
- Nástroje pro ohýbání trubek
- Ohýbací deska
- Ohýbání na trnu
- Použití ohýbačky
- Ohýbání s nářadím nebo bez něj
- Pomocné techniky ohýbání
- Co lze ohýbat a co ne
- Výběr správného nástroje
- Klasifikace ohýbaček trubek
- Technologie ohýbání trubek
- Jednoduché techniky ohýbání trubek
- Ohýbání rukou
- Použití horké metody
- Jako plnidla používáme písek a vodu
- Metoda tepelného zpracování
- Poloměry ohybu trubek
- Poloměry ohybu trubek
- Jak pracovat s ohýbačkou trubek doma
Nástroje pro ohýbání trubek
Otázku, jak ohýbat trubky bez ohýbačky trubek, lze snadno vyřešit pomocí nejjednoduššího nářadí. Pro ohýbání za studena lze použít následující zařízení.
- V případech, kdy chcete ohýbat měkkou (hliníkovou) nebo ocelovou trubku s výškou profilu nepřesahující 10 mm, použijte vodorovnou desku s otvory, do kterých se vkládají zarážky - kovové kolíky. Tyto kolíky slouží k ohýbání výrobku na požadované parametry. Tato metoda má dvě závažné nevýhody: nízkou přesnost ohýbání a skutečnost, že při jejím použití je třeba vynaložit značnou fyzickou sílu.
- Výrobky s výškou profilu 25 mm se nejlépe ohýbají pomocí válečkových ohýbaček. Trubka se pevně upne do svěráku a na ohýbaný díl se působí silou pomocí válečku. Toto zařízení vám umožní lepší ohyb, ale vyžaduje také fyzickou námahu.

Rychlá oprava, jak se říká. Dlouhá páka tohoto mimořádně nekomplikovaného zařízení si poradí s poměrně silnými trubkami.
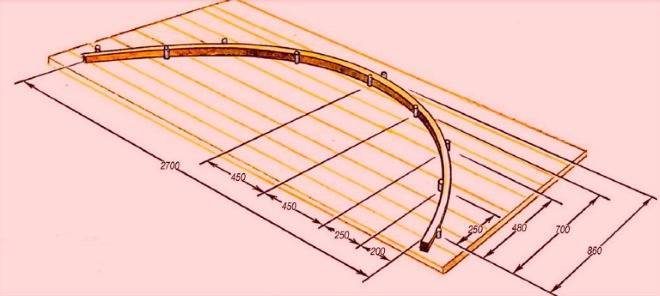
K ohýbání ocelových nebo hliníkových profilovaných trubek do velkého poloměru zakřivení se používají pevné zaoblené šablony, na které se připevňují speciální svorky, které drží výrobek na místě. Na takovém přípravku se trubka ohýbá také ručně, zatlačením do drážky šablony, jejíž tvar přesně odpovídá požadovanému poloměru ohybu.

K výrobě ohýbacího přípravku potřebujete pouze překližku a kovové držáky.
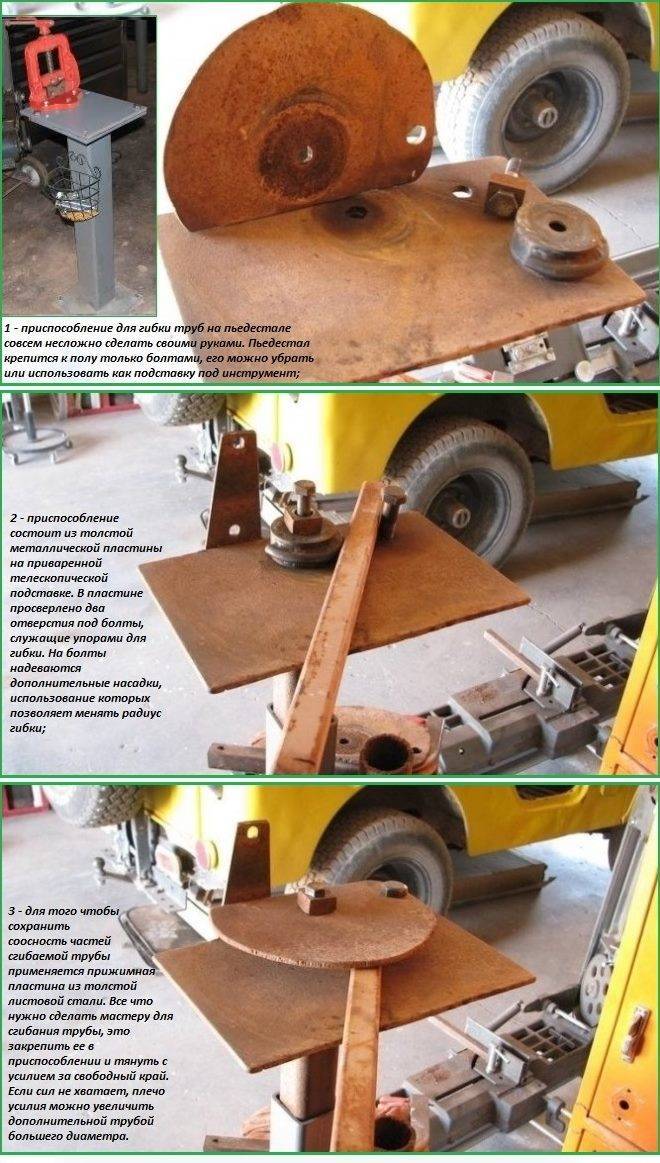
Ohýbací deska
Chcete-li doma efektivně ohýbat ocelové nebo hliníkové trubky, můžete si vyrobit vylepšenou ohýbací desku pomocí následujících návrhů.
- Deska je panel vyříznutý ze silného plechu.
- Takto vyrobený panel je přivařen ke sloupku, který je umístěn na speciálním podstavci.
- V panelu jsou vyvrtány dva otvory pro instalaci šroubů, které slouží jako zarážky pro profilovou trubku.
- Na jednom z dorazových šroubů je nainstalována speciální objímka, která slouží k nastavení poloměru ohybu.
- Aby se zajistilo vyrovnání úseků trubek přiléhajících k ohybu, umístí se na polotovar kovová deska a upevní se šrouby.
Ohýbání na trnu
Pro domácí ohýbání výrobků z trubkových profilů, jejichž výška stěny nepřesahuje 25 mm, lze vyrobit speciální trn. K tomuto účelu je lepší použít pracovní stůl s dostatečným prostorem pro takové zařízení. Pro výběr optimálního umístění prvku upevňujícího ohnutou trubku se na jednom konci pracovního stolu vytvoří časté otvory. Požadovaný poloměr ohybu profilované trubky zajišťuje speciální šablona, kterou lze vyrobit ze silné překližky nebo kovového úhelníku, pokud ji hodláte často používat.
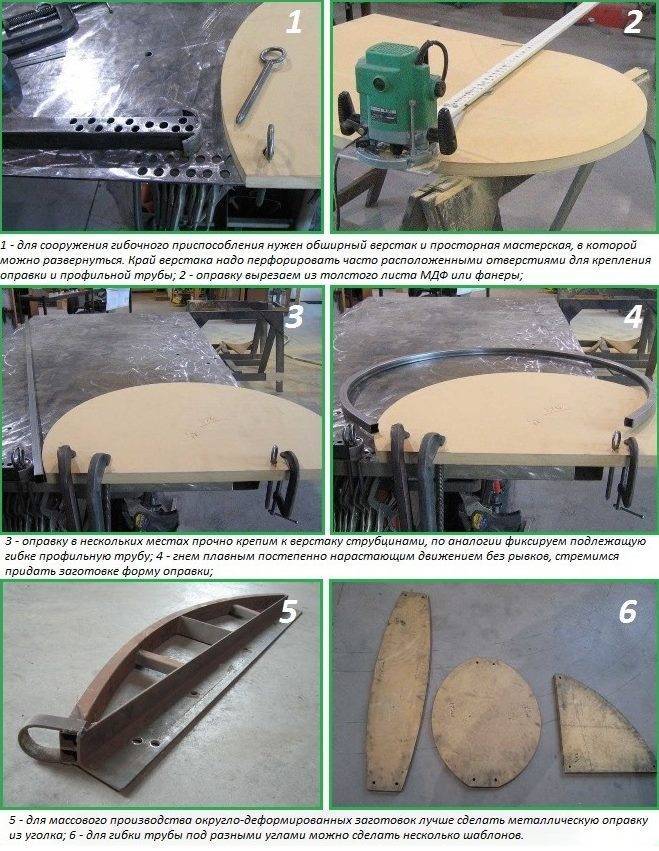
Použití profilovaného ohybu
Samozřejmě, pokud máte značné množství práce na ohýbání profilových trubek, je lepší vytvořit speciální stroj pro tento účel, výkresy jsou snadno k nalezení na internetu. Nebudeme zde tuto problematiku rozebírat, protože je více než důkladně rozebrána v článcích na níže uvedených odkazech.

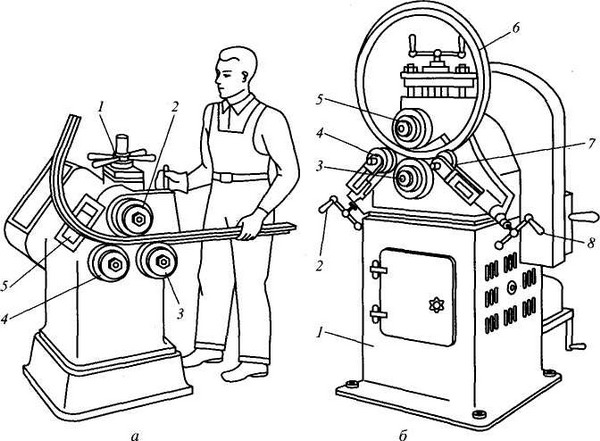
Bez takového stroje se neobejdete, pokud potřebujete ohýbat trubky s velkým průřezem profilu. Hlavními pracovními prvky tohoto vysoce univerzálního stroje jsou tři válce, z nichž dva jsou pevné, zatímco třetí upravuje poloměr ohybu výrobku změnou polohy. Jako pohon tohoto stroje slouží řetězový převod a klika, kterou otáčí obsluha.
Ohýbané trubky mohou být nutné při instalaci topných zařízení, vodovodních armatur, při instalaci potrubí v domě a. Pokud jste si ještě nezakoupili potřebné kusy trubek, můžete si je ohnout sami doma. Jediné, co se může pokazit, je ohnutí trubky dovnitř a její roztržení, protože kov výrobku je při ohýbání vystaven tlaku i tahu. Abyste tomu předešli, měli byste dodržovat následující rady.
Ohýbání s domácím vybavením nebo bez něj
Tato možnost je běžná, protože zvedák je velmi oblíbeným nástrojem, který má většina motoristů. Je ideální pro domácí ohýbání válcovaných kovových výrobků. V principu je tato metoda podobná ohýbačce trubek s kuší. Trubka je upevněna na třech bodech, z nichž dva jsou zarážky a třetí je zvedací tyč.
Použití úhlové brusky k ohýbání profilových trubek
Tato metoda pracuje s obdélníkovými průřezy. Podél tří stěn je provedeno několik řezů, čtvrtá stěna zůstává nedotčena. Provedením řezů se trubka snadno ohýbá, poté se řezy svaří a zabrousí.







![§ 29. ohýbání trubek [1980 makienko n.i. - obecný kurz zámečnických prací].](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Domácí ohýbačka trubek
Tato ohýbačka je vynikající pro ohýbání velkých průměrů profilových trubek. Je vhodný například pro ohýbání trubek pro skleníky. Kus kovu se upevní na válečky, upne a válcuje. Poté se znovu stlačí a znovu sroluje. Výsledkem je velký a rovnoměrný poloměr ohybu.
Pomocné metody pro ohýbání trubek
Náplň
Uvnitř trubice je umístěna výplň, která vyplní vnitřní prostor. Konce jsou pevně utěsněny, k čemuž lze použít svařování. Použití výplně umožňuje "zafixovat" vnitřní objem. Při ohýbání se vyhnete "vlnám" a "zvlnění" na vnitřní straně rohu a ohyb bude hladší. Jako plnivo se často volí čistý křemenný písek.
Vytápění. Zvýšení plasticity kovu při ohýbání
Zahřátý kov je tím měkčí, čím vyšší je jeho teplota. Kovové trubky se zahřívají pomocí plynových hořáků, indukčního ohřevu nebo jiným dostupným způsobem. Teplota ohřevu závisí na kovu. Nízkolegovaná a běžná standardní ocel se zahřívá na ~500 stupňů Celsia.
Pomocí výše uvedených metod můžete doma ohýbat kovové trubky vlastníma rukama bez použití specializovaného vybavení a dosáhnout dobrých výsledků.
Co lze ohýbat a co ne
Mnoho krajanů se ptá, zda je možné ohýbat polypropylenové trubky a jak to správně udělat ().
Zvažte, které materiály podléhají mechanické deformaci, aniž by to mělo vliv na následný provoz, a které nikoli.
Je možné ohýbat téměř všechny válcované kovové výrobky, včetně hliníkových, měděných a ocelových trubek různých průměrů. Obtížnější je rekonfigurace výrobků z nerezové oceli a podobných tvrdých slitin.
Všechny kovy bez výjimky vyžadují ke správné deformaci speciální ohýbačku trubek. Použití speciálního stroje zajistí nejen optimální kvalitu ohýbání, ale také umožní provést úkol s minimální fyzickou námahou.
Někteří instalatéři zahřívají polypropylen průmyslovým fénem a z úspory kování jej ohýbají do požadovaného tvaru. To se nedoporučuje, protože ohnutá plastová trubka bude mít v důsledku deformace v kombinaci se zahříváním nerovnoměrnou tloušťku stěny na vnějším a vnitřním poloměru.
Výsledkem je, že provoz zkonstruovaného vodovodního potrubí nebude trvat dlouho, protože pod tlakem kapalného média se v tenké stěně nakonec objeví trhliny.
Výběr správného nástroje
Pružina je účinným nástrojem pro práci s kovovými plasty. Na trhu jsou dva typy pružin: vnější a vnitřní. Obě jsou za rozumnou cenu. Nástroj je třeba zvolit podle vnějšího nebo vnitřního průměru trubky.
Nástroj je vyroben z leštěné oceli. Hladký povrch závitů umožňuje vyjmutí pružiny z ohnuté trubky. Použití pružiny umožňuje zajistit stejný průměr průřezu v celém ohybu.
Ohýbačka trubek je široká škála strojů nebo zařízení určených k deformaci válcovaných kovových výrobků na požadovaný úhel a poloměr ohybu. Tato zařízení se aktivně používají při stavbě potrubí různých konfigurací a velikostí.
Klasifikace ohýbaček trubek
Všechny moderní ohýbačky trubek splňují následující požadavky
- možnost ohybu v úhlu až 180 stupňů;
- Možnost práce s trubkami z různých materiálů, včetně hliníku, mědi, oceli a polymerních kompozitů.
Tato zařízení se dělí do následujících kategorií v závislosti na typu použitého pohonu:
- Manuální verze
Ruční verze se obvykle používají pro malé průměry potrubí. Zařízení je ovládáno hradlem, na které je vyvíjena značná svalová síla. - Hydraulické verze
- jsou optimální volbou pro manipulaci s trubkami do průměru 3". Provoz hydraulických zařízení umožňuje pracovat s trubkami bez nadměrné fyzické námahy. Na trhu jsou k dispozici mobilní a stacionární hydraulické ohýbačky. - Elektromechanické modely
jsou na trhu jako univerzální zařízení určená pro vysoce přesné ohýbání. Hlavní výhodou těchto ohýbaček je možnost pracovat s tenkostěnnými plechy bez rizika poškození.
Podle způsobu ohýbání a konfigurace pracovní části může být nástroj:
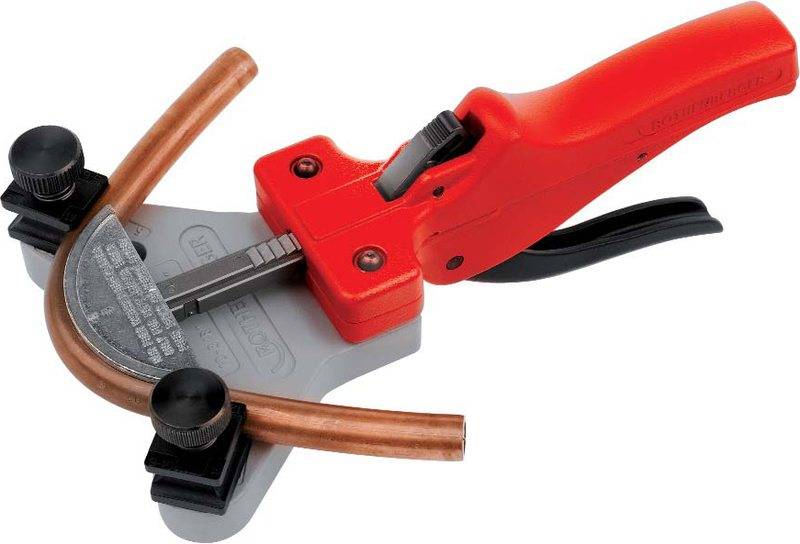
Kuše .
Jako deformační prvek se používá vyměnitelný kovový plech, který je zvolen pro určitý průměr trubky.

Segmentované
Válcovaný kov je tažen speciálním segmentem, který trubku obtáčí kolem sebe.

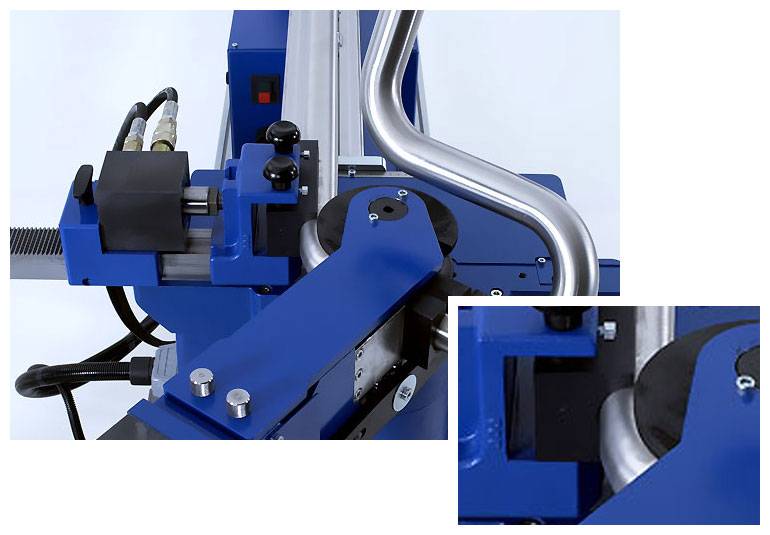
Na fotografii - dornový stroj
Třmenový stroj
Trubka je vyrobena z nerezové oceli, kde se s ní manipuluje z vnější i vnitřní strany. Díky této funkci lze zařízení použít ke změně konfigurace tenkostěnných trubek bez rizika roztržení kovu nebo vzniku záhybů na vnitřním průměru.








Technologie ohýbání trubek
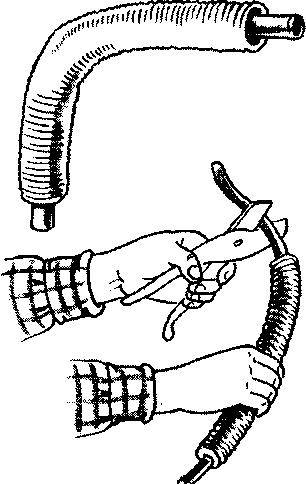
Pokyny pro změnu konfigurace potrubí pomocí vnější pružiny jsou následující:
- Pružina se nasazuje na pokovenou ;
- Poté se trubka uchopí oběma rukama ve vzdálenosti 20 cm od pružiny a ohýbá se, dokud se nedosáhne požadovaného úhlu;
- Po dosažení požadovaného úhlu se pružina otočí kolem své osy a odstraní se.

Použití vnitřní pružiny se liší v tom, že se zařízení vkládá na okraj trubky, odkud se pak může vyjmout.
Ohnutý konec trubky lze získat pomocí ohýbačky trubek. V tomto případě se jednotka podle své úpravy nastaví na požadované parametry. Poté se trubka vloží do přijímací mezery a zařízení se uvede do chodu jedním nebo druhým pohonem.
Jednoduché způsoby ohýbání
Ohýbání rukou
Nezoufejte, pokud máte složitý návrh zahrnující ohýbané trubky a nemáte po ruce profesionální nástroj. I když se vám nepodařilo předem zakoupit polotovary s požadovaným úhlem ohybu, můžete si díly pro danou práci vyrobit sami, doma a s minimem nářadí.
Jak postupovat? Uchopte konstrukci rukama, pevně ji uchopte a postupně ji ohýbejte. Dávejte pozor, abyste díl nepoškodili. Plynule, centimetr po centimetru, přejíždějte po délce trubky. Manipulaci opakujte v 5 až 6 pokusech. Ruční práce není vhodná ve všech případech, protože například ohýbání hliníkové trubky je mnohem snazší než ohýbání kovového výrobku.
Trubku lze také ohýbat bez ohýbačky - ručně
Ruční metoda je účinná při práci s trubkou o průměru 16-20 mm. Při větším řezu se proces protáhne a bude časově náročnější, ale je to reálné.
Používáme horkou metodu
S hliníkem je vyřešeno, ale jak ohnout kovovou trubku sami, aby výsledek nezklamal? Problém vyřeší plynový hořák.
Algoritmus akce:
- Kovovou část upevněte do svěráku.
- Zahřejte oblast budoucího ohybu.
- Když se objeví nečistoty, začněte ohýbat.
Jak poznáte, kdy začít pracovat? Pokud je materiál hliníkový, přiložte k povrchu trubky kousek papíru. Jeho zapálení nebo kouř slouží jako signál. Pokud se jedná o jiný kov, zahřívaná oblast zčervená.
Upozornění: metoda ohřevu není vhodná pro práci s pozinkovanými díly - zaručeně dojde k poškození povlaku a jeho zničení.

Ohřev je účinný způsob bezpečného ohýbání trubek.
Používáme plniva - písek a vodu
Použití plniv umožňuje ohýbat profilované trubky i hliníkové profily velkých průměrů.
Princip práce s pískem:
- Do konstrukce nasypte písek, na konce trubek nasaďte uzávěry (ujistěte se, že jsou vzduchotěsné);
- Upněte díl do svěráku;
- zahřejte ohyb páječkou nebo plynovým hořákem;
- Když je plocha zahřátá, ohněte konstrukci gumovým kladívkem nebo dřevěnou paličkou a opatrně poklepejte na zahřátý povrch;
- Po dokončení manipulace vyjmeme zátky a odstraníme písek z dutin - je hotovo.
Písek chrání trubku před deformací a nerovnoměrným ohybem.

Při práci s pískem a vodou se ujistěte, že jsou trubky těsně uzavřeny.
Princip práce s vodou je téměř totožný - nalijte do dílu vodu, vložte zátky. Před ohýbáním trubky z PVC nebo jiného materiálu nechte vodu zmrznout (dejte ji na mráz nebo do chladné místnosti). Po zmrznutí kapaliny postupnými pohyby vytvořte požadovaný poloměr ohybu.
![§ 29. ohýbání trubek [1980 makienko n.i. - obecný kurz práce s kovem]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Podle tohoto principu lze ohýbat plech do trubky (ovšem bez použití vody a písku) i ohýbat samotnou trubku.
Způsob tepelného zpracování

Pokud jde o kovovou trubku, vaším pomocníkem by měl být plynový hořák. Postupujme krok za krokem.
- Kovovou část trubky upevněte pomocí svěráku.
- Určená oblast ohybu je vytápěna plynovým hořákem.
- Poté, co se ohyb jeví jako rezavý, trubku ohněte.
Důležité je všímat si okamžiku, kdy začíná ohyb. Pokud je trubka vyrobena z hliníku, přiložte k ní list papíru.
Pokud bude hořet nebo kouřit, můžete začít. Pokud je trubka vyrobena z jiného kovu, bude signálem zčervenání při zahřívání. Při ohýbání pozinkovaných trubek se nesmí používat metoda tepelného zpracování. Vysoká teplota povlak poškodí a znemožní jeho použití. Je třeba vědět, že pokud jde o ohýbání čtvercové trubky, neobejdete se bez výkonné pájecí lampy nebo hořáku. A co je nejdůležitější, na samém začátku práce je takový výrobek zahříván ze všech stran.
Poloměry ohybu trubek
Poloměry ohýbaných trubek
Ohýbání trubek je technologický proces, při kterém dochází ke změně sklonu geometrické osy trubky působením vnějšího zatížení. Současně dochází k pružným i pružně-plastickým deformacím kovu stěn potrubí. Vnější část perforace bude namáhána tahem, vnitřní část tlakem. V důsledku těchto napětí se stěna trubky vně osy ohybu roztáhne a vnitřní stěna se stlačí. Během ohýbání se mění tvar průřezu - původní kruhový profil trubky se mění na oválný. Největší ovalita průřezu je pozorována ve střední části ohybu a směrem k jeho začátku a konci se zmenšuje. Je to proto, že největší tahová a tlaková napětí při ohybu vznikají ve střední části perforace. Ovalita průřezu v místě ohybu by neměla překročit: u trubek do průměru 19 mm 15 %, u trubek o průměru 20 mm a více 12,5 %. Ovalita řezu Q v procentech se stanoví podle vzorce:
kde Dmax, Dmin, Dnom - maximální, minimální a jmenovitý vnější průměr trubek v oblasti ohybu.
Kromě vzniku ovality při ohýbání, zejména tenkostěnných trubek, se na konkávní části matrice někdy objevují záhyby (vlnovky). Ovalita a zduření mají negativní vliv na provoz potrubí, protože zmenšují průtočný průřez, zvyšují hydraulický odpor a obvykle jsou místem ucpávání a zvýšené koroze potrubí.
Podle požadavků společnosti Gosgortechnadzor nesmí být poloměry ohybu ocelových trubek, kolen, kompenzátorů a dalších ohýbaných prvků potrubí menší než následující hodnoty:
při ohýbání s předbalením písku a zahříváním - nejméně 3,5 DH.
při ohýbání na ohýbačkách trubek za studena bez broušení - nejméně 4 DH,
Při ohýbání s polodrážkovanými záhyby (jednostranně) bez broušení a zahřívání plynovými hořáky nebo ve speciálních pecích - nejméně 2,5 DH,
pro strmě zakřivené ohyby vyrobené tažením za tepla nebo kováním - nejméně 1 DH.
Je přípustné ohýbat trubky s poloměry ohybu menšími, než jsou poloměry uvedené v prvních třech odstavcích, pokud metoda ohýbání zaručuje ztenčení stěny nejvýše o 15 % tloušťky požadované výpočtem.
Na základnách, ve válcovnách a na montážních pracovištích se používají tyto základní způsoby ohýbání trubek: ohýbání za studena na ohýbačkách a zařízeních, ohýbání za tepla na ohýbačkách s ohřevem v pecích nebo pod vysokofrekvenčními proudy, ohýbání se záhyby, ohýbání za tepla s pískovým balením.
Délka trubky L potřebná k získání ohnutého prvku se určí podle vzorce:
L = 0,0175 R α + l,
kde R - poloměr ohybu, mm;
α - úhel ohybu trubky, st;
l - rovná část o délce 100-300 mm, nutná pro uchopení trubky při ohýbání (závisí na konstrukci zařízení).
1. Uveďte tolerance pro ovalitu průřezu trubky.








2. Jak se ovalita počítá v procentech?
3. Jaké poloměry ohybu povolují požadavky společnosti Gosgortechnadzor pro ohýbání trubek různými metodami?
4. Jak určit délku ohýbané trubky?
Všechny materiály v oblasti obrábění trubek :
Čištění a rovnání potrubí
Montáž konců trubek, tvarovek a otvorů
Závitování a válcování trubek ● Konce trubek a tvarovky ● Ohyby trubek
Poloměry ohybu trubek ● Ohýbání trubek
Trubky ohýbané za studena ●● Trubky ohýbané za tepla
Ohýbání trubek za horka
Řezání a konečná úprava trubek ● Trubky z neželezných kovů
Zpracování neželezných trubek ● Neželezné trubky
Příprava a revize tvarovek ● Trubky z neželezných kovů ● Manipulace s trubkami z plastů a skla
Příprava a revize kování
Příprava a revize tvarovek ● Výroba těsnění v provozech a dílnách na výrobu trubek
Příprava tvarovek a kontrola tvarovek v dílnách na výrobu trubek ● Příprava spojů v dílnách na výrobu trubek ● Bezpečnostní pokyny pro zpracování trubek
Jak pracovat s ohýbačkou trubek doma
Speciální mechanismy, které se vyznačují odlišnými principy činnosti, se nazývají ohýbačky trubek. Používají se k ručnímu a mechanickému ohýbání čtvercových a obdélníkových trubek v dílně nebo doma.
Pro ohýbání tvárných tenkostěnných hliníkových výrobků malých průměrů jsou vhodné následující typy ručních ohýbaček:
- Ohýbačka pák. Tento mechanismus se také označuje jako Volnovův stroj. Má speciální formu pro vkládání obrobku. Samotný proces ohýbání nevyžaduje zahřívání trubky a probíhá pomocí pákové síly. Tvar odpovídá určitému průměru.
- Kuše. Konstrukce, ve které je polotovar upevněn, je vybavena ohýbacím segmentem, který se protlačuje středem trubky na opačné straně než konce.
- Pružinové. Před ohýbáním je trubka opatřena pružinou, která je vložena dovnitř obrobku. Obrobek lze poté zahřát nebo použít metodu ohýbání za studena. Po dokončení postupu je třeba pružinu vyjmout.

Pomocí strojního ohýbání je možné vyřešit problém, jak ohýbat a rovnat hliníkové trubky různých průměrů a tvarů. Riziko poškození je prakticky vyloučeno.








Tyto mechanismy jsou k dispozici v elektromechanickém nebo hydraulickém provedení, což zaručuje přesné výsledky podle požadavků úlohy.



