- Pracovní kroky
- Typy spojů PE trubek
- Funkce
- Kontrola kvality svaru
- Parametry svařování a jejich pořadí
- Více informací o tomto tématu najdete na našich webových stránkách:
- Pokyny pro svařování
- Základní pravidla
- Elektrofúze
- Svařování na tupo
- Technika spojování soklů
- Difúzní pájení PE trubek
- Jak výrobek ohnout nebo narovnat
- Přehled metod ohýbání
- Účinné metody ohýbání obrobku
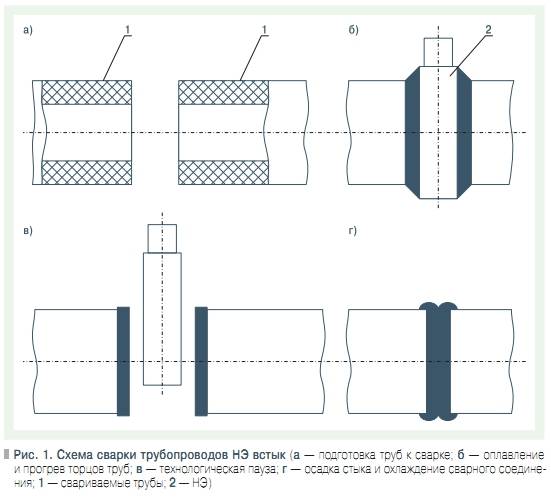
- Svařování na tupo
- Silné stránky aplikace elektrických zásuvek
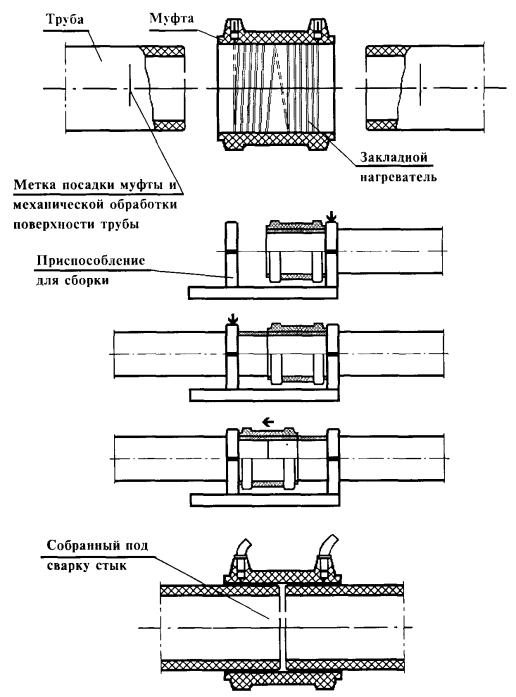
Pracovní kroky
Svařování polyethylenového vedení vlastníma rukama je možné metodou elektrotavení.
Pokyny lze prezentovat takto:
- příprava;
- upevnění odstředivou spojkou a montáž zásuvky;
- připojení svářečky k zásuvce;
- svařování;
- vyjmutí stroje ze spodní části kloubu.

I když se svařování předpokládá v domácích podmínkách, je třeba konce ještě oříznout speciálním nástrojem, řezačkou na trubky. To umožní lepší vyrovnání kloubu. Oxidový povlak ze spáry se snáze odstraní ruční škrabkou nebo pomocí tyče. Odstraňovaná vrstva by měla být asi 200 mm od okraje trubek. Třísky se musí odstranit stejnou škrabkou. Spojované díly je třeba odmastit alkoholem. V této fázi lze použít speciální ubrousky. Pro co nejpřesnější umístění ve středu potrubí lze potrubí označit podle rozměrů spojky. Trubky a spojky se podle těchto rozměrů snáze upevňují.

Sestavená konstrukce musí být bezpečně zajištěna. Připojte svorky svářečky ke konektorům v zásuvce. Stroj se zapne a čárový kód na povrchu zásuvky se rozpozná. Většina svářeček je plně automatická. Doba ohřevu a chlazení zásuvky se nastaví právě v okamžiku rozpoznání kódu. Proces svařování začne po načtení kódu a skončí po zaznění zvukového signálu. Trubku nechte sedm minut chladnout. Teprve poté je možné uvolnit svorky z centrátoru a vyjmout zařízení zpod pájecího hrotu.

Typy spojů PE trubek

Polyethylenové trubky lze spojovat do jedné trubky různými způsoby. Každý z nich je vhodný pro specifické podmínky.
- Například spojování HDPE trubek pomocí tvarovek a spojek (nástrčné svařování) se používá především pro vnitřní část domovního vodovodního systému.
- Trubky lze instalovat ručně svařováním na tupo. Tato metoda se používá pro podélnou část venkovní instalace. Trubky lze položit na zem nebo do výkopu a následně je zasypat zeminou.
- Elektrotvarové svařování. Tento způsob spojování HDPE trubek se provádí pomocí speciálních plastových spojek s vloženými spirálovými prvky, které se zahřívají přivedením proudu.
Podívejme se na jednotlivé metody podrobněji.
Funkce
Hlavní potíž spočívá v tom, že provozní a technologické vlastnosti polyethylenových trubek jsou do značné míry podobné jako u trubek polypropylenových. Nepodléhají také korozi. Vnitřní povrch trubek není pokryt usazeninami. Trubky mají vysokou chemickou odolnost. Materiál je šetrný k životnímu prostředí a má dlouhou životnost.

Odborníci si všímají rozdílu v podobě nízkého tepelného odporu. Trubky HDPE se proto používají pouze pro rozvody studené vody a ventilační systémy. Někdy se používají pro instalaci plynovodů. Použití polyethylenových trubek je možné v prostředí s teplotou nad 40-50 stupňů. Výjimkou je zesíťovaný polyethylen, který lze používat při teplotách až do +95 stupňů. Polyethylenové trubky mají vynikající mrazuvzdornost, která umožňuje jejich použití při teplotách až -70 stupňů.

HDPE je k dispozici v průměrech od 20 do 1200 mm. Vzhledem k rozmanitosti variant jsou široce používány v různých aplikacích. Kromě vodovodů se nakupují také velkoprůměrové trubky pro kanalizaci, a to jak vnitřní, tak vnější.







HDPE trubky jsou charakteristické vlastnostmi základu - nízkotlakého polyethylenu. Je lehký, což usnadňuje jeho instalaci, a je odolný vůči tlaku desítek atmosfér. Mezi negativní vlastnosti materiálu patří omezená možnost použití při teplotách pod nulou (HDPE glazury) a při vyšších teplotách (nad 40 stupňů) HDPE ztrácí svou tuhost. Při zahřátí na 70 stupňů se polyethylenová základna zvětší, ale ne o moc.
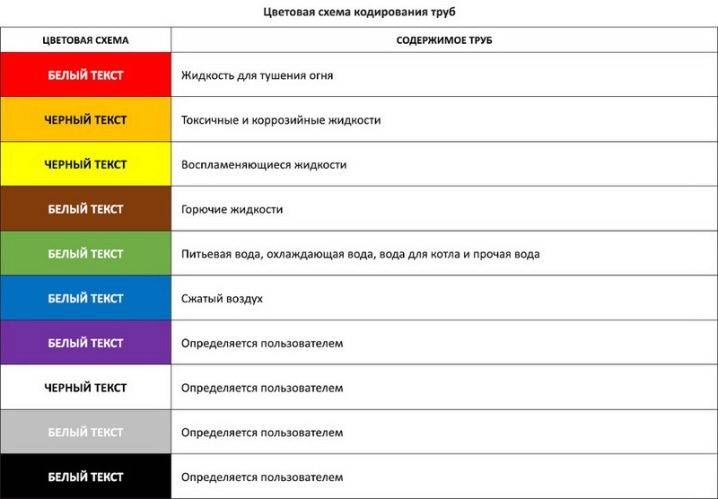
Sortiment HDPE je regulován normou GOST, která byla vydána již v roce 2001. Všechna označení, která jsou nanesena na jednom z povrchů trubek, jsou v souladu s normami. Označení velmi usnadňuje výběr správných možností. První písmena obsahují název dodavatele, pak třídu PE, hodnotu, např. 1000 mm. V tabulce je uvedena také tloušťka vedení, možný pracovní a maximální tlak, datum výroby a číslo šarže.
Barevné pruhy jsou rovněž součástí technologické karty. Pokud je zásuvka žlutě zbarvená, lze trubky použít pro plynové potrubí, pokud je pruh modrý, lze trubky použít pouze pro vodovodní potrubí. Schéma připojení potrubí vychází ze standardních délek dostupných na trhu - od 5 do 25 metrů. Hlavní vodovodní potrubí se obvykle vyrábí na zakázku a je dlouhé až 0,5 km, takže obsahuje minimální počet přípojek.
Kontrola kvality svaru
Při montáži svarových spojů některou z výše popsaných metod je velmi důležité správně posoudit kvalitu svaru. Podle toho se určí, zda lze úsek potrubí použít, nebo zda bude nutné jej celý předělat.

Detail se dvěma správnými svary
Kritérií pro hodnocení opravdu není mnoho a je poměrně snadné si je zapamatovat:
- Nejdůležitějším znakem kvality je rovnoměrný polyethylenový válec po obvodu trubky. Pokud je válec zakřivený nebo je na něm místo válce prohlubeň, nelze spojení použít;
- Dalším důležitým faktorem je zarovnání. Je povoleno malé posunutí spojovaných částí, které však nesmí přesáhnout 10 % tloušťky stěny trubky;

Fotografie vadného místa, pokud není zarovnání správné.
- Omezena je také výška role roztaveného polyethylenu. Pro trubky se stěnami 5 - 10 mm je tato hodnota 2,5 - 3 mm a pro trubky se stěnami do 20 mm je tato hodnota 5 mm a méně.
Pokud instalujete nízkotlaké nebo netlakové potrubí, lze samozřejmě malou toleranci zanedbat, ale i tak se to nevyplatí. Je mnohem snazší vytvořit nový svařovaný spoj než později opravovat stávající potrubí.







Parametry svařování a sled operací
Parametry pro svařování na tupo zahrnují:
- Stupeň tlaku na koncích.
- Teplota, při které materiál taje. Záleží na třídě.
- Síla, kterou jsou konce přitlačovány k topnému tělesu.
- Doba trvání procesu.

Pořadí operací:
- Prvním krokem při svařování polyethylenových trubek je očištění spojovaných konců trubek.
- Upnutí trubek v centrátoru jednotky, kde bude probíhat svařování PE. Dokončení konců trubek pomocí frézy pro zajištění kolmosti osy. U hotových obrobků se kontroluje, zda nemají mezery.
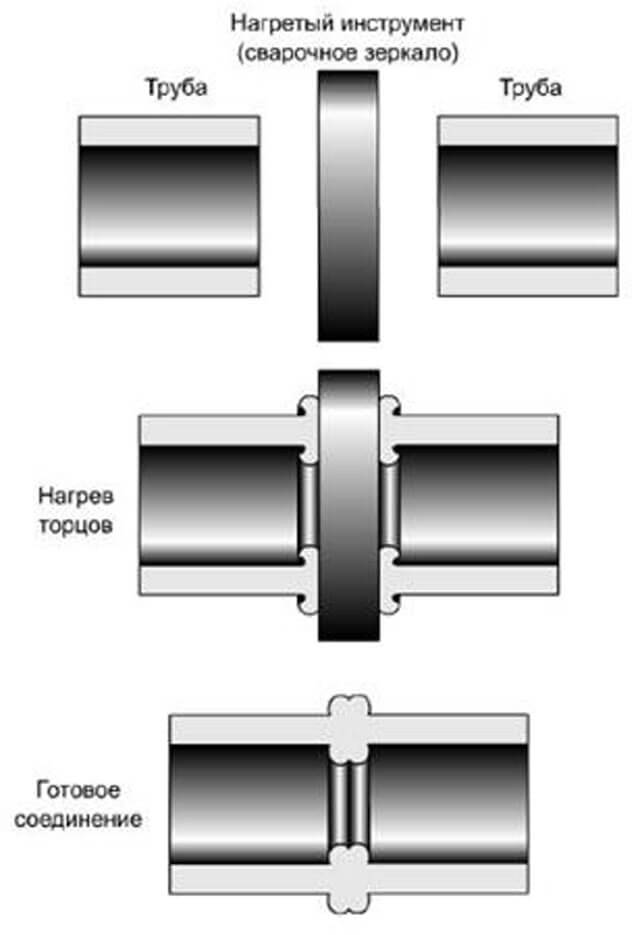
- Konce trubek zahřejte pomocí svařovacího zrcadla na teplotu tavení přibližně 220 °C.
- Konce trubek k sobě podle potřeby pevně přitiskněte.
- Vytažení hotové trubky ze stroje.
Chcete-li pochopit, jak svařování plastových trubek funguje, podívejte se na video na našich webových stránkách, které vám poskytne více informací. Pokud máte správné vybavení, můžete si práci provést sami.
Více informací o tomto tématu najdete na našich webových stránkách:
- Svařování polypropylenových trubek - videoproces Díky své nízké ceně a snadnému spojování zaujímají plastové trubky přední místo v instalaci topných a vodovodních systémů. V porovnání s kovovými konstrukcemi jsou polypropylenové trubky...
- Typy elektrod pro svařování - svařovací elektrody na videu Svařovací elektroda je různě dlouhá kovová tyč, která se používá při svařování dílů z nejrůznějších materiálů. Jejich hlavním účelem je dodávat elektrický proud do...
- Svařování pro začátečníky - video lekce Slovo svařování je běžně chápáno jako technologický proces, při kterém v důsledku zahřívání vznikají mezi součástmi mezimolekulární a meziatomové vazby. Tímto způsobem se spojují přímé materiály. V podstatě ...
- Video lekce svařování - sledujte lekce invertorového svařování pro začátečníky Začátečníci by měli sledovat video lekce svařování, aby se vyhnuli častým chybám a jejich práce byla kvalitní a bezpečná. Vždy je dobré mít na paměti, že...
Sdílejte tento materiál se svými přáteli na sociálních sítích (klikněte na ikony):
Pokyny pro svařování
Pokud jste se rozhodli pro polyethylenové trubky, udělali jste moudrý krok, ale nyní je ještě musíte správně nainstalovat. Naučme se, jak
Základní informace
Bez ohledu na to, zda se rozhodnete pro svařování polyethylenových trubek elektrotvarovkou nebo na tupo, musíte dodržovat tyto důležité zásady:
- Spojované prvky musí být kompatibilní (složením i fyzikálními parametry).
- Svařování polyethylenových trubek na tupo lze provádět pouze v případě, že díly mají stejný průměr a tloušťku stěny.
- Hrany je třeba důkladně očistit a odmastit.
- Konce konstrukcí, které nejsou součástí procesu spojování, musí být uzavřeny zátkami, aby se zabránilo působení studeného vzduchu, který má negativní vliv na proces.
- Během práce musí být minimalizováno vystavení vnějšímu prostředí, a to takto
- v horkém počasí nevystavujte oblast připojení slunečnímu záření;
- za větrného počasí vytváří překážku pro poryvy vzduchu;
- Za chladného počasí je vhodné pracovní prostor vytápět.
- Během svařování a ochlazování zabraňte mechanickému působení na systém.
Podívejme se nyní podrobněji, jaká je technologie svařování polyethylenových trubek na tupo a použití metody elektrotavení.
 Fotografie procesu elektrolýzy: připojená topná tělesa
Fotografie procesu elektrolýzy: připojená topná tělesa
Elektrotvarové připojení
Tento typ svařování, nazývaný také tepelně odporové svařování, se používá pro upevňování prvků různých tlouštěk a průměrů stěn a také pro instalaci netlakových potrubí - drenážních zařízení, gravitačního odvodnění atd.
Pro připojení pomocí této technologie budou zapotřebí speciální armatury - elektricky svařované armatury. Nyní si zapamatujte pořadí práce.
- Vypracujte návrh systému.
- Vypočítejte potřebný počet trubek a dalších dílů.
- Proveďte nákup.
- Konstrukci rozřežte na kousky plánované délky. Dbejte na to, aby byl řez rovný a aby se do systému nedostal roztavený materiál.
- Připravte a vyčistěte díly včetně spojek. Povrch součástí je dobré odmastit alkoholem na kousku hadru.
- Pokud je povrch prvků zoxidovaný, odstraňte přebytečnou vrstvu škrabkou.
- Upevněte prvky do polohovacího zařízení a nezapomeňte na vyrovnání.
- Spojení omotejte lepicí páskou, aby se do něj nedostal prach.
- Otevřené konce konstrukcí zakryjte zátkami.
- Přiložte napětí ke spojovacím svorkám.
- Počkejte, až se prvky zahřejí a spojí.
Tepelně odolné svařování polyethylenových trubek lze provádět pouze tehdy, jsou-li spojované prvky nepohyblivé. Stejnou polohu je třeba udržovat až do vychladnutí svaru.
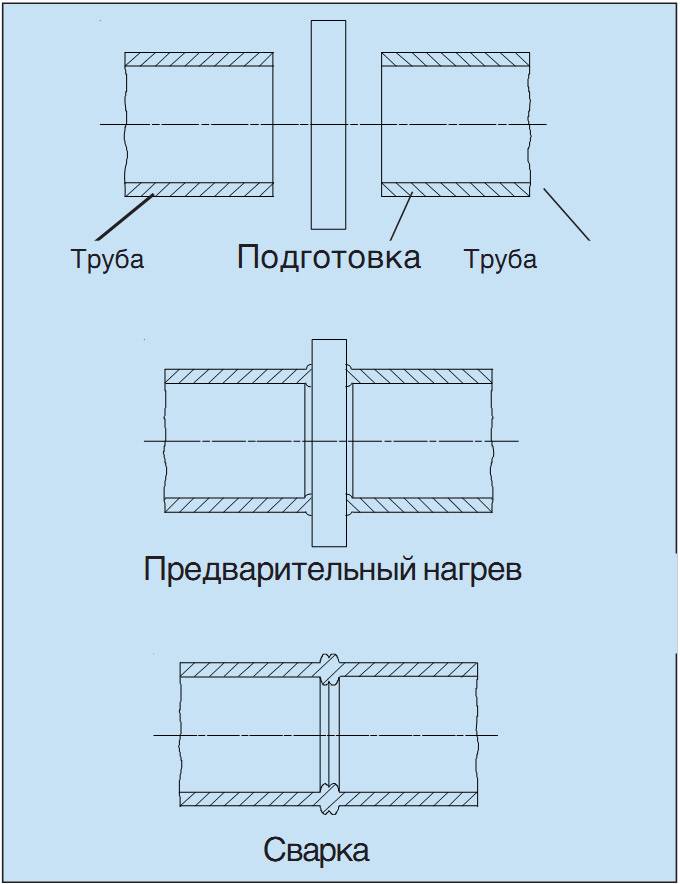
 Nastavení svařování na tupo vypadá takto
Nastavení svařování na tupo vypadá takto
Svařování na tupo
Technologie a parametry svařování polyethylenových trubek na tupo jsou zajímavější, protože prvky se spojují na molekulární úrovni a vytvářejí pevnější spoj. Tato metoda se používá pro prvky o průměru od 50 mm a tloušťce stěny od 5 mm.
Při této metodě se okraje výrobků zahřívají speciálním ohřívacím zařízením, poté se roztaví a spojí, čímž vznikne bezešvý celistvý spoj.
Pracovní postup pro tento typ svařování až do bodu č. 7 je shodný s předchozí verzí (s tím rozdílem, že k práci nejsou zapotřebí zásuvky).
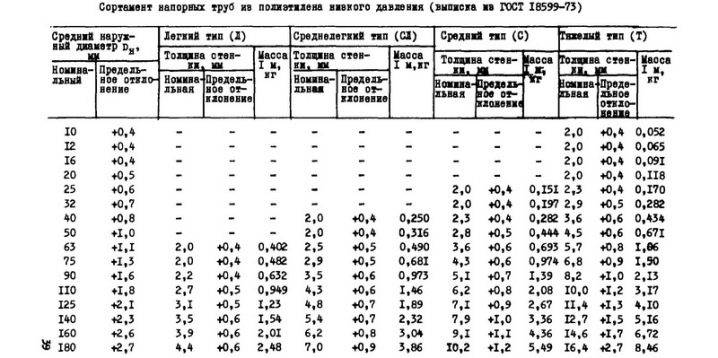
Tabulka pro stanovení doby ohřevu a chlazení svařovaných dílů
A pak je to jinak a vypadá to takto
- vložte konce prvků do zařízení tak, aby mezi nimi byla topná deska;
- Přitlačte okraje k topné desce a neměňte tlak, dokud není proces tavení dokončen;
- zahřívejte prvky v souladu s normami (pomůže vám k tomu níže uvedená tabulka o svařování PE trubek);
- Vyjměte desku a spojte konce rovnoměrným tlakem;
- Nechte polyethylen vychladnout, dokud tupý spoj nedrží na místě.
Technika zásuvek
Pájení HDPE trubek lze provádět několika způsoby. Na těchto postupech není nic zvlášť složitého, ale svářeč se musí rozhodnout, která metoda mu vyhovuje nejlépe.





Existuje proces fúze zásuvek. Někdy se mu říká "nástrčné spárování". Podstatou této techniky je spojení prvků pomocí speciálních zařízení - kování. Kromě toho budete potřebovat vybavení pro práci, konkrétně svářečku. Můžete si vybrat ruční model pro výrobky malých rozměrů (do 50 mm) nebo mechanický model pro polyethylenové trubky velkých průměrů (od 40 mm a více).
Nezapomeňte si také připravit adaptéry nebo svařovací trysky pro práci a různé nástroje pro řezání výrobku.
Při tomto svařování musí být vnější strana trubky spojena s vnitřní stranou tvarovky. Oba tyto povrchy jsou zahřívány svařovací tryskou: objímka zahřívá trubku a trn zahřívá tvarovku.
Svářečka PE trubek je poměrně drahá.
Proces slučování zásuvek probíhá následovně:
- Svářečka se zahřeje na požadovanou teplotu;
- Tvarovka se natáhne co nejdále na trn a současně se konec trubky nasune na objímku tak daleko, jak to jen jde (vše se musí provést velmi rychle);
- Rozdíl ve velikosti dílů vede k překrytí, které se při zahřátí roztaví a vznikne malý váleček zvaný welt;
- Korálek zmenšuje průměr trubek a umožňuje tak jejich zasunutí do svařovací trysky a vyrovnání trnu s tvarovkou;
- Všechny kusy by se měly posunout do ohřívací trysky tak daleko, jak to jen půjde, a po dosažení této hranice by měl být veškerý tlak zastaven;
- Všechny kusy se pak v této poloze drží po požadovanou dobu;
- Po uplynutí času se šroubení odstraní, trubka se vyndá z trysky a kusy se co nejvíce spojí;
- Po vychladnutí připájeného kusu je třeba přivařit druhý kus na druhý okraj kování.
Difúzní pájení PE trubek
Dnes ještě nemá polyethylen takovou prestiž jako kov nebo kov/plast, ale ve skutečnosti jsou jeho pevnostní a výkonnostní charakteristiky stejně dobré. Díky moderním technologiím ve fázi výroby jsou PE trubky vysoce kvalitní a spolehlivé. Nejzajímavější metodou svařování je difuzní svařování, které nevyžaduje žádné speciální vybavení. Svařování touto metodou zvládne i začátečník.

Vysokotlaký a nízkotlaký polyethylen (LDPE a HDPE) jsou jedny z nejoblíbenějších polymerních termoplastů, které jsou velmi žádané při organizování různých vodovodů, kanalizací apod. Charakteristickou vlastností polymerního materiálu je, že při zahřátí měkne, protože řetězec molekul ztrácí vzájemné spojení. Když ztvrdne, získá zpět svou původní sílu, jako by k přeměně vůbec nedošlo. Právě tato vlastnost činí z polyethylenu ideální materiál pro svařování. Po změknutí lze oba výrobky spojit, čímž se po vytvrzení vytvoří nejpevnější možný spoj. Mezi oběma díly vznikne velmi pevný svarový spoj.

PE trubky se svařují při relativně nízké teplotě 270 stupňů Celsia, což ztěžuje úkol výběru zařízení a jeho následné použití. Provozní doba je extrémně krátká (několik sekund na krok) a lze ji upravit pouze změnou tloušťky trubek.
Jak výrobek ohnout nebo narovnat
Polyethylenové trubky jsou k prodeji v rovných 12metrových úsecích nebo jako jednodílné výrobky smotané do velkých svitků. Při svinování mohou tvořit prstence a deformovat se. Před rovnáním nebo ohýbáním deformované HDPE trubky je třeba ji zahřát.

Při montáži potrubí je často nutné narovnat zkroucené nebo naopak ohnout deformované PE potrubí.
Nízkotlaký polyethylen je známý svou dobrou pružností. Tuto vlastnost však ztrácí při zahřátí nad +80 °C. Tento bod použijte, když potřebujete změnit konfiguraci produktu.
Je však třeba mít na paměti, že při rovnání nebo ohýbání lze teplotu zvýšit pouze na krátkou dobu. Koneckonců polyethylenové potrubí patří do kategorie stavebních materiálů, které mohou být poškozeny, pokud je porušen teplotní režim.
Přehled způsobů narovnání potrubí
Nejjednodušší způsob, jak narovnat trubku odstraněním záhybů, které vznikly během skladování a přepravy, je výrobek lehce zahřát. Pokud výměnu nebo opravu potrubí provádíte v létě, kdy jsou sluneční paprsky nejsilnější, můžete je využít pro splnění úkolu.








Chcete-li narovnat trubku z HDPE, stačí ji nechat několik hodin na přímém slunečním světle a konce pevně zafixovat.
UV záření neohrozí vlastnosti polyethylenu, ale na určitou dobu změkčí stěny výrobku. Stačí, když změkčenou trubku upevníte podél pevné podpěry nebo stěny nebo ji umístíte do předem připraveného výkopu. Před narovnáním ohnuté HDPE trubky na zemi je třeba vyklidit prostor.
Pokud je třeba práci provést v zimě, použijte k ohřevu výrobku horkou vodu. Tato metoda je však účinná pro trubky o velikosti do 50 mm. Jako pomocné prostředky pro narovnání lze použít kovové zábradlí a zdivo. V každém případě platí, že čím kratší je kus, tím lépe se s ním pracuje.
Účinné metody ohýbání dílu
Pokud nastane opačná situace, kdy je nutné ohýbat trubky z HDPE, použije se stejná tepelná úprava. K vytápění se používají následující metody:
- Foukání horkého vzduchu pomocí stavebního vysoušeče;
- Zahřívání stěn výrobku plynovým hořákem;
- Vroucí voda na povrchu.
Pro zjednodušení postupu ohýbání je vhodnější zkonstruovat rám pro tvarování. Rám, jehož velikost odpovídá průměru ohýbané trubky, může být vyroben z běžných dřevovláknitých desek. Rám přebruste smirkovým papírem, aby byl povrch hladký.
Při ohýbání trubky HDPE pomocí fénu postupujte následovně:
- Ošetřovanou oblast zahřejte stavebním fénem.
- Změklý obrobek se ohýbá do lisovacího rámu.
- Opatrně ohněte trubku bez použití nadměrné síly, aby nedošlo k roztržení výrobku v místě ohybu.
Po vytvoření požadovaného úhlu ohybu nechte trubku zcela vychladnout a poté ji vyjměte z rámu.

Aby se zajistilo rovnoměrné zahřívání povrchu polyethylenového výrobku, musí se trubka neustále otáčet kolem své osy a vystavovat paprskům různé části.
Důležité: Při ohřevu potrubí je nutné dodržet "zlatou střední cestu". Pokud není povrch při ohýbání dostatečně zahřátý, může dojít k prasknutí trubky. Pokud se topné těleso během ohřevu příliš přiblíží k obrobku, může dojít ke vznícení pryskyřice.
Svařování na tupo

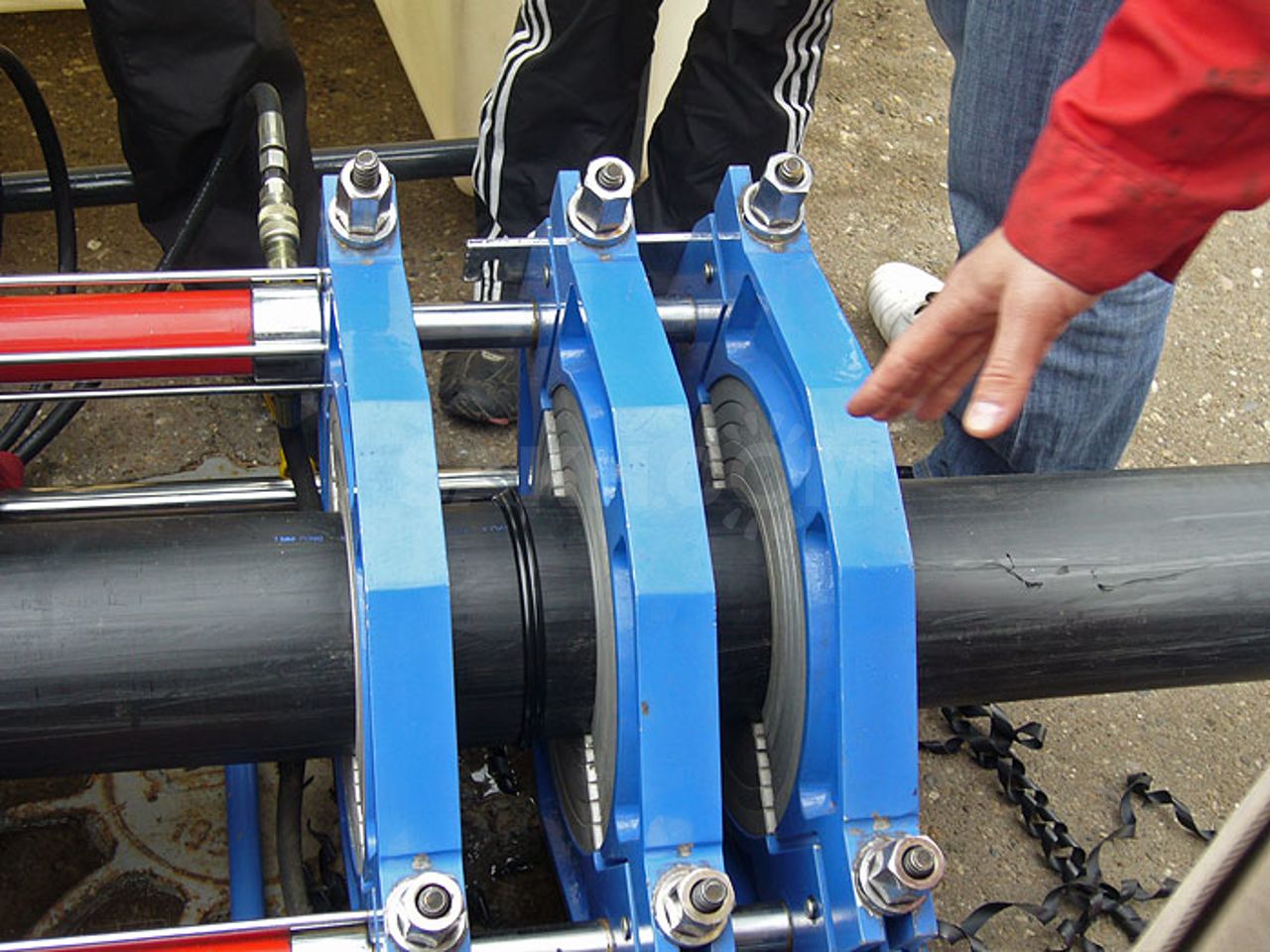
Trubky HDPE lze svařovat také na tupo vlastníma rukama. Svařování na tupo se provádí pomocí speciálního zařízení s mechanickým nebo hydraulickým pohonem. Stroj svaří obě části trubky k sobě, dokud není mezera úplná a těsná. Nejoblíbenější jsou stroje se softwarovým ovládáním. Tato zařízení se vyznačují plnou automatizací a možností řídit proces svařování bez zásahu obsluhy, pokud jde o fyzickou námahu.
Před provedením prací vlastníma rukama by měly být vybrány trubky HDPE se stejnými technickými vlastnostmi. Doporučuje se svařovat trubky i ze stejné šarže. Vzhledem k tomu, že se zde polymer spojuje na molekulární úrovni, je díky tomuto postupu svarový spoj pevnější a spolehlivější.
Principem svařování na tupo je zahřátí konců trubek na speciální desce. Po roztavení se odstraní PE deska mezi konci obou svařovaných trubek a prvky se mechanicky stlačí, dokud se polymer zcela nepromísí a nesvaří. Poté je třeba nechat potrubí zcela vychladnout.
Popis metod svařování trubek z PVC
- Například u trubek o průměru 20 mm bude délka tavení (hloubka svaru) 14,5 mm;
- Pro kusy 25 mm - 16 mm;
- Pro trubky 32 mm - 18 mm;
- Pro trubky 40 mm - 20 mm;
- Pro trubky o průměru 50 mm - 23 mm.
Silné stránky aplikace elektrické spojky
Elektrotvarovky se obvykle používají v případech, kdy není vhodné nebo praktické svařovat polyethylenové trubky na tupo. Nejčastěji se vyskytuje v kanalizačních šachtách, úzkých a nepřehledných kanálech, instalačních šachtách ve sklepě a ve stěnách domů. Přesně řečeno, elektrotvarovky přicházejí na pomoc v případech, kdy nelze použít svařování na tupo.








Další výhodou tohoto způsobu spojování polyethylenových trubek je jeho pohodlnost v případě nehody nebo poškození potrubí. Tyto situace obvykle vyžadují velmi rychlou nápravu. Svařování HDPE trubek pomocí elektrických spojek je velmi snadné - nejsou k němu potřeba žádné speciální znalosti.

Snadnou instalaci svítidla zajišťují speciální otvory ve svítidle. Pro určení optimální teploty svařování mají moderní svářečky, které jsou vybaveny elektrotvarovkami, funkci čtení požadovaných informací přímo z čárového kódu. Spojování se provádí pomocí nejjednodušších nástrojů, jako je čistič konců trubek, elektrotvarovka a svářečka.



