
- 1 Měděné trubky na vodu - technologické vlastnosti a výhody
- Metody připojení
- Instalace
- Jak pájet měděné trubky, návod krok za krokem
- Příprava připojení
- Aplikace Flux
- Pájení
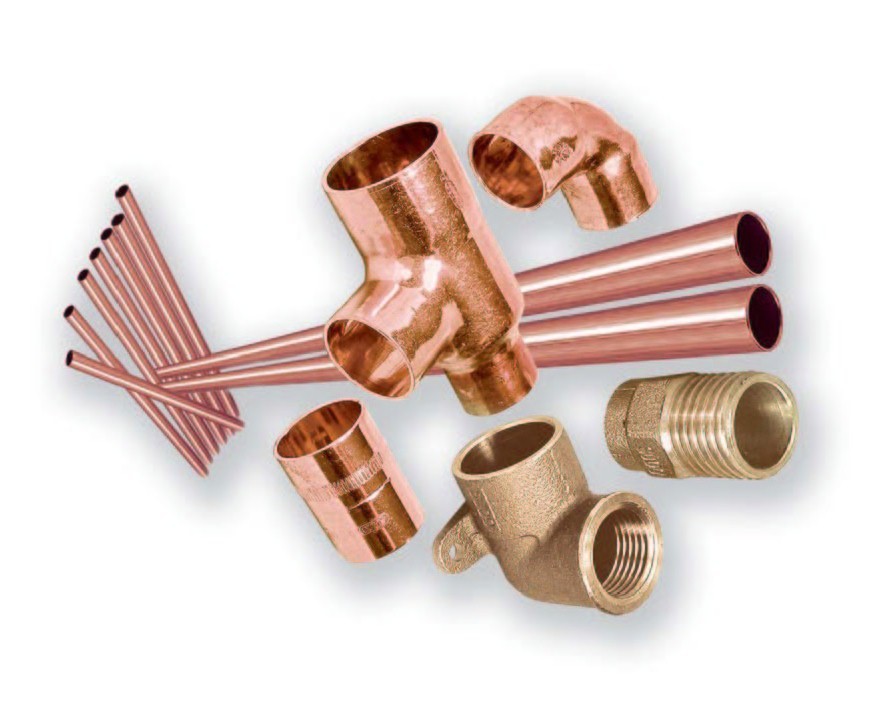
- Rozmanitost výrobků z mědi
- Aplikací
- Podle způsobu výroby
- Podle tvaru výseče
- Podle tvrdosti
- Typ zábalu
- Jaké kování je na trhu?
- Možnost č. 1 - lisovací šroubení
- Možnost č. 2 - kapilární šroubení
- Možnost č. 3 - lisovací kování
- Různé kování
- Montáž a pájení všech průměrů trubek
- Práce krok za krokem v 7 krocích vlastníma rukama
- Technické specifikace
- Klasifikace potrubí
- Normativní požadavky
- Instalace měděných trubek pro vodovodní potrubí
- Potřebné nástroje a materiály
- Postup prací
- Instalační funkce
1 Měděné trubky pro vodovodní potrubí - technologické vlastnosti a výhody
Především měď měděné trubky pro vodovodní potrubí Měděné trubky se vyznačují robustností. Pevné výrobky o průměru 12 mm s tloušťkou stěny pouze 1 mm jsou určeny pro pracovní tlak 100 barů při teplotě 250 °C. Měděné potrubí na armaturách, montované tvrdým pájením, odolává maximálnímu zatížení přes 500 atm a teplotám až 600 °C. Mnoho materiálů se při nižších teplotách stává křehkými. Měď je výjimkou - pevnost a tažnost tohoto kovu se s klesající teplotou zvyšuje.
Tato vlastnost zajišťuje, že měděné trubky lze opakovaně zmrazovat a rozmrazovat (až třikrát, v závislosti na tvrdosti výrobku). I když dojde k nehodě, je to pouze na jednom místě, na rozdíl od ocelových potrubí, kde se prasknutí rozšíří po celém potrubí. Likvidace následků zamrznutí měděných výrobků proto není příliš obtížná, zatímco ocelový systém je třeba zcela vyměnit.

Měděné trubky se snadno opracovávají a jsou technologicky velmi vyspělé v jakékoli části pokládky: při vytváření otvorů, ohýbání rohů a jiných překážek, instalaci přístrojů, instalaci odbočky na již hotové potrubí. Všechny práce vyžadují jednoduché mechanické a ruční nářadí.
Měděné systémy jsou univerzální - tvarovky a trubky stejného standardu se používají pro všechny typy inženýrských sítí. Tím je zajištěno použití stejného způsobu instalace a stejného vybavení. Nejběžnější a nejspolehlivější metodou spojování měděných trubek je kapilární pájení. Šířka pájení není ani při malých průměrech nikdy menší než 7 mm a poskytuje pevnost sestavy, která je vyšší než u známých metod spojování, včetně jakéhokoli typu svařování.

Během zkoušek vždy došlo k prasknutí tělesa trubky a těsnost spojů, včetně provozuschopných spojů, nebyla nikdy narušena. Kapilární pájení umožňuje rychlou a snadnou instalaci. Jeho výhody jsou zřejmé zejména ve srovnání se svařováním, které vyžaduje velkou opatrnost a pozornost při práci s plastovými trubkami, nebo s objemným vybavením v případě ocelových systémů.
Kromě spojů s vysokou odolností a spolehlivostí (lisování, pájení, svařování) existují také spoje, které nevyžadují speciální dovednosti a nástroje - použití šroubení pro rychlou montáž v případě nehody i v beztlakových systémech (samosvorné, kompresní atd.). To zajišťuje instalační firmě rychlost a flexibilitu. Na měděných trubkách není povoleno závitování, ale kombinované tvarovky umožňují jednoduchý přechod na závitování lisováním nebo pájením.
Vzhledem k poddajnosti mědi je možné spojovat trubky kapilárním pájením bez použití tvarovek pomocí mechanizovaného nebo ručního expandéru. To umožňuje (v některých případech výrazně) snížit náklady na instalaci. Kování zajišťuje zaručenou stabilitu a spolehlivost systému.
Měděné potrubí může být uloženo ve stěnách a podlahách, pokud jsou výrobky izolované, vlnité, opláštěné, kde se očekává tepelná roztažnost způsobená kolísáním teploty přiváděné vody, nebo namontované v potrubí. Přípojky, které mají být obsluhovány, nesmí být monolitické, pokud nejsou přístupné. Měděné trubky jsou při odkrytém uložení velmi estetické a lze je natírat, ale vyžadují uspořádání, které zabrání riziku náhodného poškození.
Metody připojení
Tyto výrobky lze instalovat dvěma způsoby: závitem nebo pájením. Měď a slitiny na bázi mědi lze spojovat pájením při vysokých nebo nízkých teplotách.

Pro vodovodní systémy se používá především nízkoteplotní pájení různými pájenými slitinami, s výjimkou olovnatocínové pájky. Obsahují vysoký podíl olova, které se nesmí používat. pro pájení potrubí pitné vody. Pro takové systémy je vhodnější volit pájky cín-měď nebo stříbro. Vytvářejí kvalitní spoje a splňují všechny požadavky na pevnost, spolehlivost a trvanlivost instalatérských systémů. Jako tavidlo můžete použít kalafunu a vazelínovou pastu, která se skládá z kalafuny, chloridu zinečnatého a vazelíny. Tato pasta má konzistenci pasty, která se snadno nanáší.
Instalace
Měděné trubky se montují pomocí speciálních tvarovek nebo svařováním. Trubky se k prvkům topného systému připojují pomocí lisovacích nebo skládacích tvarovek, častěji se však používají svařovací práce. Při instalaci žíhaných měděných trubek je lze v případě potřeby ohýbat, aby se snížil celkový počet spojů a tvarovek. K dosažení požadovaného sklonu bez ovlivnění celkového průtoku systému se používá ohýbačka trubek.

Krimpovací šroubení nevyžadují žádné speciální vybavení: trubka se jednoduše vloží do drážky až na doraz a poté se pevně utáhne maticí, zatímco samotný materiál se přitlačí k tělu šroubení. Pro zajištění maximální shody a úplného utěsnění je třeba použít dva klíče. Toto je veškeré vybavení, které budete potřebovat. Neměli byste však zapomínat na specifika krimpovacích tvarovek, která zahrnují úplnou kontrolu těsnosti - takové systémy pravidelně začínají "kapat", proto by spoje neměly být zazděné, přístup k trubkám by měl být volný.

Lisované tvarovky se instalují pomocí speciálních lisovacích strojů, což je poměrně drahá varianta instalace, ale spojení je také pevné a spolehlivé, ale není oddělitelné. Podle odborníků je kapilární pájení nejuniverzálnějším způsobem instalace měděných trubek; umožňuje spojovat úseky trubek stejného průměru. Za tímto účelem se jeden konec rozšíří, tj. mírně zvětší průměr, což umožní zasunutí jedné trubky do druhé.

Spoj se očistí speciální houbou nebo kovovým kartáčem a poté se spojované plochy natřou tavidlem, což je speciální směs, která zajišťuje maximální přilnavost mezi kovem a pájkou. Takto upravené trubky se vkládají jedna za druhou tak, aby mezera mezi nimi nepřesáhla zlomek milimetru. Pájka se poté zahřeje svařovacím hořákem, a když materiál dosáhne bodu tání, nalije se roztavená směs do všech mezer.

Po naplnění spáry je třeba ji zchladit; to lze provést buď ponořením do vody, nebo jednoduše ponecháním na volném prostranství. Obecně je tento proces, stejně jako opravy, poměrně jednoduchý, ale vyžaduje přesnost, pečlivost a dodržování bezpečnostních předpisů. Měděné trubky se vyznačují estetickým vzhledem, ale někdy uživatelé tyto výrobky natírají, aby potrubí ladilo s celkovým pojetím interiéru.

Je velmi důležité, aby barva použitá pro tento účel splňovala následující podmínky:
- povlak nesmí při vystavení vysokým teplotám změnit barvu;
- nátěr musí spolehlivě chránit před všemi druhy vnějších vlivů;
- I minimální odlupování je nepřijatelné.

Před nátěrem je vhodné potrubí natřít základním nátěrem; odborníci doporučují použít směs na bázi olova a síry. Mějte na paměti, že měděná barva se do mědi nevstřebává, takže ji musíte velmi pečlivě rozetřít štětcem. Přesto lze víceméně rovnoměrného povrchu dosáhnout až po 2-3 vrstvách. Můžete však použít i barvu ve spreji, je mnohem rovnoměrnější.








Chcete-li se naučit, jak připojit měděné trubky vlastníma rukama, podívejte se na následující video.
Jak správně pájet měděné trubky, návod krok za krokem
Postupné provádění prací vám umožní získat vysoce kvalitní spojení. Není třeba s procesem spěchat, je třeba dodržovat všechna pravidla a doporučení.
Příprava připojení
Prvním krokem je příprava požadovaných dílů s požadovanými rozměry. K řezání se používá řezačka trubek, která musí být umístěna kolmo k potrubí. Nejprve se trubka upne do držáku přípravku mezi nůž a opěrné válečky.
 Fréza se jednou nebo dvakrát otočí kolem řezaného segmentu.
Fréza se jednou nebo dvakrát otočí kolem řezaného segmentu.
Poté se šroubový mechanismus utáhne. Proces řezání se poté opakuje. Takto se pokračuje, dokud není proveden konečný řez trubky.
K přípravě dílů na požadovanou velikost lze použít také pilku na železo s ostřím. S pilkou na železo však nelze vždy dosáhnout rovného řezu. Při používání pilky na železo navíc vzniká velké množství kovových pilin.
Musíte proto dávat velký pozor, aby se do systému nedostaly kovové piliny. Kovové piliny totiž mohou způsobit poruchu drahého zařízení nebo ucpání inženýrských sítí.
 Nůžky na trubky vytvářejí čistý řez. Otřepy se poté odstraní z povrchu trubky.
Nůžky na trubky vytvářejí čistý řez. Otřepy se poté odstraní z povrchu trubky. Vnitřní povrch výrobku je vyčištěn a odmaštěn. Stejný postup se provede i u druhého segmentu.
Vnitřní povrch výrobku je vyčištěn a odmaštěn. Stejný postup se provede i u druhého segmentu.
Dalším krokem je použití expandéru nebo válcovací stolice. Tím se zvětší průměr jednoho ze segmentů, aby bylo možné díly spojit. Mezera mezi nimi musí být 0,02-0,4 mm. Menší hodnoty zabrání pronikání pájky, zatímco větší hodnoty nezpůsobí kapilární efekt.
Aplikace Flux
Tavidlo se nanese rovnoměrně v minimálním množství na vnější povrch spojované součásti.
 Operace se provádí kartáčem. Může být součástí sady činidel.
Operace se provádí kartáčem. Může být součástí sady činidel.
Pokud není k dispozici, použije se štětec. Je nutné používat nástroj, který nezanechává vlákna.
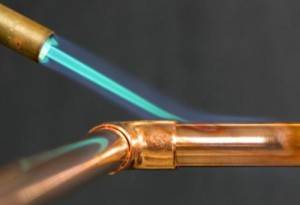
Pájení
Proces začíná spojením částí trubek. To se provádí po použití tavidla.
 Na navlhčeném povrchu nesmí být žádné cizí látky.
Na navlhčeném povrchu nesmí být žádné cizí látky.
Po spojení trubky a tvarovky se prvek otáčí, dokud není zcela usazen na segmentu trubky. Tato akce také umožňuje rozložit tok po celé spojované ploše. Pokud spotřební materiál vyčnívá z mezery mezi díly, odstraní se hadrem nebo hadříkem, protože se jedná o agresivní sloučeninu chemického původu.
Proces nízkoteplotního pájení začíná zapnutím hořáku. Plamen je nasměrován na spojovaný spoj a neustále se pohybuje podél spoje, aby se rovnoměrně zahříval. Po zahřátí dílů se do mezery mezi nimi nanese pájka. Pájka se začne tavit, pokud byl spoj dostatečně zahřátý. V tomto okamžiku je nutné hořák ze spoje odstranit, protože spotřební materiál vyplní mezeru. Měkkou pájku není třeba speciálně předehřívat. Spotřební materiál se taví v důsledku tepla z ohřívaných částí.
 Měkké pájení měděných trubek
Měkké pájení měděných trubek
Spoje v potrubních komponentech se provádějí za stálé kontroly ohřevu mědi. Kov se nesmí přehřát! Pokud toto pravidlo nedodržíte, tok se zničí. Proto se oxidy ze součástí neodstraňují. Tím se snižuje kvalita svarů.
Tvrdé pájení začíná rovnoměrným a rychlým zahřátím spojovaných dílů. Provádí se jasně modrým plamenem střední intenzity.
Pájka se nanáší na spoj při zahřátí prvků na teplotu 750 °C. Toho je dosaženo, když měď získá tmavě třešňovou barvu. Pro lepší tavení lze pájku dodatečně zahřát hořákem.
Po vychladnutí svaru se spoj otře hadříkem, aby se odstranily zbytky tavidla. V opačném případě může látka způsobit poškození mědi. Pokud se na povrchu trubky vytvoří nános pájky, odstraní se pomocí smirkového papíru.
Odrůdy výrobků z mědi
V současné době je k dispozici několik druhů měděných trubek. Hlavní z nich jsou popsány níže.







Podle účelu
Následující trubice se používají podle svého určení:
- pro nábytek - z chromu - 25 mm;
- pro komerční zařízení - oválné - 25 mm;
- pro nábytek - 50 mm (bar);
- pro kuchyňskou část - 50 mm a 26 mm (barová lišta a bar).
Chromovaná nábytková trubka se používá při výrobě nábytku. Používá se v hlavní konstrukci nábytku - jako kovová tyč. Na rozdíl od kulatého průřezu má obdélníkový průřez. Nejčastěji používané profily jsou 40*100, 40*80, 50*50.
Instaluje se pouze na rovný povrch a používá se při opravách a ve výrobních závodech automobilů - při vytváření pevného rámu.
Podle výrobního postupu.
V závislosti na způsobu výroby se používají měděné trubky, jako např.:
Nepečené měděné trubky. Vyrábí se z čistého kovu kováním.
Má vysokou pevnost v tahu. Kov se pak stává méně tvárným, což vede k určitým omezením při použití tohoto typu trubek.
Žíhané měděné trubky jsou poddajné, což usnadňuje instalaci.
Žíhané měděné trubky. Prochází speciální úpravou. Zahřeje se na 700 °C a poté se ochladí. Díky tomu jsou trubkové prvky méně pevné, ale pružnější.
Kromě toho se dobře natahují - jejich délka se zvětší 1,5krát, než se zlomí.
Žíhané potrubní výrobky jsou měkčí, a proto je jejich instalace rychlejší a snadnější.
Plochy průřezů
Podle tvaru průřezu se rozlišuje mezi:
- kruhové vodovodní trubky;
- Potrubní prvky obdélníkového tvaru. Používají se při vytváření vodičů ve statorovém vinutí elektrických zařízení, která jsou chlazena kapalinou.
Rozměry měděných trubek lze určit podle vnějšího průměru, který se pohybuje mezi 12 a 267 mm. V tomto případě má každá velikost trubky určitou tloušťku stěny 0,6-3 mm.
V případě přívodu plynu do domů se používají trubky o tloušťce stěny nejméně 1,5 mm. nejméně milimetr.
Pro sanitární instalace se v mnoha případech používají měděné sanitární trubky, které jsou k dispozici v těchto velikostech: 12, 15, 18, 22 po 1 mm, 28, 35, 42 po 1,5 mm a 52 po 2 mm.
Podle stupně tvrdosti
Z hlediska tvrdosti se používají následující měděné trubky:
Měkké. Označení je M nebo W. Jsou schopny odolat rozložení bez prasknutí nebo roztržení, pokud se vnější průměr rozšíří o 25 %.
Tyto trubky se používají při vytváření topného systému nebo při pokládání potrubí pro zásobování spotřebitelů vodou. V tomto případě se provede radiální rozvod přívodních potrubí k vodovodním a topným jednotkám.
Měkké potrubní prvky se nejčastěji používají při stavbě a opravách vodovodních potrubí. Jejich spojení je považováno za nejjednodušší - spojování lze provádět bez použití dalšího vybavení.
Měděné trubky snesou vysokou teplotu přepravovaných kapalin.
polotuhé. Jsou označeny jako P nebo HH. Tyto výrobky z trubek snesou 15% zvětšení průměru.
Instalují se za tepla, aby se potrubí spojilo bez použití tvarovek. K ohýbání a rozohýbání polotvrdých výrobků se používá ohýbačka trubek pro měděné trubky.
Solidní. Označují se písmeny T nebo H. Při jejich instalaci se rozvod provádí pouze během vytápění. K ohýbání trubek se používá ohýbačka trubek.
Vnější 2 typy měděných výrobků se používají při stavbě různých rozvodů.
Tyto díly se používají také při stavbě potrubí, které musí mít zvýšenou mechanickou pevnost.
Těsnění těchto trubek je považováno za důležitý proces. Koneckonců se mohou kdykoli rozpojit - například při opotřebení těsnicího materiálu. Pokud taková situace nastane, bude nutné spoje kompletně předělat.








Typy zábalů
Výrobci používají pro měděné trubky různé typy obalů:
- Páska FUM. Tato páska se používá ve všech typech závitových spojů;
- Vytvrzující instalatérský tmel. Tento materiál se používá v různých podnicích i v domácnostech;
- domácí těsnění vodovodního potrubí. Potrubí instalovaná v domech ze 40. let minulého století netěsní.
Tuto metodu můžete použít také v případě, že potřebujete vyrobit topení z měděných trubek.
Pokud není olovnatý antimon k dispozici, měla by se použít běžná olovnatá barva.
Těsnění je při práci s vodivými kapalnými systémy nutností.
Které kování je na trhu?
Měděné potrubí je poměrně jednoduché a snadno se instaluje. To je dáno velkým počtem dostupných typů připojení a šroubení, které umožňují vytvářet složité konfigurace systému. K instalaci není potřeba žádné těžkopádné speciální vybavení. Za nejspolehlivější prvky se považují měděné trubkové spoje. V závislosti na použitém způsobu připojení existuje několik typů šroubení.
Možnost č. 1 - lisovací šroubení
Součásti jsou vybaveny speciálním lisovacím kroužkem, který zajišťuje těsnost spojení a upevňuje tvarovku k trubce. Prvek se dotahuje ručně pomocí spojovací matice a klíče. Hlavní výhodou lisovacích šroubení je jejich snadná montáž. Není třeba žádné speciální vybavení ani ohřev. Tuto metodu lze použít k instalaci potrubí na nejhůře přístupných místech. Náročnost instalace je nízká a výsledný systém je poměrně odolný a nepropustný. Krimpovací šroubení mají také své nevýhody. Nejsou určeny pro vysoký tlak a musí se pravidelně kontrolovat a dotahovat. Takové díly není možné zabetonovat.
Kompresní prvky teoreticky zajišťují rozebíratelné spojení. Praxe však ukazuje, že po první demontáži a opětovné montáži je spolehlivost sestavy výrazně snížena a musí být vyměněna. Existují dva typy lisovacích šroubení. Jsou označeny písmeny A a B.
- Detail A se používá pro nadzemní potrubí z polotvrdé mědi.
- Díly B se používají pro nadzemní a podzemní potrubí z polotvrdé nebo měkké mědi.
Oba typy komponent se sestavují podobným způsobem.
Na obrázku je znázorněna konstrukce přítlačného šroubení. Snadno se instaluje, ale poskytuje nedostatečně pevné spojení, které je třeba pravidelně kontrolovat.
Možnost č. 2 - Kapilární armatury.
Kapilární šroubení jsou měděná pájecí šroubení. Spojuje trubku pomocí pájky, tj. měděného, cínového nebo stříbrného drátu, který je umístěn pod vnitřním závitem součástky. Při montáži se tvarovka nasadí na trubku, která je předem natřena tavidlem. Spoj se zahřívá hořákem, dokud se kovová pájka neroztaví a nevyplní malou mezeru mezi tvarovkou a trubkou. Poté se díly nechají vychladnout. Poté se provede vnější čištění speciálním čisticím prostředkem. Potrubí je nyní připraveno k použití.
Při pájení se používá pájka, která při tání vyplňuje mezeru mezi součástmi.
Výhodou tohoto způsobu připojení je jeho vysoká spolehlivost. Maximální pracovní tlak jednotky je 40 barů při teplotě systému 150 °C. Kapilární metoda vytváří velmi hladký a přesný spoj, používá se minimální množství pájky a náklady na instalaci jsou přijatelné. Nevýhodou je povinné použití hořáku a nutnost kvalifikované a zkušené osoby pro instalaci.
Možnost č. 3 - lisovací kování.
Princip dílů je založen na plasticitě mědi a její náchylnosti k deformacím způsobeným mechanickými vlivy. K dosažení takového spojení se trubka, která je předtím vložena do lisovací tvarovky, lisovacími čelistmi zalisuje. Minimální lisovací síla je 32 kN. To umožňuje dosáhnout trvalého a pevného spojení. Podél obrysu lisovacího konektoru je umístěn těsnicí kroužek, který zajišťuje těsnost spojení. Spojovací díl lze otáčet, těsnost a pevnost tím netrpí. Lisovací tvarovky se konstrukčně rozlišují na dvojité a jednoduché dilatační spáry.
Hlavní výhodou těchto prvků je, že je lze rychle instalovat bez použití elektrického ohřívače nebo otevřeného ohně. Instalují se na místech, kde je zakázáno používat hořáky s otevřeným ohněm, a také uvnitř různých nádrží, zásobníků a kontejnerů. Výsledný spoj je pevnější než spoj vytvořený pomocí lisovacích dílů. Nevýhodou je vyšší cena a nutnost použití speciálního vybavení (hydraulický nebo elektrický lis se sadou kleští různých profilů a průměrů).
Instalace lisovacího příslušenství je zapotřebí elektrický nebo hydraulický lis se sadou kleští různých průměrů a tvarů.
Typy kování
Kovové a plastové kování se vyrábí ve stejných úpravách jako ocelové a plastové výrobky:
- Přímé spoje. Nejjednodušší typ pro spojení dvou trubek stejného průměru.
- Přechodové spojky. Výrobky používané ke spojování trubek různých velikostí.
- Lokty. Tvarovky pro spojení dvou trubek v pravém úhlu.
- lokty. U trubek, kde umožňujeme měnit polohu mezi trubkami od 45° do 120°.
- Lokty. Adaptéry pro spojení čtyř trubek uspořádaných pod úhlem 90°.
- Trička. Tvarovky, které spojují tři části potrubí, z nichž jedna je namontována kolmo k ostatním dvěma.
- Koncové uzávěry. Je výrobek určený k uzavření koncového kusu trubky. Ty mají vnější nebo vnitřní závit pro našroubování do potrubí.
- Trubkové vsuvky. Tvarovky, což jsou výrobky s vnějšími závity na obou koncích, kterými se připojují k ostatním částem potrubí.
- Kování. Výrobky používané k připojení potrubí k měřicím přístrojům. Tyto výrobky mají na jednom konci vnitřní závit a na druhém vnější závit.
- Kování. Potrubí pro připojení potrubí k technologickému zařízení (kotle, ohřívače vody, filtry, výměníky tepla, kolektory).
- Kování. Pro další délky trubek s vnitřním nebo vnějším závitem.
- AmeriCorps. Výrobek, který se podobá spojovací matici. Ty mohou být přímé nebo pravoúhlé.

Všechny výše uvedené typy šroubení mají závity - vnější, vnitřní nebo kombinované. Kromě nich existují také pevné šroubení a šroubení svařovaná nebo kapilárně pájená.
Výše uvedené spojovací prvky jsou nejoblíbenějšími typy tvarovek používaných v potrubních instalacích. Při instalaci složitějších a vysoce specializovaných technických systémů lze použít i další speciální kování - pojistné matice, hlavně, nástavce a další prvky.
Nuance instalace a pájení trubek všech průměrů
Měděné trubky a tvarovky pro vodovodní systémy se spojují závitováním nebo pájením, přičemž první způsob je považován za jednodušší a pro neprofesionály přístupnější. Začněte vypracováním schématu zapojení a výpočtem celkové metráže. Pokud nemáte v této oblasti zkušenosti, je vhodné počítat s rezervou 3-5 metrů.
Práce krok za krokem v 7 krocích vlastníma rukama
Měděné vodovodní potrubí vlastníma rukama se závitovými spoji je sestaveno v následujícím pořadí:
- Řezání trubek.
- Odstraňování otřepů v místě řezu pilníkem, u trubek s izolací z PVC se očistí izolační vrstva.
- Zkosení.
- Nasaďte spojovací matici a lisovací kroužek na trubku.
- Připravte si šroubení, připojte je k matici a utáhněte spoj (nejprve ručně, poté klíčem).
- Připojení ocelových trubek (v případě potřeby) pomocí přechodových tvarovek, přičemž je třeba dbát na utěsnění závitových spojů.
- Zkontrolujte těsnost.
Měděné trubky a tvarovky pro vodovodní systém musí být správně nainstalovány.
Kontrola spojů a správná montáž
Montáž měděných vodovodních trubek pomocí lisovacích šroubení se považuje za dostatečně spolehlivou; kvalita těsnění závisí na těsnosti šroubového spoje. Pro tuto operaci doporučujeme použít speciální pneumatické nebo hydraulické kleště. Nevýhodou této metody je vizuální degradace rozvodu vody v místech spojů; pokud je důležitý vizuální vzhled, mělo by se použít pájení.









Pájení je považováno za nejspolehlivější způsob spojování měděných trubek. Postup operací je téměř stejný jako u lisovaných tvarovek: trubky se nařežou a pečlivě odjehlí.
Je důležité otřít veškerý prach a zbytky oxidů (uvnitř i vně). Poté se na vnější povrch trubky nanese tavidlo, tvarovka se vloží s požadovanou mezerou a spoj se rovnoměrně zahřeje hořákem nebo letlampou - druhé možnosti je třeba se vyhnout. Chcete-li zkontrolovat, zda je dosaženo správné teploty, stačí se lehce dotknout pájky, pokud se roztaví, znamená to, že se oblast již zahřála.
Poté se do mezery vtlačí pájka a spoj se připájí.
Chcete-li zkontrolovat, zda je dosaženo požadované teploty, stačí se lehce dotknout pájky, pokud se roztaví, znamená to, že se oblast již zahřála. Poté se do zbývající mezery vloží pájka a spoj se zapájí.
Důležitým aspektem pájení je, že část trubky budoucího potrubí musí zůstat během zahřívání a spojování v klidu. Jakékoli síly a pohyby jsou povoleny až po krystalizaci pájky. Po dokončení pájení je třeba systém propláchnout, aby se odstranily zbytky tavidla.
PODÍVEJTE SE NA VIDEO
Vyhřívané výrobky se snadno ohýbají a k jejich tvarování se používají speciální pružiny, aby byl zachován průřez. Optimálním zařízením pro získání ohýbaných prvků je speciální ohýbačka trubek, jejíž nákup je rozumný pro velké množství práce. Díly sestavené pájecím systémem vypadají úhledněji než díly ohýbané závitem. Navzdory zjevným výhodám a spolehlivosti této metody se však pájení neprovádí v oblastech s nebezpečím výbuchu kvůli otevřenému plameni. Protipožární opatření jsou povinná. Měděné trubky a tvarovky pro vodovodní instalace se hojně používají ve stavebnictví.
Technické údaje
Třída základního kovu má významný vliv na technické vlastnosti válcovaných měděných trubek. Měděné vodovodní trubky se vyrábějí převážně z čisté mědi. Při výrobě válcovaných měděných trubek se používají také slitiny tohoto kovu. Jsou tvořeny legujícími složkami v malých množstvích.
Podíl specifických nečistot v mědi ovlivňuje provozní podmínky, mechanické a technologické vlastnosti trubek. Pružnost a pevnost základního kovu se zvyšuje přidáním zinku, olova, železa a cínu.
Odolnost slitiny proti korozi je zvýšena fosforem. Mechanickou odolnost mědi zvyšuje berylium a hliník. Výrobci válcované oceli používají mangan ke snížení vlivu nežádoucích příměsí na materiál.
Klasifikace trubek
Trubky z mědi mají různý průměr. Velikost průřezu určuje průtočnou kapacitu komunikace. Standardní rozsah průměrů trubek se pohybuje od 1/4" do 2". Následující velikosti potrubí se používají především uvnitř obydlí:
- 1/2″ - pro sprchu a vanu;
- 3/8″ - pro kuchyňskou baterii a umyvadlo;
- 1/4″ - pro připojení WC, bidetu a výrobníku ledu.
 Měděné vodovodní potrubí ve sprše.
Měděné vodovodní potrubí ve sprše.
Výrobci vyrábějí měděné potrubí dvou typů:
- Žíhané výrobky - měkké výrobky ošetřené vysokou teplotou 550-650 °C. Žíhání trvá 60-90 minut, poté se zahřáté polotovary postupně ochlazují. Tímto procesem vznikají trubky, které jsou pružné a odolné vůči vysokému tlaku, prudkým změnám teploty a vlhkosti.
- Nežíhané výrobky jsou tuhé a mají vyšší pevnost, ale nižší pružnost.
Je možné zakoupit válcované výrobky ve speciální izolaci s PVC pláštěm. Na povrchu tohoto typu výrobku se netvoří kondenzát.
Dostupné měděné trubky se liší také tloušťkou stěny. Tento parametr určuje oblast použití válcovaného výrobku, protože tato vlastnost ovlivňuje nejvyšší provozní tlak v systému.
Silnostěnné výrobky s písmenem "K" se používají pro vstup a v protipožárních sítích. Často se do země pokládají silnostěnné výrobky. Ke spojení jednotlivých částí těchto trubek se často používají lisovací tvarovky.
Tenkostěnné výrobky s písmenem "M" se používají pro domovní instalace, ale vztahují se na ně větší omezení. Trubky s označením "L" se nejčastěji používají pro vodovodní systémy.
Regulační požadavky
Výrobky s tlustými stěnami vyrobené lisováním a deformací za studena musí splňovat specifikace uvedené v GOST 617-2006. Tenkostěnné tažené trubky jsou vyráběny v souladu s GOST 11383-75.
Renomovaní a odpovědní výrobci vyrábějí vysoce přesné výrobky. Jejich vlastnosti odpovídají normě GOST 26877-2008. Při výrobě měděných trubek se používají slitiny a primární měď s požadavky GOST 859-2001.
Instalace měděných trubek pro zásobování vodou
Než začnete, je třeba vytvořit schéma budoucí sanitární konstrukce a na základě jeho výpočtů spustit metr válcované měděné trubky a počet spojovacích prvků (lisovací mufny, tees, ohyby, adaptéry, atd.).
Potřebné nástroje a materiály
Pro instalaci válcované trubky z měděné slitiny je třeba připravit sadu nástrojů, která se skládá z:
- Pila na kov nebo řezačka trubek.
- Kleště.
- Ruční kalibrátor.
- klíče nebo letovací hořák (pro zahřátí trubkových profilů při pájení spojů).
- Soubor.
Ke spojení trubkových profilů bude v závislosti na zvoleném způsobu spojování zapotřebí následující materiál:
- Kování.
- FUM - páska pro utěsnění spojů dělených armatur.
- Pájka a tavidlo (v případě pájecích výrobků).
Bezpečnostní opatření
Pájení měděných výrobků se provádí při jejich zahřátí na vysoké teploty, proto je nutné nosit ochrannou kombinézu a při práci používat nehořlavé stínění. Ze spojených dílů v oblasti styku musí být odstraněny pryžové nebo plastové pláště. Ventily instalovaných ventilů musí být vyšroubovány, aby se zabránilo roztavení o-kroužků.










Při pájení měděných výrobků v již instalovaném potrubním systému je třeba otevřít všechny uzavírací ventily, aby hladina tlaku v potrubí nepřekročila přípustné hodnoty v důsledku zahřívání některých úseků.
Postup
Spojte jednotlivé části potrubí pomocí tvarovek v následujícím pořadí:
- Odřízněte profily trubek na požadovanou velikost.
- Pokud je vodovodní potrubí vyrobeno z měděných trubek s PVC izolací, je třeba tuto vrstvu z konců výrobků odstranit.
- Řeznou linii otlučte pilníkem.
- Odstraňte zkosení.
- Na připravený díl nasaďte střídavě převlečnou matici a lisovací kroužek.
- Nasaďte šroubení na matici a utáhněte závit nejprve rukou a poté klíčem.
- V místech, kde instalujete přechodovou tvarovku z měděné trubky na ocelovou, zajistěte těsnost spojů pomocí pásky FUM.
Při pájení trubek vlastníma rukama je nutné dodržovat výše popsaná bezpečnostní opatření a mít určitou zručnost. Proces přípravy a samotného pájení zahrnuje následující kroky:
- Řezání potřebných úseků trubek pomocí řezačky trubek nebo pily na kov.
- Odstranění izolační vrstvy (je-li přítomna) a případných otřepů na koncích trubek.
- Odstraňte oxidový film v oblasti pájky jemným brusným smirkem.
- Broušení kování.
- Na vnější povrch dílů naneste tavidlo.
- Vložte konec trubky do šroubení tak, aby mezi díly zůstala mezera maximálně 0,4 mm.
- Zahřejte styčnou plochu součástí plynovým hořákem (na obrázku níže).
- Vložení pájky do mezery mezi tvarovkou a koncem měděné trubky.
- Pájený spoj.
- Proplachování systému od částic fluxu.
Postup pájení měděných trubek viz video:
Vlastnosti instalace
Pájená sestava tvoří nerozebíratelný spoj, který nevyžaduje údržbu a je považován za nejspolehlivější v provozu. Pro pájení měděných instalatérských trubek je však nutné mít dostatečné zkušenosti s tímto druhem práce a příslušné znalosti. Začátečníci mohou využít následující pokyny:
- Výrobky z mědi nečistěte abrazivními čisticími prostředky, hrubým smirkovým papírem nebo kovovými kartáči, protože by měď poškrábaly. Hluboké škrábance na povrchu brání vytvoření pájecího spoje.
- Flux je poměrně agresivní látka s vysokou chemickou aktivitou. Nanáší se štětcem v tenké vrstvě. Pokud se na konci procesu spojování na povrchu objeví přebytky, je třeba je okamžitě odstranit.
- Kontaktní plochu zahřejte dostatečně, ale ne příliš, aby se kov neroztavil. Samotná pájka se nesmí zahřívat. Měla by se nanášet na zahřátý povrch dílu - pokud se začne tavit, můžete začít pájet.
- Trubky musí být ohnuty tak, aby nedocházelo k jejich zalomení a zkroucení.
- Měděné výrobky by měly být instalovány před hliníkové nebo ocelové profily ve směru proudění vody, aby se zabránilo jejich rychlé korozi.
- Pro přestavbu měděných trubek na jiné kovové profily se doporučují mosazné, bronzové nebo nerezové tvarovky.



