných proudů). Chybné uzemnění přenáší pouze krátkodobý proud, který nezpůsobí žádné poškození potrubí. Problémy vznikají pouze v případě, že nejsou dodržována základní pravidla pro stavbu a provoz elektrických zařízení.
Označování a náklady
Topné trubky jsou vyráběny a označovány v souladu s GOST. Například výrobky o tloušťce stěny 0,8-10 mm se vyrábějí podle GOST 617-90. Další označení se týká čistoty mědi, kterou upravuje GOST 859-2001. Označení M1, M1p, M2, M2p, M3 jsou povolena.










Následující informace lze převzít z označení na výrobku:
- Tvar průřezu. Označuje se písmeny CR.
- Délka - tento ukazatel má různé značky. BT - cívka, MD - měřený, KD - násobek měřeného.
- Způsob výroby. Pokud je prvek svařovaný, je označen písmenem C. Pokud je tažený, je označen písmenem D.
- Speciální výkonnostní prvky. Například zvýšené technické vlastnosti se označují písmenem P. Vysoký index plasticity - PP, zvýšená přesnost řezu - PU, přesnost - PS, pevnost - PT.
- Přesnost výroby. Standardní hodnota je označena písmenem H, zvýšená hodnota písmenem P.
Abyste názorně pochopili, jak označení číst, musíte se zabývat jednoduchým příkladem - DKRNM50x3.0x3100. Dešifrování:
- Vyrobeno z čisté mědi, označeno značkou M1.
- Výrobek je nakreslen.
- Tvar - kulatý.
- Měkké.
- Vnější průměr - 50 mm.
- Tloušťka stěn - 3 mm.
- Délka výrobku - 3100 mm.
Evropští výrobci používají speciální systém značení DIN 1412. Označení EN-1057 používají na prvky vodovodních a topných systémů. Obsahuje číslo normy, podle které se trubky vyrábějí, a další prvek ve složení - fosfor. Je nutná ke zvýšení odolnosti proti korozi.
Měděné trubky v továrně
Metoda č. 2: Válcování drážkového spoje
Potrubí vytvořené spojením trubky s koncovou drážkou se již dlouho praktikuje při stavbě požárních sprinklerových (zavlažovacích) systémů. Od roku 1925 se tento poměrně spolehlivý způsob spojování trubek používá u ocelových a železných trubek pro vytápění, větrání, klimatizaci a další systémy.
Podobný způsob mechanického spojování "knurling" je k dispozici také pro měděné trubky o průměru 50 až 200 mm. Sada pro připojení drážek obsahuje:
- spoje,
- distanční podložky,
- různé kování.
Systém mechanického spojování drážek nabízí praktickou alternativu k pájení měděných trubek větších průměrů. Proto metoda pájení nevyžaduje dodatečný ohřev (použití otevřeného plamene) jako v případě pájení tvrdou nebo měkkou pájkou.
Válcovaná drážka na konci měděné trubky je jedním z hlavních prvků metody spojování "válcovanou drážkou". Vhodné uložení se určí měřením po procesu válcování.
Rýhování je založeno na plastických vlastnostech mědi a zvýšené pevnosti tohoto kovu při zpracování za studena. Konstrukce zahrnuje utěsněný upínací systém, pro který se používá syntetické elastomerové těsnění (EPDM - ethylenpropylen-dien-methylen) a speciálně navržená svorka. Řada světových výrobců nabízí nástroje pro tvorbu Drážkové spoje - těsnění, svorky, kování.
V konstrukcích spojů s "valivou drážkou" se používají různě velké tvarovky a pracovní svorky s těsněním.
Příprava a provedení drážkového spoje
Stejně jako u jiných nepájených měděných spojů je pro vytvoření pevného a těsného spoje důležitá především správná příprava konce trubky. Samozřejmostí je také výběr správného nástroje pro spojování drážek pro jednotlivé typy měděných trubek. Pro zajištění bezpečné a bezproblémové přípravy těchto typů spojů je třeba dodržovat doporučení výrobce.
Tabulka přípustných tlaků a teplot pro tyto typy spojů
| Typ připojení | Rozsah tlaku, kPa | Teplotní rozsah, ºC |
| Válečková drážka, D = 50,8 - 203,2 mm, typ K, L | 0 — 2065 | minus 35 / plus 120 pro K minus 30 / plus 80 pro L |
| Jezdecká drážka, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm typ M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Postup montáže vroubkované jednotky s vroubkovanými drážkami krok za krokem:
- Koncové díly měděných trubek uřízněte přesně podle velikosti kolmo k ose.
- Po řezání odstraňte otřepy a zkoste hrany.
- Vyválcujte drážky na správnou velikost podle požadavků výrobce kování.
- Zkontrolujte, zda nejsou poškozeny armatury, těsnění a svorky.
- Těsnění namažte podle doporučení výrobce.
Před konečnou montáží zkontrolujte, zda jsou upínací plochy čisté a bez nečistot. Přípojku sestavte podle doporučení výrobce.
Prakticky sestavený fragment sestavy metodou "valivé drážky". Před konečným usazením měděných trubek naneste na pružná těsnění upínacího držáku malé množství maziva.
Utáhněte koncové upínací matice požadovaným utahovacím momentem podle doporučení výrobce. Po dotažení šroubů znovu zkontrolujte upínací plochu, zda je sestava správně smontována.
Testování hotového systému s drážkami s vroubkováním
Zkoušku dokončeného potrubního systému lze provést stlačením systému vzduchem nebo vodou. Vyloučena není ani hydropneumatická metoda, při níž se používá relativně vysoký zkušební tlak.
Je však třeba poznamenat, že zkušební tlak nesmí překročit maximální přípustný provozní tlak, který byl stanoven výrobcem systému pro ohýbání.
Potřebné nástroje
Pro správnou instalaci jsou nezbytné následující nástroje:
- Fréza na trubky - musí být vybrána podle konkrétního typu průřezu trubky. Může být mechanický nebo ruční;
- Bruska - lze snadno nahradit smirkovým papírem;
- Plynový hořák pro pájení měděných trubek nebo páječka s tavidlem a pájkou.
Práce začíná vypracováním plánu otopné soustavy s vyznačením míst, kde mají být instalovány radiátory. Dalším krokem je rozřezání trubky na odměřené délky. Všimněte si, že konce musí být přesně kolmé. Řezané vzorky musí být bez otřepů. Spoje se očistí jemným smirkovým plátnem.










Na očištěný konec trubky by se mělo nanést tavidlo a poté by se měl konec zasunout do radiátoru nebo šroubení tak daleko, jak to jen půjde. Poté se na spoj nanese pájka, kterou se připájí měděné topné trubky. Stýkající se díly ve spoji se zahřívají plynovým hořákem. Dbejte na to, aby se plamen nedotýkal pájky. Zároveň se však musí roztavit, aby vyplnila mezery mezi tvarovkou a trubkou.
Typy výrobků z mědi
Existuje několik klasifikací měděných trubek. Podívejme se na některé z nich. Podle způsobu výroby se rozlišují výrobky:
- Nespálené. Vyrobeno z čistého kovu kováním nebo válcováním. Vyznačují se vysokou pevností v tahu kolem 450 MPa. Současně se snižuje tažnost kovu, což přináší určitá omezení pro použití dílů.
- Žíhané. Vyznačují se speciální technikou zpracování. Trubky se zahřejí na 700 C a poté se postupně ochlazují. V důsledku toho výrobky ztrácejí část své pevnosti, ale stávají se tvárnějšími. Takové trubky jsou dokonale roztažitelné, těsně před zlomením se délka prvku může zvětšit jedenapůlkrát. Žíhané výrobky jsou měkčí, což usnadňuje jejich instalaci.
Kruhové a obdélníkové prvky se rozlišují podle tvaru průřezu. Ty jsou vzhledem ke složitosti výroby dražší. Používají se k výrobě vodičů ve statorovém vinutí kapalinou chlazených elektrických zařízení. Vnější průměr neizolovaných měděných výrobků se pohybuje od 12 mm do 267 mm. Každá velikost může mít jinou tloušťku stěny, která se pohybuje od 0,6 do 3 mm. Pro přívod plynu se používají výrobky o minimální tloušťce 1 mm. V instalatérských aplikacích se nejčastěji používají rozměry 22, 18, 15, 12 na 1 mm, 52 na 2 mm a 42, 35, 28 na 1,5 mm.
Žíhané měděné trubky sice ztrácejí pevnost, ale stávají se plastičtějšími a měkčími, což usnadňuje proces instalace.
GOST 52318-2005 upravuje výrobu měděných dílů ve třech typech, které se liší stupněm tvrdosti, výkonem a mechanickými vlastnostmi:
- Měkké. Označuje se M nebo W, zastaralé r nebo F22. Odolávají rozložení bez praskání a trhlin a zároveň zvětšují vnější průměr o 25 %. Lze je ohýbat a připojovat za studena. Výrobky se používají v systémech vytápění a zásobování vodou s radiálním rozvodem k topným a sanitárním spotřebičům, jakož i pro tepelná čerpadla, podlahové a plošné vytápění.
- Polotuhé. Označení P nebo HH, zastaralé z. Díly přitom vydrží 15% zvětšení průměru potrubí. Menší tažnost než u měkkých výrobků vyžaduje použití tepla pro nesedící spojení. K ohýbání bude zapotřebí ohýbačka trubek.
- Solidní. Označení T nebo H, zastaralé z6 nebo F30. Při instalaci se trubka dávkuje pouze během ohřevu. K ohýbání dílů se používá ohýbačka trubek. Pro uspořádání kmenů bez častých změn směru a ohybů se používají pevné i polotuhé prvky. Kromě toho se tyto výrobky používají pro potrubí, která vyžadují zvýšenou mechanickou pevnost.
Někteří výrobci vyrábějí speciální trubky s dalšími možnostmi, které jsou žádané pro topné a vodovodní systémy:
- S tenkostěnnou polyethylenovou izolací o tloušťce 2-2,5 mm. Materiál je odolný vůči chemickým a mechanickým vlivům a používá se na trubky o průměru 12 až 54 mm. Opláštění snižuje tepelné ztráty, ke kterým dochází v topných systémech, a zabraňuje kondenzaci na potrubích studené vody.
- S ochrannou izolací o tloušťce 2,5 až 3 mm. Vnitřní strana polyethylenového pláště je opatřena jemnými podélnými žebry, která tvoří vzduchové kanálky. To zlepšuje tepelně izolační vlastnosti a umožňuje dosáhnout tepelné roztažnosti vložené trubky při teplotních výkyvech.
- S tepelně izolačním pláštěm z pěnových materiálů: syntetická pryž, pěnový polyethylen, měkká polyuretanová pěna atd. Izolační vrstva může být širší než 30 mm. Plášť se používá ke snížení vysokých tepelných ztrát v teplovodních a topných systémech.
V případě potřeby lze zakoupit speciální díly pro zakrytí a izolaci instalovaného potrubí.
Ke spojení měděných částí se používají šroubení. Jejich sortiment je velmi široký. Liší se tvarem a jsou určeny pro různé typy připojení.
Možnosti spojování měděných trubek
Při stavbě topného zařízení se používají různé způsoby instalace. Například měděné trubky lze spojovat s rozebíratelnými spoji nebo bez nich. V prvním případě se používají příruby, závitové armatury a armatury, které se upevňují automaticky. V případě systému trvalého ohřevu se používá lisování, pájení a svařování.
Svařování
Projděme si postup svařování měděných trubek. Tento způsob spojování se vztahuje na trubky o průměru 108 mm a více. Tloušťka stěny topného materiálu musí být nejméně 1,5 mm. Svařování by se v tomto případě mělo provádět pouze tupo na tupo a správná teplota by měla být 1084 stupňů. Je třeba dodat, že tento typ instalace vytápění se nedoporučuje.
V současné době používají stavitelé několik typů svařování:
- Svařování plynem pomocí acetyleno-kyslíkových hořáků.
- Svařování tavnými elektrodami v inertním plynu - argonu nebo heliu.
- Svařování, při kterém se používají elektrody, které se nedají spotřebovat.
Ve většině případů se ke spojení měděných prvků používá obloukové svařování. Pokud jsou trubky určené k montáži vyrobeny z čisté mědi, musí se použít netavitelné wolframové elektrody v argonu, dusíku nebo heliu. Při svařování měděných prvků je třeba postupovat rychle. Tím se zabrání vzniku různých oxidací na kovovém podkladu trubky.
Svařování měděných trubek
Pro zvýšení pevnosti spoje se doporučuje po dokončení svařování spoje dodatečně připájet.
Spojení srolováním
Stává se, že používání svářecích hořáků vede k určitým nepříjemnostem při instalaci topných systémů. V tomto případě se doporučuje použít na měděných trubkách dilatační spáru. Tento způsob instalace je odnímatelný, což je výhodné v případě, že je nutné topný systém sestavit.
Tento typ operace vyžaduje, aby byl k dispozici nástroj na odfukování. Níže se pokusíme podrobně popsat, jak se připojují topné trubky fládrováním:
- Nejprve se špička trubky odjehlí, aby se z povrchu trubky odstranily otřepy a vrypy způsobené řezáním materiálu;
- na trubku je připevněna objímka;
- Poté se trubka vloží do upínacího zařízení, které se používá k dalšímu zploštění trubky;
- poté pokračujte v upínání šroubu nástroje, dokud úhel konce trubky nebude 45 stupňů;
- když je oblast potrubí připravena ke spojení, je třeba spojku přiblížit a utáhnout matice.
Jasnější pohled na tento proces si můžete prohlédnout na videu níže.










Způsob připojení lisu
Kromě všech výše uvedených způsobů instalace topných trubek existuje také metoda lisování. Pro připojení měděných prvků je v tomto případě nutné zasunout předem připravený konec trubky co nejdále do objímky. K upnutí trubek je pak zapotřebí hydraulický nebo ruční lis.
V případě použití silnostěnných trubek je nutné použít lisovací tvarovky se speciálními lisovacími objímkami. Tyto prvky umožňují lisování topných trubek a tvarovek zevnitř, zatímco vnější těsnění zajišťují dokonalé utěsnění.
Závitové spoje
Na trhu bohužel není možné sehnat měděné trubky se závitem, a proto se pro spojování částí topného systému používají tvarovky vybavené převlečnou maticí.
Ke spojení měděných trubek s trubkami z jiných materiálů se používají závitové bronzové nebo mosazné tvarovky. Jejich použití eliminuje možnost galvanické koroze. V případě trubek s různými průměry se používají speciální výstružníky.
Vzhledem k typům těsnění, které se v současné době používají pro měděné topné systémy, existují dva typy závitových spojů:
- Kuželová těsnění ("americký styl"). Tyto prvky se doporučují pro vytápění v podmínkách vysokých teplot.
- Ploché připojení. Tyto materiály obsahují ve své konstrukci těsnění z různých barevných polymerních materiálů. Těsnění jsou barevně označena podle teplot, při kterých lze s prvky manipulovat.
Schéma propojení měděných trubek
Samočinná montáž
Je plně možné sestavit potrubí z měděných trubek vlastníma rukama. Používá se plynový hořák a pájka. Existují dva druhy pájky: tvrdá a měkká. Tvrdá pájka se používá k vysokoteplotnímu pájení ve vodních, plynových a topných systémech. Měkké - pro pájení při nižších teplotách v domácích aplikacích.

- kartáčování a broušení vnitřní strany spáry ;
- nanášení tavné pasty uvnitř i vně;
- zahřátí kloubu plynovým hořákem.
Zvažte tyto tipy. Hrany trubek po řezání neotírejte smirkovým papírem. Jeden konec trubky by měl být rozšířen pomocí expandéru tak, aby do sebe zapadaly.
Při nanášení pasty dbejte na to, aby jí nebylo naneseno příliš mnoho a aby se při pájení nedostala do otvoru trubky.
Je důležité, abyste kloub nepřehřáli, k dosažení účinku stačí 15-20 sekund. Když se tavidlo zbarví do stříbrna, přestaňte zahřívat.
Před spuštěním hotového systému je vhodné jej propláchnout velkým proudem vody, aby se odstranily všechny částice z procesu instalace.
Práce s otevřeným ohněm vyžaduje bezpečnostní opatření. Během této práce se vyplatí dbát na život a zdraví.
Měděné potrubí se díky svým vynikajícím vlastnostem osvědčilo jako spolehlivá volba pro systémy vytápění a rozvody teplé a studené vody.
Klasifikace podle materiálu
Výběr materiálu závisí na provozním zatížení - tlaku, průtoku (někdy také na jeho hustotě) a na úrovni odolnosti proti vodě. Tvarovka je další překážkou průtoku způsobenou různými sousedními prvky - těsněními a konstrukčními prvky samotného výrobku - v přítomnosti spádů, údolí, poloměrů křivek, přechodových oblastí atd.
Doporučené materiály pro výrobu uvažovaných dílů jsou rovněž vybrány s ohledem na jejich vyrobitelnost:
- Litina. Nejčastěji se používá sféroidní grafitová litina (třída BCh100), která má dostatečnou pevnost a uspokojivou tažnost. Adaptéry se často vyrábějí z tvárné litiny třídy SCh30 nebo SCh35 a také z vysokopevnostní litiny třídy KCh35-10 nebo KCh 37-12. V některých případech se hotové výrobky pro zlepšení svého obchodního vzhledu podrobují zinkování.
- Ocel. Používá se především nerezová ocel třídy 08Cr18H10 a její zahraniční analogy. Jiné třídy se používají v systémech pro čerpání korozivních médií při zvýšených teplotách, která jsou znečištěna abrazivními částicemi. Zde se používají oceli 45Cr. 40CRNI. Používá se zde ocel 40XHNM a podobné oceli.
- Mosaz. Při použití technologie plastické deformace se orientují tyto deformovatelné mosazi: běžná z L70, vícesložková - LA-77-2, LH 65-5. Ze slévárenské mosazi - LC40S, LC25S2 atd.
- Deformovatelný hliník na bázi kovu a třídy PE-X nebo PE-RT.
- Nízkotlaký polyethylen (HDPE). Pro nízké provozní zatížení se používají polymery vyrobené podle technických požadavků GOST 16338-85.

Tvarovky pro HDPE trubky: typy tvarovek a možnosti připojení potrubí Ve stavebnictví se stále častěji používají potrubí z HDPE. Proto roste i poptávka po kování. Tvarovky umožňují snadné, rychlé a ...










Rozmanitost výrobků z mědi
V současné době existuje několik druhů měděných trubek. Hlavní z nich jsou popsány níže.
Podle aplikace
Následující trubice se používají podle svého určení:
- pro nábytek - z chromu - 25 mm;
- pro komerční zařízení - oválné - 25 mm;
- pro nábytek - 50 mm (bar);
- pro kuchyňskou část - 50 mm a 26 mm (lišta a bar).
Chromovaná nábytková trubka se používá při výrobě nábytku. Používá se v hlavní konstrukci nábytku - jako kovová tyč. Na rozdíl od kulatého má obdélníkový průřez. Nejčastěji používané profily jsou 40*100, 40*80, 50*50.
Instaluje se pouze na rovný povrch a používá se při opravách a ve výrobních závodech automobilů - při vytváření pevného rámu.
Podle výrobního postupu.
V závislosti na způsobu výroby se používají měděné trubky, jako např.:
Nepečené měděné trubky. Je vyroben z čistého kovu lisováním.
Má vysokou pevnost v tahu. V tomto případě se kov stává méně tvárným, a proto existují určitá omezení pro použití takových trubek.
Žíhané měděné trubky jsou poddajné, což usnadňuje instalaci.
Žíhané měděné trubky. Prochází speciální úpravou. Zahřeje se na 700 °C a poté se ochladí. Potrubní prvky jsou pak méně pevné, ale pružnější.
Kromě toho se dobře natahují - jejich délka se před prasknutím zvětší 1,5krát.
Žíhané potrubní výrobky jsou měkčí, a proto je jejich instalace rychlejší a snadnější.
Plochy průřezů
Podle tvaru průřezu rozlišujeme:
- kruhové vodovodní trubky;
- Potrubní prvky obdélníkového tvaru. Používají se při vytváření vodičů ve statorovém vinutí elektrických zařízení, které je chlazeno kapalinou.
Měděné trubky lze dimenzovat podle jejich vnějšího průměru, který se pohybuje mezi 12 a 267 mm. V tomto případě má každá velikost trubky určitou tloušťku stěny 0,6-3 mm.
Při vedení plynu do domácností se používají trubky o tloušťce nejméně 1 mm.
Při instalaci vodovodního potrubí se často používají měděné vodovodní trubky ve velikostech, jako jsou: 12, 15, 18, 22 po 1 mm, 28, 35, 42 po 1,5 mm a 52 po 2 mm.
Podle tvrdosti
Z hlediska tvrdosti měděné trubky se používají následujícím způsobem:
Měkké. Označení je M nebo W. Jsou schopny odolat rozložení, aniž by došlo k prasknutí nebo roztržení při rozšíření vnějšího průměru o 25 %.
Tyto trubky se používají při vytváření topného systému nebo při pokládání potrubí pro zásobování spotřebitelů vodou. V tomto případě je potrubí rozvedeno radiálním směrem k vodovodním a topným jednotkám.
Měkké potrubní prvky se nejčastěji používají při stavbě a rekonstrukci vodovodních potrubí. Jejich spojení je považováno za nejjednodušší - spojování lze provádět bez použití dalšího vybavení.








Měděné trubky snesou vysokou teplotu přepravovaných kapalin.
Polotuhé. Jsou označeny jako P nebo HH. Tyto potrubní výrobky jsou schopny odolat 15% nárůstu průměru.
Instalují se pomocí tepla ke spojení trubek bez použití šroubení. K ohýbání a rozohýbání polotvrdých výrobků se používá ohýbačka trubek pro měděné trubky.
Solidní. Označují se písmeny T nebo H. Při jejich instalaci se rozvod provádí pouze během vytápění. K ohýbání trubek se používá ohýbačka trubek.
Vnější 2 typy měděných výrobků se používají při stavbě různých potrubí.
Tyto díly se používají také při stavbě potrubí, které musí mít zvýšenou mechanickou pevnost.
Těsnění těchto potrubí je považováno za důležitý proces. K jejich odpojení totiž může dojít kdykoli - například při opotřebení těsnicí hmoty. Pokud taková situace nastane, bude nutné spoje kompletně předělat.
Typy zábalů
Výrobci používají pro měděné trubky různé typy obalů:
- Páska FUM. Tato páska se používá na všechny typy závitových spojů;
- tvrdnoucí tmel pro vodovodní potrubí. Tento materiál se používá v různých podnicích i domácnostech;
- domácí těsnění vodovodního potrubí. Potrubí instalovaná v domech ze 40. let minulého století netěsní.
Tuto metodu můžete použít také v případě, že potřebujete vyrobit topné potrubí z měděných trubek.
Pokud není k dispozici olovnatá antimonová barva, měla by se použít běžná PF barva.
Těsnění je při práci s vodivými kapalnými systémy nezbytné.