
- Obtíže procesu
- Odvětvové svařování
- Použití písku
- Ohýbání dřeva
- Přehled typů
- Podle typu umístění
- Podle typu pohonu
- Ochrana před oválením
- Modelový výkres stroje
- Ohýbací pružina
- Vlastnosti ohýbání profilů
- Práce doma bez stroje
- Jaký je problém s ohýbáním profilů?
- Jaké stroje mohou usnadnit práci?
- Možnost č. 1 - kompaktní, ruční modely
- Možnost č. 2 - elektrické ohýbačky pro profesionály
- Základní prvky designu
- Proces výroby stroje
- Konstrukční detaily
- Nástroje pro práci
- Ohýbačka trubek vlastníma rukama
- Nevýhody podomácku vyrobených strojů
- Potřeba zohlednit profil
- Typy ohýbání. Použití ohýbačky trubek
- Jak ohýbat trubky velkého průměru
- Ohýbání výrobků čtvercového a obdélníkového průřezu
- Typy ohýbaček, které lze vyrobit
- Stroje na ohýbání válců
- Výroba ohýbače kuší
Obtíže procesu
Veškerý kovový materiál lze částečně nebo zcela ohýbat. Proces ohýbání se provádí dvěma způsoby:
- mechanické působení;
- zahřívání kovu.

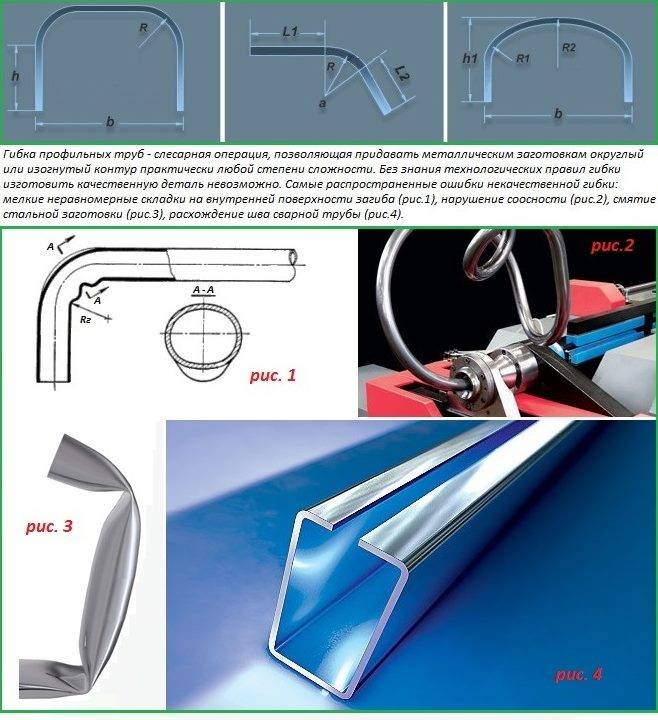
 Kulatý kus kovu je zhruba plochý. Profilovaná trubka však svírá úhel 90°. Tento úhel brání plynulému ohýbání trubky, což vede k různým záhybům, které se následně mohou zlomit nebo přetrhnout.
Kulatý kus kovu je zhruba plochý. Profilovaná trubka však svírá úhel 90°. Tento úhel brání plynulému ohýbání trubky, což vede k různým záhybům, které se následně mohou zlomit nebo přetrhnout.
Abyste se vyhnuli poškození kovu, musíte přesně vědět, jak doma ohnout profilovou trubku. Mnoho majitelů chat, kteří si nejsou vědomi citlivosti ohýbání, plýtvá velkým množstvím materiálu, který se následně vyhazuje.
Odvětvové svařování
 Lidé často nevědí, jak ohýbat trubky z nerezové oceli, protože nerezová ocel má pevnější slitinu než běžná ocel. Díky profesionálnímu vybavení je to samozřejmě snadné. Ale co když není po ruce nic, co by mohlo vyvinout dostatečný mechanický tlak? Právě z tohoto důvodu bylo vynalezeno sektorové svařování.
Lidé často nevědí, jak ohýbat trubky z nerezové oceli, protože nerezová ocel má pevnější slitinu než běžná ocel. Díky profesionálnímu vybavení je to samozřejmě snadné. Ale co když není po ruce nic, co by mohlo vyvinout dostatečný mechanický tlak? Právě z tohoto důvodu bylo vynalezeno sektorové svařování.
Princip spočívá v tom, že se výrobek z profilu na jedné straně v pravidelných intervalech rozřeže, pak se materiál ohne v požadovaném směru a řezy se svaří.
V takovém případě je důležité vědět, že profilovaná trubka je většinou tenkostěnná, a pokud jsou drážky vedle sebe, je velmi snadné je propálit.
 Lidé s malými zkušenostmi s nářadím často chybují, protože dělají zářezy příliš často nebo příliš zřídka. Abyste se ujistili, že jsou značky správné, můžete si vzít jiný pružný čtvercový materiál a použít ho jako šablonu.
Lidé s malými zkušenostmi s nářadím často chybují, protože dělají zářezy příliš často nebo příliš zřídka. Abyste se ujistili, že jsou značky správné, můžete si vzít jiný pružný čtvercový materiál a použít ho jako šablonu.
Pokud máte po ruce plynový hořák, můžete materiál profilu ohýbat jeho zahřátím. Jakmile je kov horký, snáze podléhá deformaci, což pomáhá zabránit vzniku záhybů na vnitřní straně stěny. Pokud je poloměr ohybu malý, lze se obejít bez běžné svorky. Pokud je však vyžadován přesnější ohyb, je třeba použít vodicí stěnu.
Použití písku
K výrobě výrobku z ohýbaných profilových trubek lze použít písek. Konec materiálu je pevně uzavřen speciální plastovou nebo měděnou objímkou. Poté se do trubky nasype jemný písek.
Je důležité se ujistit, že je výrobek zcela naplněn pískem. Protože prázdný prostor uvnitř trubky je nyní pevně utěsněn, materiál se mnohem lépe mechanicky ohýbá.
Nejdůležitější je zpočátku vytvořit standard, podle kterého lze výrobek ohýbat a řídit.
Ohýbání na dřevě
 Tato metoda je poměrně běžná, pokud průměr potrubí nepřesahuje 15 mm. Aby bylo ohýbání úspěšné, musí být konec materiálu pevně zajištěn. Co ale dělat, když nemůžete materiál držet rukama a nikde nejsou žádné jiné upevňovací body? A na základě toho řemeslníci vynalezli způsob upevnění. Jistě ve všech příměstských oblastech může být strom. A je to strom a může sloužit nejen jako pevný držák, ale také průměr pro ohýbání profilové trubky.
Tato metoda je poměrně běžná, pokud průměr potrubí nepřesahuje 15 mm. Aby bylo ohýbání úspěšné, musí být konec materiálu pevně zajištěn. Co ale dělat, když nemůžete materiál držet rukama a nikde nejsou žádné jiné upevňovací body? A na základě toho řemeslníci vynalezli způsob upevnění. Jistě ve všech příměstských oblastech může být strom. A je to strom a může sloužit nejen jako pevný držák, ale také průměr pro ohýbání profilové trubky.
Přehled druhů
Ti, kteří se zabývají montáží různých konstrukcí z kovu, musí používat ohýbačku profilů. Nyní se stalo módou instalovat na pozemek krásné skleníky z kovových profilů. Jsou spolehlivé. Proto je pro skleníky, přístřešky (oblouky), konkrétně pro jejich výrobu zcela vhodné ruční tvarové ohýbání. Je malý a lze jej instalovat v jakékoli místnosti určené pro různé stavební práce.


Pro ohýbání profilů můžete použít stroj, který pracuje na principu stroje PGR-6. Tento výrobek má tahový mechanismus určený k ohýbání hliníkových slitin podél neuzavřených kontur. Počet válců hraje u ohýbačky profilů významnou roli. Nejjednodušší provedení má 2 role. Tyto modely se používají pro velmi lehkou práci.
Počet válců a univerzálnost stroje určuje, k jakému druhu stroje může patřit. Některé stroje mohou otáčet válce pouze jedním směrem, jiné je mohou otáčet oběma směry najednou. Proto se v prvním případě stroje nazývají nevratné, zatímco v druhém případě jsou vratné.


Vezměme si například tříválcový tvářecí stroj s hydraulicky poháněným horním válcem. Zde je profil upnut mezi válce. Všechny mají hydraulické motory a trysky (vhodné pro jakýkoli průřez). Požadovaný poloměr zde zajišťuje hydraulický pohon. Proto jsou tyto výrobky žádané všude tam, kde je potřeba stroj na výrobu jednoduchých výrobků.
Pomocí různých ohýbaček profilů lze z kovu vyrobit různé konfigurace s různými poloměry. Jsou schopny vyrábět díly s různými zakřiveními s asymetrickými i symetrickými konturami. Podrobněji jsou ohýbačky profilů následujících typů.
- Pneumatické ohýbačky kontur pracují na principu pneumatiky.
- Existují hydraulické ohýbačky obrysů.
- Existují také ruční, mechanické a elektromechanické válcovací stroje.

Podle toho, jak je umístěn
Válcovací stroje jsou umístěny na různých rovných plochách. Extra velké jednotky jsou instalovány na podlaze v prostorné místnosti. Vzhledem k jejich velké hmotnosti je lze používat pouze v dílnách. Tyto modely jsou napájeny elektricky a fungují z elektrické sítě. Ostatní modely musí být zajištěny speciálními zařízeními, aby se zabránilo nechtěnému pohybu. Tato kategorie strojů je určena jak pro průmyslové práce, tak pro individuální použití. Průmyslové stroje se používají k ohýbání při rozsáhlých pracích. Existují tedy mobilní a stacionární stroje. Každý z nich má buď ruční, nebo automatický podavač materiálu.







Ve většině případů odborníci používají ruční ohýbačky. Někteří lidé je vyrábějí vlastníma rukama. Tato možnost je cenově dostupná. Existují však i některé nevýhody. Například je nepohodlné provádět několik ohybů na jednom profilu najednou. Práce s takovými výrobky je obtížná i kvůli vysoké zátěži člověka. Kromě toho se prodlužuje doba ohýbání a není možné kontrolovat poloměr ohybu.
Podle typu pohonu
Tímto způsobem se klasifikují ohýbačky profilů.
Elektrický extrudér může ve srovnání s ručním extrudérem pracovat poměrně vysokou rychlostí. Vyznačuje se také přesností práce. Pomocí takového zařízení je možné ohýbat velmi pevné kovové výrobky. Lze tvarovat všechny typy profilů, dokonce i I-nosníky a kruhové profily.





Ochrana proti ovalitě

Hlavní metody ohýbání pozinkovaných trubek za studena zahrnují opatření k ohýbání obrobku při co největším zachování tvaru jeho průřezu. Obvykle se k tomu používá jedna ze dvou metod:
- Použití opatření k zachování tvaru průřezu zevnitř (použití vnitřního omezovače).
- Použití vnějšího omezovače, který zabraňuje rozpínání bočních stěn.
Pevné materiály jako výplň lépe udržují svůj tvar, proto se používají častěji. Díky použití elastických výplní však dochází k menšímu roztažení vnější ohybové plochy.
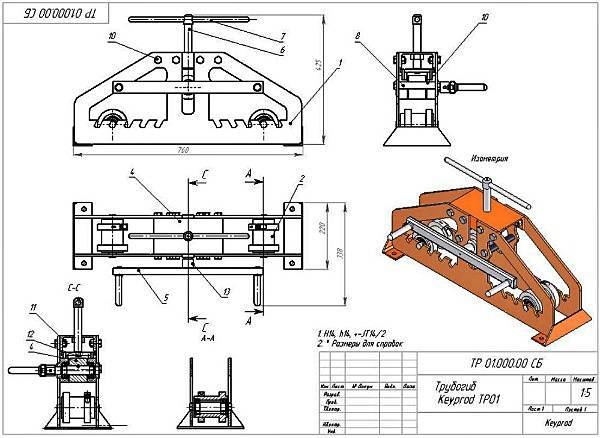
Výkres typického stroje
Nyní můžete vidět mnoho návrhů ručních ohýbaček, které lze vyrobit z jednoduchých dílů vlastníma rukama a bez zvláštních dovedností. Jeden z nejjednodušších nákresů profilůtyp ohýbačky umožňuje provádět radiální ohyb trubek a obdélníkových profilů. Potřeba takového ohýbacího materiálu se vyskytuje nejčastěji.
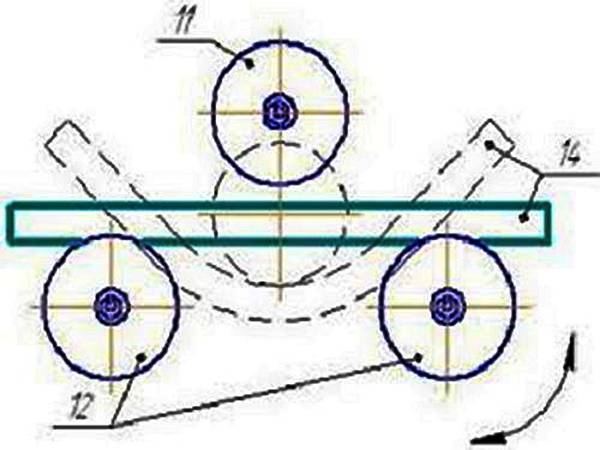
Plány domácího stroje na ohýbání profilů
Princip fungování takového domácího zařízení je založen na použití tří válců - dvou podpůrných a hlavního pracovního. Právě tento pracovní válec deformuje potrubí během provozu domácího zařízení.
Hlavní pracovní válec musí mít malý volný pohyb, který je omezen parametry vedení. Prvky konstrukce jsou vyrobeny pomocí:
- ocelové plechy o tloušťce až 8 milimetrů;
- jeden velký talíř;
- ocelový úhelník o délce 30 cm - jsou zapotřebí 4 tyto prvky;
- Závěsná kolečka.
Pomocné válce jsou přišroubovány k velké desce a rohy, které slouží jako vodítka, jsou upevněny pomocí svářečky.
Pro zvýšení pevnosti a spolehlivosti základny je třeba ke spodní části základny přivařit dva ocelové úhelníky. Ke zpevnění kolejnic je na horní část kolejnic přivařena kovová deska s otvorem. Jeho průměr by měl být větší než průřez šroubu, který bude mít hlavní zatížení na pracovní hřídel ruční ohýbačky profilů.
Po dokončení instalace vodicích válečků je ohýbačka připravena k provozu a trubky a obdélníkové profily lze ohýbat do libovolné konfigurace ručně.
Ohýbací pružina
Tuto metodu znají všichni řemeslníci. Spočívá v umístění speciální čtvercové pružiny z ocelového drátu uvnitř trubky v místě, kde má být dosaženo ohybu. Pružina bude sloužit jako trn, její průřez by měl být o 1-2 milimetry menší než vnitřní. Pomocí letovací lampy zahřejte další ohyb, přiložte jej na figurínu s vhodným poloměrem ohybu a silou mírně tlačte, dokud nedosáhnete požadovaného zakřivení. Tato metoda je poměrně jednoduchá, ale při jejich použití pro práci se doporučuje pečlivě dodržovat bezpečnostní opatření: pracovat ve speciálních rukavicích a používat kleště.

Vlastnosti ohýbací části
Někdo si může myslet, že ohýbání profilové trubky podél poloměru bez ohýbačky trubek není obtížné: ohněte ji kladivem, jak chcete, a je to. Praxe však ukazuje, že ohýbat tento kovový výrobek není tak snadné. Je obtížné vytvořit hladký zakřivený tvar při zachování všech vlastností. Nejjednodušší způsob ohýbání tohoto výrobku je použití speciální domácí ohýbačky trubek.
Na profilovanou trubku totiž při změně její konfigurace působí dvě síly:
- komprese, která působí zevnitř;
- tahová síla působící zvenčí.
Při nesprávném ohýbání trubky se mění její tvar a některé úseky ztrácejí souosost. Stěna, která je natahována, také nemusí jednoduše vydržet mechanické síly a může se stát nepoužitelnou. Kromě výše uvedených problémů se může stát, že se vnitřní stěna ohýbaného polotovaru správně nezmrští a na vnitřní stěně se vytvoří záhyby. Nezřídka se stává, že ohýbání profilové trubky do poloměru je snadné, ale obrobek je pomačkaný. Pak je vhodný pouze na šrot.
Kombinace těchto faktorů vede ke zbytečnému zvyšování nákladů, což by seriózní majitel nikdy nedopustil.
Navzdory skutečnosti, že tento trubkový profil je poměrně flexibilní, neměli byste spěchat s jeho zpracováním, ale předtím, než doma ohnete trapézový poloměr trubky, je důležité podrobně prostudovat technologii. O tom bude pojednáno níže.
Zanedbávání technologie se nevyplatí. Pouze vyzbrojeni znalostmi mistra otázky, jak se ohýbat doma profil, nebude vytvářet velké problémy. Všechna doporučení, jak správně ohýbat profil válcovaného kovu, poskytli profesionální řemeslníci, kteří tento problém dlouhodobě studovali v praxi.









Práce doma bez obráběcího stroje
Získat požadovaný ohyb z profilové trubky bude možné bez speciálních strojů. Potřebujete pouze brusku, svářečku a zámečnický svěrák. Algoritmus je následující:
- Změřte požadovaný vzor a poté si na volnou plochu nakreslete šablonu;
- přiložte k němu obrobek a vyznačte na něm bod ohybu;
- Tři strany čtvercového profilu rozřízneme pilou a na čtvrté musíme trubku ohnout bez ohýbačky trubek upnutím volného konce do svěráku;
- Výsledný kus pak v této poloze svařte;
- Po svařování odstraňte otřepy ze svarů a namontujte obrobky na určené místo.

Před svařováním profilová trubka 2 mmsvářeč musí nosit ochranné pomůcky. Na svářečce experimentálně nastavte proud tak, abyste použili elektrody o průměru 3 nebo 2 mm. Větší se nehodí, protože pokud svaříte profilovou trubku, například "čtyřku", dutina se jednoduše propálí.
Jaký je problém s ohýbáním profilů?
Válcovaný kov, který má obdélníkový průřez, se snadno opracovává, obrobky lze spojovat pod různými úhly. Potíže vznikají, když je třeba tvarovat díly křivočarým způsobem. To je způsobeno tím, že vnější stěna výrobku je vystavena tahové síle, zatímco vnitřní strana je vystavena tlaku.
Pokusy o ohýbání profilových trubek bez ohýbačky trubek představují takové problémy:
- Výskyt trhlin v materiálu. Pokud je tloušťka stěny malá, může dojít k roztržení kovu.
- Zmačkání boků. K takovému efektu dochází, když je při průchodu obrobků ohýbacím nástrojem vyvíjen nadměrný tlak.
- Výskyt vnitřních záhybů. Čím větší je výška profilu obrobku a čím menší je poloměr rovnání, tím větší je pravděpodobnost výskytu této vady.
- Rozdělení úseku. Vzniká při náhlém působení síly na obrobek.
- Změna konfigurace sekce. V případě porušení technologie dochází k posunu rovin, podélné osy, zakřivení dílu v podobě spirály.
- Snížení pevnosti kovu. Taková vada je důsledkem přehřátí a následného narušení krystalické struktury železa.
Není obtížné se těmto komplikacím vyhnout. Stačí jen inteligentní a promyšlený přístup.
Jaké jednotky mohou usnadnit provoz?
Možnost č. 1 - kompaktní, ruční modely
Nákup ručních ohýbaček má smysl pouze v případě, že hodláte ohýbat malé množství materiálu. Neměly by být používány jako profesionální nástroj, protože mají nízkou produktivitu a je nutné provádět přibližné nastavení poloměru ohybu každého kusu. Tento stroj se obvykle dodává s několika vyměnitelnými válci, které lze použít k ohýbání profilové trubky v závislosti na velikosti průřezu.
Aby bylo dosaženo požadovaného úhlu ohybu, je třeba trubku několikrát prohnat strojem. Středový válec je třeba pokaždé ručně sklápět níže a níže. Boční válce zůstávají v klidové poloze, takže kovový profil je ohýbán pod tlakem středového válce.

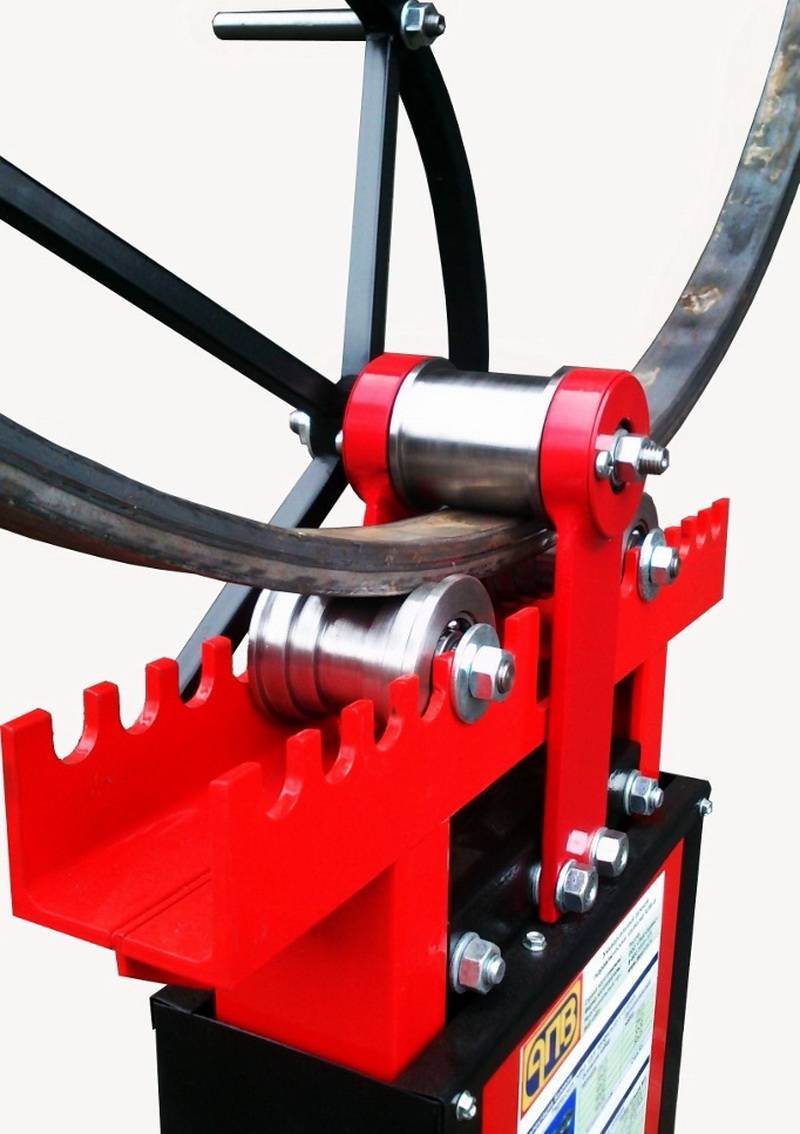
Jeden z modelů ručních ohýbaček, které umožňují ohýbat profil v několika pojezdech kovového výrobku mezi bočními válci a středovým válcem.
Při práci s ruční ohýbačkou trubek musí člověk vynaložit fyzické úsilí. Zařízení nelze použít k ohýbání profilových trubek o průřezu větším než 40 mm.
Možnost č. 2 - Elektrické ohýbačky pro profesionály
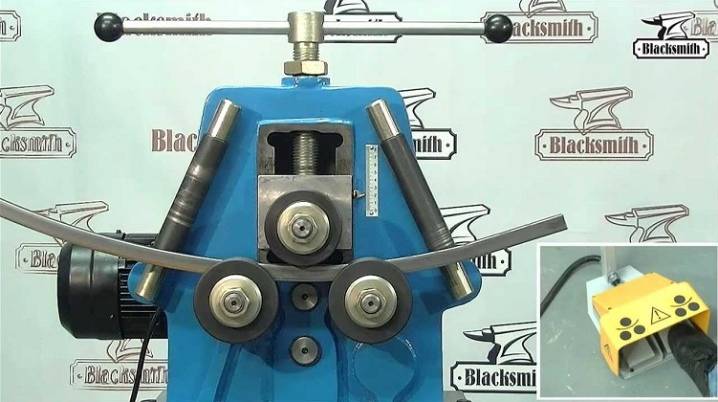
Na rozdíl od ručních ohýbaček zajišťují elektrické ohýbačky přesné ohýbání trubek. Poloměr ohybu se totiž nastavuje mechanicky nebo elektronicky s přesností na 1 stupeň. Použití tohoto drahého a produktivního zařízení umožňuje obrábět velké množství profilových trubek za směnu. Je běžné, že majitelé elektromechanických ohýbaček trubek poskytují službu veřejnosti, kterou byste měli využít, pokud jste spokojeni s cenou.

Elektromechanická ohýbačka trubek instalovaná trvale v dílně umožňuje přesné ohýbání profilových trubek různých průřezů v přesně definovaném poloměru.
Nevýhodou elektrických ohýbaček je jejich velká hmotnost a vysoká cena, která je pro běžné zákazníky nedostupná.
Základní prvky designu
Princip fungování
Chcete-li vytvořit konkrétní konstrukci stroje, měli byste si prohlédnout několik schémat a určit sadu dílů. Všechny díly je možné koupit za peníze, ale můžete také použít materiály, které máte v domácnosti, a nic za ně neplatit. Ve většině případů se domácnosti rozhodují pro čelní provedení, které je nutné mít:
- tři kovové válečky (válečky);
- řetěz, který ho pohání;
- pivot;
- mechanismus pohonu;
- Kovové profily (kanály) pro rám.
Někdy se při absenci kovových válců nahrazují dřevěnými nebo polyuretanovými, ale ... Takový válcovací mechanismus nevydrží dlouhodobé zatížení, to znamená, že stroj bude sloužit svému účelu, ale ne dlouho. Má smysl plýtvat svou prací pro krátkodobý prospěch, když s vynaložením úsilí nebo dokonce zaplacením určité částky můžete najít ocelové válce?
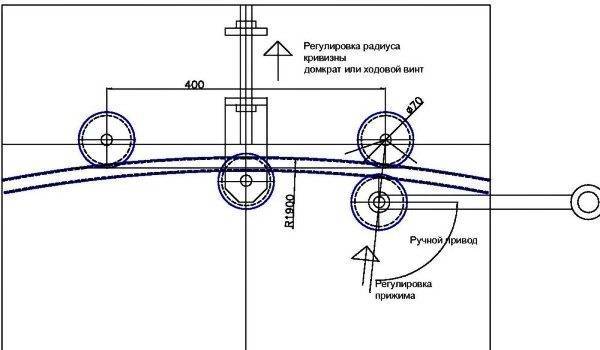
Schéma jednoduché ohýbačky trubek s rozměry v mm
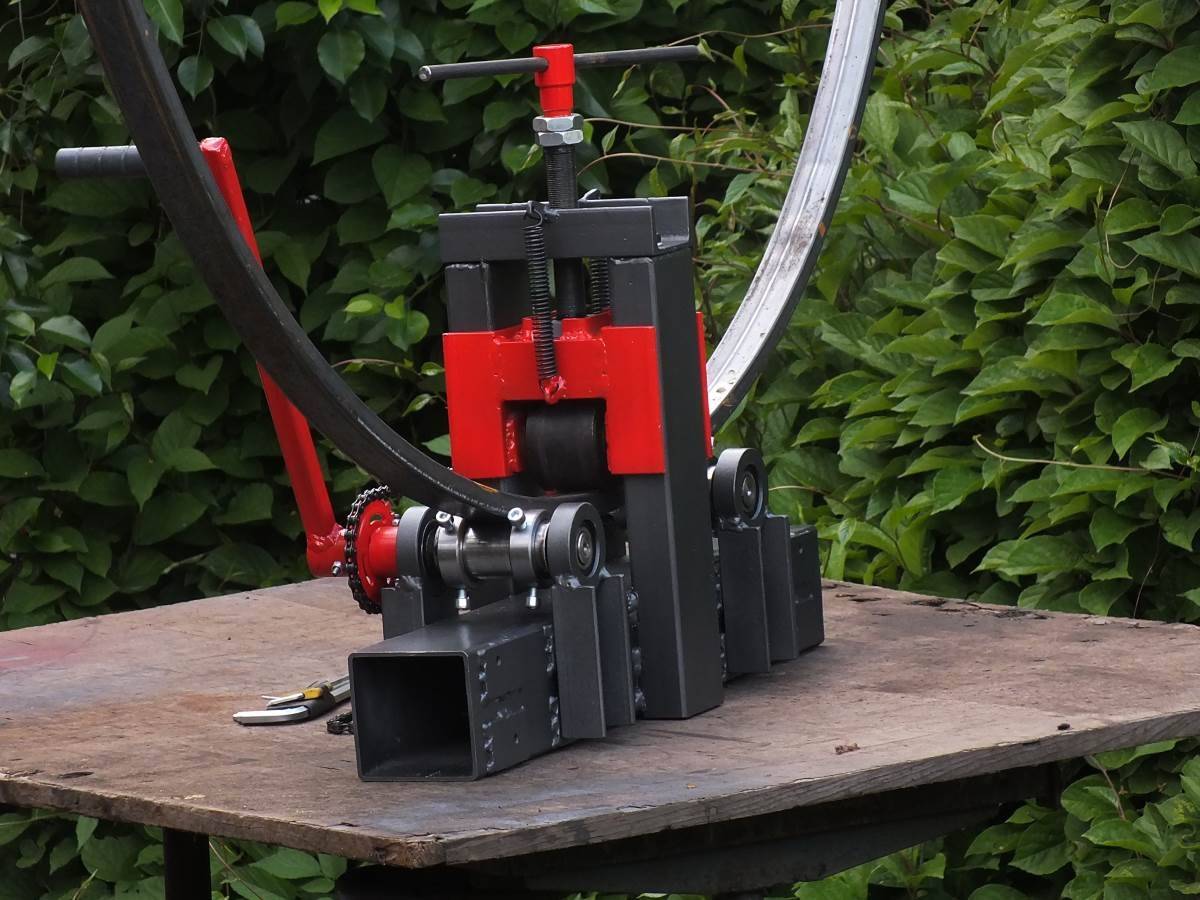
Jak jste pochopili, proces deformace profilu se provádí válcováním, to znamená, že trubka je válcována přes válce (válce), což vylučuje lámání a praskání. Pro válcování (ohýbání) se profil vloží do válcovacího vedení (mezi válce) a shora se přitlačí šroubem nebo zvedákem na požadovaný poloměr ohybu. Otáčením posuvného knoflíku se pak trubka posouvá a ohyb prochází po celé její délce. Zdá se, že se jedná o ruční pohon poháněný svalovou silou, ale v domácnosti je takový mechanismus velmi pohodlný.

Profil se upíná pomocí zvedáku
K sestavení jednoduché ohýbačky trubek vlastníma rukama budete potřebovat:
- zvedák (nejlépe ozubený);
- kovové profily s policí pro vodorovný a svislý rám;
- pružiny z legované oceli (vyznačují se vysokou pevností).
- tři ocelové hřídele s ložisky;
- hnací řetěz (může být z jízdního kola nebo mopedu).
- ozubená kola (hnací a napínací)
- silné kování pro nápravy a hnací rukojeť.










Video: pracovní postup při ohýbání trubek
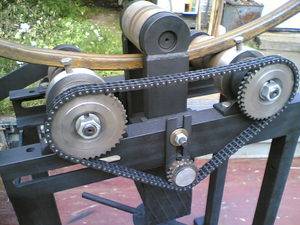
Jak vidíte, je snazší vyrobit ohýbačku profilů vlastníma rukama z dostupných výkresů a fotografie a videa vám jen pomohou. Ohýbačka profilů na obrázku je poháněna klikou, která otáčí hřídelí s hnacím ozubeným kolem. Řetěz přenáší otáčení na napínací hřídel a třetí hřídel tlačí profil shora do požadovaného úhlu ohybu. Vše je velmi jednoduché.
Jak sestavit mechanismus
Jak vyrobit ohýbačku
Pokud máte zájem o to, jak vytvořit ohýbačku profilu, pak budete muset provést řadu akcí, které zajistí tuto spolehlivost mechanismu, a to jsou:
- vytvoření pevného rámu, sestaveného svařováním a šroubovými spoji;
- podle výkresu (specifikace) vyrobit a namontovat osy otáčení válců. Jsou tři - dva válečky a jeden přítlačný váleček;
- Pro otáčení válečků je třeba zajistit řetězový převod, tj. svařit (rovnoměrně) hnací a napínací kola;
- přivařte k hnacímu pastorku knoflík pro otáčení.
Nuance výroby

Ohýbačka trubek
Pokud máte všechny potřebné díly, můžete si snadno vyrobit ohýbačku. V první řadě je třeba vzít v úvahu, že všechny válečky by se měly otáčet na ložiskách - přesnost otáčení zajistí správné odvalování bez poruch a ohybů. Hlavní a volnoběžná kola musí být správně vystředěna - i 0,5 mm mimo střed způsobí nesprávnou deformaci (ohyb bude nerovnoměrný).
Upínací hřídel musí být rovněž vystředěný - závisí na něm přesnost úhlu ohybu. Nejlepší je, když jsou všechny tři válečky stejně velké - válcování je pak nejpřesnější. Na přesnost válců má vliv také tuhost upnutí, proto je třeba válce řádně upnout.
Pracovní nástroje
Z výše uvedeného textu je zřejmé, jak doma ohýbat trubky. Všechny tyto metody jsou však vhodné pro jednorázové použití. Pokud je třeba materiál trvale ohýbat, je lepší mít speciální stroj. Protože je však drahý, můžete si vyrobit kovový přípravek.
U výrobků z ohýbaných trubek jsou často vyžadovány různé průměry. Proto jeden vodič jednoduše nestačí.
Ruční ohýbačka trubek
Chcete-li mechanizovat ohýbání materiálu a neutrácet peníze, můžete si vyrobit domácí ohýbačku trubek. Ale pro takové zařízení bude potřebovat malou investici. Pro takové vybavení bude zapotřebí:
- 2 role o průměru cca 10 cm;
- 1 role se svorkou;
- kovový stojan.

 Dva válce jsou instalovány a svařeny rovnoběžně vedle sebe. Třetí válec se svorkou je umístěn mírně nad spodními válci. Tímto způsobem lze materiál umístit a přitlačit horním válcem. Jakmile je materiál umístěn, stačí jej přetočit na jednu stranu a naopak. Pokud je potřeba větší úhel, lze horní válec znovu upnout a akci opakovat.
Dva válce jsou instalovány a svařeny rovnoběžně vedle sebe. Třetí válec se svorkou je umístěn mírně nad spodními válci. Tímto způsobem lze materiál umístit a přitlačit horním válcem. Jakmile je materiál umístěn, stačí jej přetočit na jednu stranu a naopak. Pokud je potřeba větší úhel, lze horní válec znovu upnout a akci opakovat.
Nevýhodou tohoto stroje je, že nelze provádět ohyby s malým poloměrem. Na svorku jednoduše není dostatečný tlak. Materiál, který vznikne po použití domácího stroje, je ideální pro skleníky, přístřešky a další výrobky, kde není vyžadován ostrý úhel.
Původně publikováno 2018-04-18 12:13:42.
Nevýhody podomácku vyrobených tkalcovských stavů
- Obtíže při minimalizaci chyby poloměru ohybu obrobku.
- Omezení poloměru ohybu.
- Práce na takových strojích je velmi náročná, takže provedení velkého množství prací je jednoduše neproveditelné.
- Obtíže při ohýbání trubek a velkých polotovarů.
- Obtíže při přetváření různých oblastí obrobku.
Pokud je třeba opracovávat obrobky s malým průřezem, postačí jednoduchá ohýbačka profilů sestávající ze dvou čepů a základny. Při deformování silnějších obrobků je třeba dbát na jejich konstrukční vlastnosti.
Při práci s trubkami je třeba dbát zvýšené opatrnosti, protože existuje vztah mezi maximálním přípustným poloměrem ohybu a tloušťkou stěny. Speciální tabulky pro volbu maximálního poloměru jsou volně k dispozici.
Navzdory skutečnosti, že proces výroby stroje vlastníma rukama se může zdát příliš složitý a mnozí se vyděsí, úspory ve srovnání s nákupem hotového výrobku mohou dosáhnout několika desítek tisíc rublů. Tento argument ve prospěch domácích ohýbaček lze označit za velmi pádný.
Potřeba zohlednit profil
Do kategorie profilovaných trubek patří výrobky s různými tvary průřezu - kulaté, čtvercové, oválné nebo ploché oválné. Přes tuto rozmanitost se pro stavbu skleníku nebo přístřešku používá především obdélníkový nebo . Důvodem je skutečnost, že jejich ploché stěny umožňují mnohem snadnější montáž vnějšího krytu.
Nabídka moderních profilovaných trubek je velmi pestrá. Jejich geometrické parametry, z nichž hlavní jsou plocha průřezu a tloušťka stěny, určují plasticitu výrobku. Ty se vyznačují nejmenším přípustným poloměrem zakřivení. Tento parametr určuje minimální poloměr, na který lze profilovanou trubku ohnout, aby nedošlo k jejímu poškození.
Vyhněte se běžným chybám, které způsobují poškození obrobků.
Pro určení minimálního poloměru ohybu trubky čtvercového nebo obdélníkového profilu stačí znát výšku jejího profilu. Pokud hodláte ohýbat trubky čtvercového nebo obdélníkového tvaru, je třeba dodržet následující doporučení.









- Trubky s výškou profilu menší než 20 mm lze ohýbat v úsecích o délce větší než 2,5xh (h je výška profilu).
- Výrobky, jejichž výška profilu přesahuje 20 mm, lze úspěšně ohýbat v profilech o rozměrech 3,5xh a více.
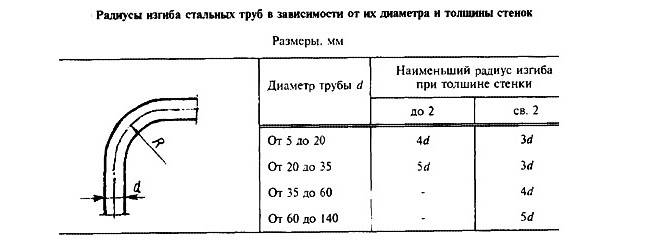
Minimum poloměry pro ocelové trubky
Tato doporučení mohou být užitečná, pokud ohýbáte profilové trubky pro výrobu regálů, markýz nebo jiných rámových prvků. Přitom je však třeba mít na paměti, že tloušťka stěny trubky ovlivňuje její schopnost účinného ohybu. Výrobky s tloušťkou stěny menší než 2 mm je lepší vůbec neohýbat a v případě potřeby z nich vytvořit konstrukce pomocí svařovaných spojů.
Doma ohýbejte proftrubky, které jsou vyrobeny z uhlíkové nebo nízkolegované oceli, můžete vzít v úvahu pouze určité nuance. Tyto trubky mohou po ohnutí pružit a vracet se do původního stavu, proto je nutné hotovou konstrukci znovu opracovat pomocí šablony. Pružnost je charakterizována plastickým momentem odporu (Wp) profilovaných trubek. Tento parametr je uveden v průvodní dokumentaci (čím nižší je, tím méně se profilové trubky při ohýbání odpruží).
Typy ohýbání. Použití ohýbačky trubek
Existuje několik možností - nebo ohýbat profilové trubky bez ohýbačky trubek, nebo použít stroj či tovární výrobu.
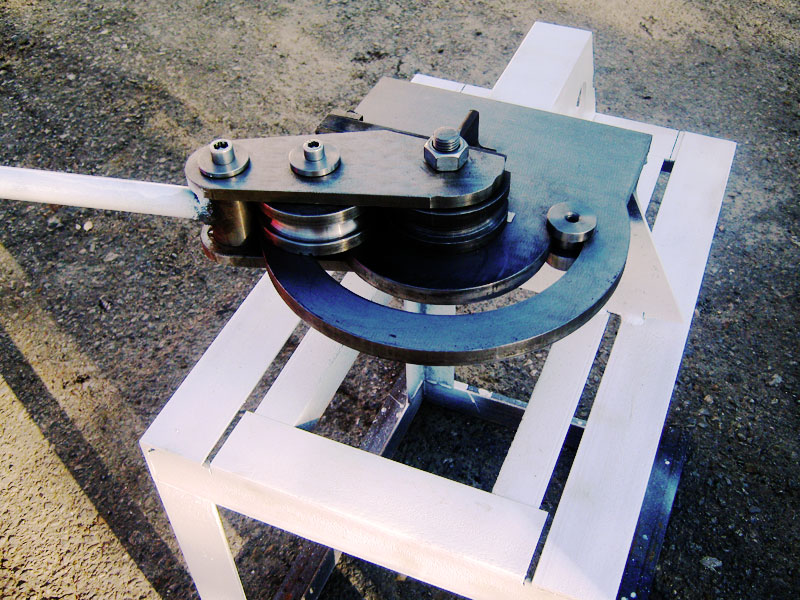
Celkový pohled na ruční ohýbačku je znázorněn na obrázku. Nezapomeňte, že příslušná zařízení jsou k dispozici také v elektrickém, hydraulickém a dokonce i číslicově řízeném provedení.

Kompaktní stroj určený k ohýbání dutých profilů
Jak správně ohýbat profilovou trubku na ohýbačce trubek je vždy uvedeno v návodu výrobce. Trik je v něčem jiném: taková technika se vyplatí pouze tehdy, pokud se používá velmi často. Přejděme tedy k reálnějším úkolům.
Metody ohýbání trubek s velkými průměry
Relativně novými metodami jsou ohýbání průmyslovými a vysokofrekvenčními proudy a ohýbání s protahováním. První metoda využívá vysokofrekvenční jednotku s vysokým proudem, ve které se trubky o průměru 95 až 300 mm zahřívají, ohýbají a chladí.
Skládá se ze dvou částí - mechanické části v podobě ohýbačky a elektrické části, která zahrnuje elektrickou část a vysokofrekvenční jednotku.
Trubka se deformuje pouze v zahřívané části, která se nachází v oblasti induktoru. Geometrie se změní na zadanou velikost pomocí vychylovacího válce. Touto metodou lze získat ohyb s malým poloměrem.
Druhý způsob ohýbání se používá na ohýbacích a protahovacích strojích, které jsou vybaveny otočným stolem. Trubka je vystavena vysokým tahovým a ohybovým silám. Vznikají tak strmě zakřivené ohyby s konstantní tloušťkou stěny po celém obvodu.
Metoda se používá k ohýbání trubek velkých průměrů používaných v leteckém, automobilovém a lodním průmyslu, kde jsou na potrubí kladeny vysoké nároky. Výhodou je možnost ohýbat trubky se stěnou mezi 2 a 4 mm o 180°⁰.
Ohýbačka trubek pro čtvercové a obdélníkové trubky
Ohýbačka je zařízení vybavené ohýbacími válci, z nichž jeden ohýbá trubku rovnoměrně po celé její délce pod tlakem s volným pohybem. Válečky jsou tvarovány do určitého průřezu. Tlak se vyvíjí postupně, dokud není dosaženo požadovaného ohybu. Síla se působí ručně nebo elektricky, hydraulicky. Domácí ohýbačka trubek je určena pro ohýbání malých množství, profesionální lze použít pro sériové ohýbání se zaručenou přesností.
Díky svým konstrukčním vlastnostem ohýbačka profilů ohýbá ocelové trubky bez zahřívání, a to buď v jednom úseku, nebo po celé délce pod různými úhly a v různých rovinách.

Ohýbačku je možné si vyrobit i svépomocí, což sice stojí hodně úsilí, času a peněz, ale proces ohýbání trubek bude jednodušší. Ruční ohýbačka se snadno používá, má malé rozměry a lze ji instalovat v garáži nebo malé dílně. Ohýbačka by měla být ve stabilní poloze, práce by měla být prováděna pomalu a neustále by měla být kontrolována shoda se šablonou. Nejjednodušší možností, vhodnou pro tenké trubky, je válečková ohýbačka Volnov. Obrobek se ohýbá v určitém bodě ve svěráku pomocí válečku, je však zapotřebí dobrá fyzická síla.
Jak doma ohnout profilovou trubku není snadná otázka. Existuje mnoho nuancí, které je třeba zvážit a udělat to správně, aby nedošlo ke zkažení materiálu.
Velká pozornost je věnována velikosti průřezu, tloušťce stěny, výpočtu poloměru ohybu a tomu, zda použít teplo, výplň nebo ne.
Typy ohýbaček, které lze vyrobit
Tato zařízení se liší svým účelem. Pokud například potřebujete ohnout kulatou kovovou trubku, používají se ohýbačky určené speciálně pro kulaté trubky.
Takové podomácku vyrobené konstrukce mají zpravidla válečky (nebo válečky) s drážkami pro určitý průměr obrobku. V některých případech však lze použít drážkované zápustky pro kulaté trubky.
Pro ohýbání trubek čtvercového a obdélníkového průřezu a ocelových pásů se používají mírně odlišná zařízení. Ty se často označují jako ohýbačky profilů (nebo ohýbačky trubek pro profilové trubky).
Konstrukce ohýbačky trubek se může lišit také podle toho, zda chcete trubku jednoduše ohnout do určitého úhlu, nebo zda chcete vytvořit oblouk či kruh.
Pokud plánujete vytvořit vážný návrh vlastníma rukama, který lze v případě potřeby upravit pro různé provozní režimy, je obtížné obejít se bez podrobného výkresu ohýbačky trubek.
V případě, že potřebujete jednoduchou ohýbačku trubek, můžete vše udělat bez výkresu.
Některá provedení jsou poměrně kompaktní a není problém je umístit na stůl nebo upevnit do stolního svěráku. Jiné modely vyžadují samostatný prostor v dílně a i s tím je třeba počítat.










Ohýbačky trubek
Tento design je u stavebníků svépomocí poměrně oblíbený. Často se vyrábí z improvizovaných materiálů, které jsou k dispozici v garáži nebo dílně.
Rozměry samotného nástavce mohou být malé, aby jej bylo možné snadno instalovat na pracovní stůl.
Tento ohýbač je snadno vyrobitelný ohýbačka trubek vlastníma rukama může udělat každý. A nevyžaduje mnoho času. Jedna z rozpočtových možností je uvedena v článku na těchto webových stránkách.
Základem ohýbačky je kovová deska. Válce pro ohýbání (nebo lisovací válce) lze vyrobit na soustruhu. Pokud nemáte soustruh, můžete si válečky objednat u soustružníka.
Dva lisovací válce jsou namontovány blízko sebe a jsou k nim připevněny kovové pásky. Rukojeť ohýbačky trubek lze vyrobit z malého kusu kulaté trubky.
K základně (kovové desce) je připevněna páková rukojeť s válečky a zarážkou pro obrobky.
Podstavec lze ke stolu přišroubovat vyvrtáním otvorů nebo jednoduše upevnit svorkami. K základně můžete také přivařit kus plechu, abyste ji mohli upnout do stolního svěráku.
Výroba ohýbačky trubek pro kuše
Jedním z rysů této konstrukce je, že ji lze použít jak ve vodorovné, tak ve svislé poloze.
A v tomto případě se místo válcovacích válců lisu používá matrice (nebo šablona) pro určitý průměr trubky. Tyto trysky lze v případě potřeby vyměnit.
Jak vyrobit ohýbačku trubek vlastníma rukama, která pracuje vertikálně, si můžete přečíst v přehledovém článku. Tato zařízení obvykle používají hydraulický pohon - z automobilového zvedáku.
Pomocí této domácí ohýbačky můžete ohýbat kulaté trubky pod různými úhly. Obvykle se ohýbá pod úhlem 45 a 90 stupňů.
Samotnou matrici lze vyrobit ze staré činkové placky. Je třeba ji rozdělit na čtyři části. Pak se tři z nich svaří dohromady. Ve středu je vytvořena drážka pro požadovaný průměr kruhové trubky.
Z kanál nebo I-nosník (lze použít i úhelníky nebo plech) je vyroben rám ohýbačky trubek. Samotná matrice se nasune na dřík zvedáku. Na horní části rámu jsou namontovány podpěry trubek.
Pokud jde o centrální osu válce, která je pevně připevněna k rámu ohýbačky, musí být vyrobena z kvalitní oceli.
Ohýbačka, která pracuje v horizontální rovině, má přibližně stejnou konstrukci. V tomto případě se však používá mechanický nebo pneumatický zvedák.



